Изобретение относится к прокатному производству и может быть использовано в автоматических системах управления работой прокатных станов.
Цель изобретения - повышение точности стабилизации толщины проката за счет увеличения быстродействия при отработке перемещений нажимного винта.
На фиг. 1 представлена блок-схема устройства автоматической стабилизации толщины проката; на фиг.2 - передаточная функция функционального преобразователя; на фиг. 3 - передаточная функция ключа; на фиг. 4 - передаточная функция усилителя.
Устройство автоматической стабилизации толщины проката содержит блок 1 формирования управляющего сигнала, блок 2 управления двигателем нажимного винта, ключ 3, релейный элемент 4
с регулируемой зоной нечувствительности, датчик 5 скорости перемещения нажимного винта, первий элемент 6 сравнения, датчик 7 положения нажимного винта, задатчнк 8 положения нажимного винта, датчик 9 усилия про- - катки, второй элемент 10 сравнения, за- датчик 11 усилия прокатки, блек выделения модуля, задатчик И порога срабатывания релейного элемента, функциональный преобразователь 14, третий элемент 15 сравнения, vcnpHT b 16, причем выход датчика 7 положения нажимного винта соединен с первым входом первого элемента 6 сравнения, второй вход которог9 соединен с выходом задятчика 8 положения нажимного винта, выход первого элемента 6 сравнения соединен с первым входом блока 1 формирования управляющего сигнала, второй вход которого соединен с выхооэсо
N3 СД
со
дом второго элемента 10 сравнения, первый вход которого соединен с выходом эадатчика 11 усилия прокатки, а второй - с выходом датчика 9 усилия прокатки, выход блока 1 формирования управляющего сигнала соединен с входом блока 12 выделения модуля, выход релейного элемента 4 с регулируемой зоной нечувствительности соединен с первым входом ключа 3, первый и второй входы релейного элемента 4 с регулируемой зоной нечувствительности соединены соответственно с выходом блока 12 выделения модуля и выходом задатчика 13 порога срабатывания релейного элемента, выход усилителя 16 соединен с входом блока 2 управления двигателем нажимного винта, вход усилителя 16 - с выходом третьего элемента 15 сравнения, первый и второй входы которого соединены соответственно с выходом ключа 3 и выходом датчика 5 скорости перемещения нажимного винта, второй вход ключа соединен с выходом функционального преобразователя 14.
Устройство работает следующим образом.
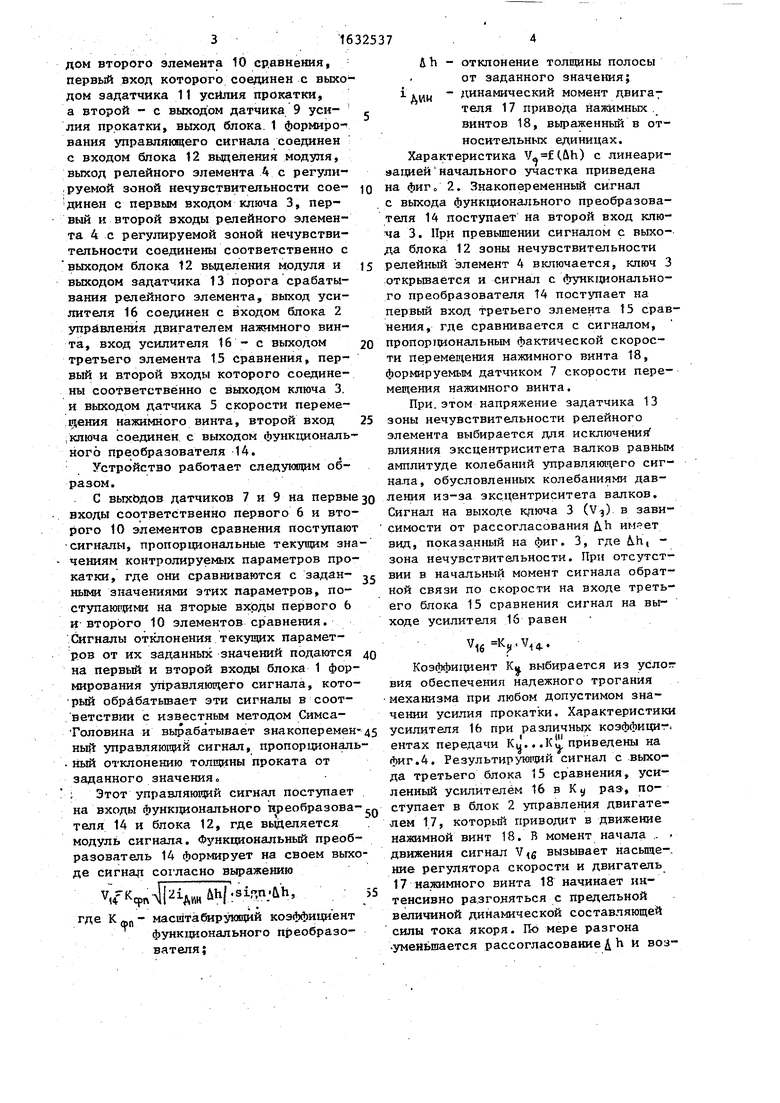
4 h - отклонение толщины полосы
от заданного значения; i IWH - динамический момент двига7 теля 17 привода нажимных
винтов 18, выраженный в относительных единицах. Характеристика (,uh) с линеаризацией начального участка приведена на фиг о 2. Знакопеременный сигнал
с выхода функционального преобразователя 14 поступает на второй вход ключа 3. При превышении сигналом с выхода блока 12 зоны нечувствительности 5 релейный элемент 4 включается, ключ 3 открывается и сигнал с функционального преобразователя t4 поступает на первый вход третьего элемента 15 сравнения, где сравнивается с сигналом, 0 пропорциональным фактической скорости перемещения нажимного винта 18, формируемым датчиком 7 скорости перемещения нажимного винта.
При. этом напряжение задатчика 13 5 зоны нечувствительности релейного элемента выбирается для исключения1 влияния эксцентриситета валков равным амплитуде колебаний управляющего сиг- напа, обусловленных колебаниями дав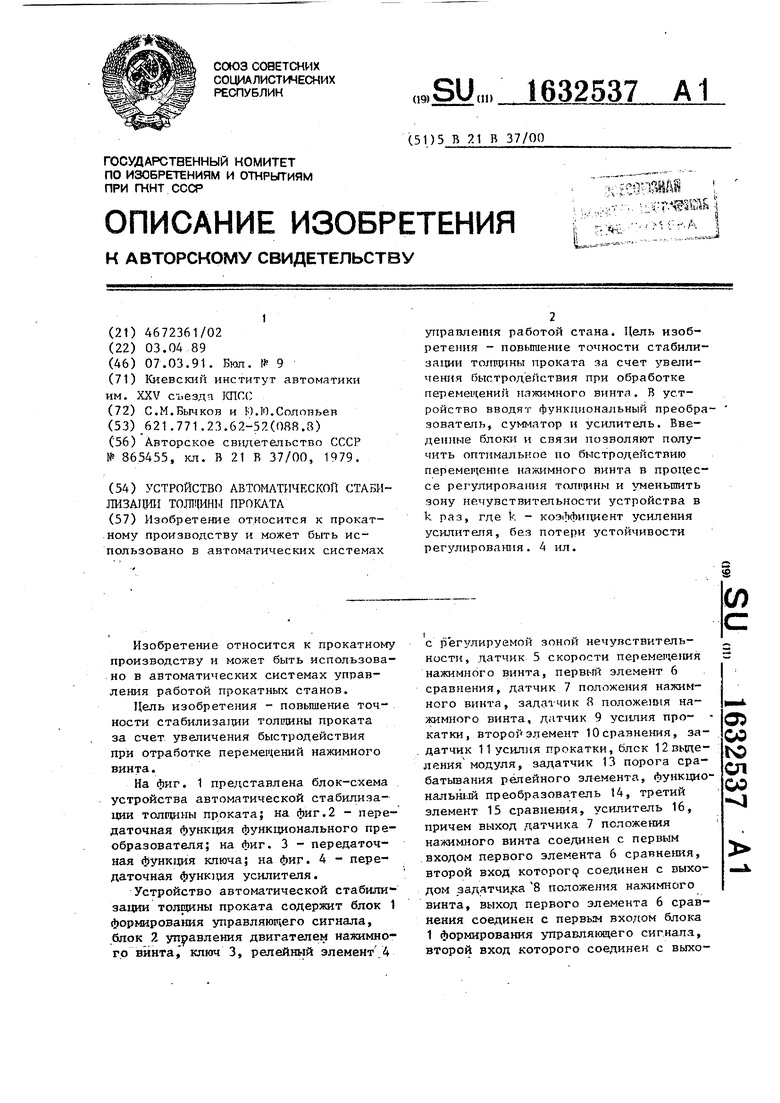
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины проката | 1979 |
|
SU865455A2 |
| Устройство автоматического регулирования толщины проката | 1978 |
|
SU789174A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Регулятор относительного обжатия прокатываемой полосы | 1981 |
|
SU944696A1 |
| Электропривод рабочего рольганга | 1983 |
|
SU1129709A1 |
| Устройство для регулирования натяжения полосы между клетями непрерывного стана холодной прокатки | 1977 |
|
SU743741A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Устройство для тепловой защиты электродвигателя | 1986 |
|
SU1372448A2 |
| Устройство ограничения межклетевых натяжений на непрерывном прокатном стане | 1980 |
|
SU950459A1 |
Изобретение относится к прокатному производству и может быть использовано в автоматических системах управления работой стана. Цель изобретения - повышение точности стабилизации толщины проката за счет увеличения быстродействия при обработке перемещении нажимного винта. В устройство вводя Функциональный преобразователь, сумматор и усилитель. Введенные блоки и связи позволяют получить оптимальное но быстродействию перемещение нажимного винта в процессе регулирования толщины и уменьшить зону нечувствительности устройства в k раз, где V - коэффициент усиления усилителя, без потери устойчивости регулирования. 4 ил.
С выходов датчиков 7 и 9 на первыезо ления из-за эксцентриситета валков.
входы соответственно первого 6 и второго 10 элементов сравнения поступают сигналы, пропорциональные текущим значениям контролируемых параметров прокатки, где они сравниваются с задан- ,с ными значениями этих параметров, поступающими на вторые входы первого 6 и второго 10 элементов сравнения. Сигналы отклонения текущих параметров от их заданных значений подаются 40 на первый и второй входы блока 1 формирования управляющего сигнала, который обрабатывает эти сигналы в соотСигнал на выходе ключа 3 (V) в зави симости от рассогласования &h вид, показанный на фиг. 3, где i.h, - зона нечувствительности. При отсутст вии в начальный момент сигнала обрат ной связи по скорости на входе треть его блока 15 сравнения сигнал на выходе усилителя 16 равен
V,
16
1VV14.,
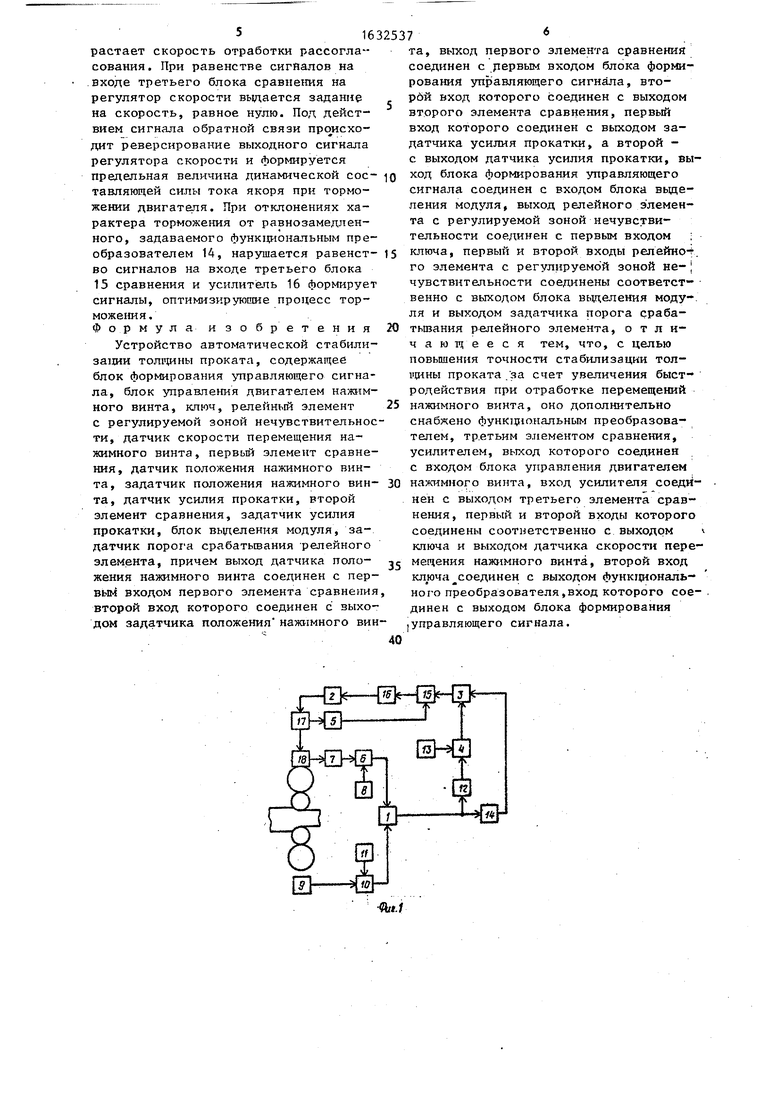
Коэффициент К« выбирается из усло нил обеспечения надежного трогания механизма при любом допустимом значении усилия прокатки. Характеристик
Коэффициент К« выбирается из услож нил обеспечения надежного трогания механизма при любом допустимом значении усилия прокатки. Характеристики
ветствии с известным методом СимсаТоловина и вырабатывает знакоперемен-45усилителя 16 при различных коэффициный управляющий сигнал, пропорциоиаль-ентах передачи Кц.. ,К. приведены на
- ный отклонению толщины проката отфиг.4. Результирующий сигнал с выхо- заданного значения.
Этот управляющий сигнал поступает
да третьего блока 15 сравнения, усиленный усилителем 16 в К у раз, пока входы функционального яреобразова-„ ступает в блок 2 управления двигатетеля 14 и блока 12, где выделяется модуль сигналя. Функциональный преобразователь 14 формирует на своем выходе сигнал согласно выражению
лем 17, который приводит в движение нажимной винт 18. В момент начала . движения сигнал вызывает насыщение регулятора скорости и двигатель 17 нажимного винта 18 начинает интенсивно разголяться с предельной величиной динамической составляющей силы тока якоря. По мере разгона уменьшается рассогласование ДНИ возVS
,
где К .,„ - масштабирующий коэффициент функционального преобразователя;
ления из-за эксцентриситета валков.
Сигнал на выходе ключа 3 (V) в зависимости от рассогласования &h вид, показанный на фиг. 3, где i.h, - зона нечувствительности. При отсутствии в начальный момент сигнала обратной связи по скорости на входе третьего блока 15 сравнения сигнал на выходе усилителя 16 равен
V,
16
1VV14.,
Коэффициент К« выбирается из усложнил обеспечения надежного трогания механизма при любом допустимом значении усилия прокатки. Характеристики
фиг.4. Результирующий сигнал с выхо-
да третьего блока 15 сравнения, усиленный усилителем 16 в К у раз, по
лем 17, который приводит в движение нажимной винт 18. В момент начала . движения сигнал вызывает насыщение регулятора скорости и двигатель 17 нажимного винта 18 начинает интенсивно разголяться с предельной величиной динамической составляющей силы тока якоря. По мере разгона уменьшается рассогласование ДНИ возрастает скорость отработки рассогласования . При равенстве сигналов на входе третьего блока сравнения на регулятор скорости выдается задание на скорость, равное нулю. Под действием сигнала обратной связи происходит реверсирование выходного сигнала регулятора скорости и формируется предельная величина динамической сое- тавляющей силы тока якоря при торможении двигателя. При отклонениях характера торможения от равнозамедлен- ного, задаваемого функциональным преобразователем 14, нарушается равенст- во сигналов на входе третьего блока 15 сравнения и усилитель 16 формирует сигналы, оптимизирующие процесс торможения. Формула изобретения
Устройство автоматической стабилизации толщины проката, содержащее блок формирования управляющего сигна
ла, блок управления двигателем нажимного винта, ключ, релейный элемент с регулируемой зоной нечувствительности, датчик скорости перемещения нажимного винта, первый элемент сравнения, датчик положения нажимного винта, задатчик положения нажимного винта, датчик усилия прокатки, второй элемент сравнения, задатчик усилия прокатки, блок выделения модуля, задатчик порога срабатывания релейного элемента, причем выход датчика положения нажимного винта соединен с первым входом первого элемента сравнения, второй вход которого соединен с выходом задатчика положения нажимного вин5
0
та, выход первого элемента сравнения соединен с первым входом блока формирования управляющего сигнала, второй вход которого соединен с выходом второго элемента сравнения, первый вход которого соединен с выходом задатчика усилия прокатки, а второй - с выходом датчика усилия прокатки, выход блока формирования управляющего сигнала соединен с входом блока выделения модуля, выход релейного элемента с регулируемой зоной нечувствительности соединен с первым входом ключа, первый и второй входы релейного элемента с регулируемой зоной не- | чувствительности соединены соответственно с выходом блока выделения модуля и выходом задатчика порога срабатывания релейного элемента, о т л и- чаю-щееся тем, что, с целью повышения точности стабилизации толщины проката за счет увеличения быстродействия при отработке перемещений
5 нажимного винта, оно дополнительно снабжено функциональным преобразователем, третьим эпементом сравнения, усилителем, выход которого соединен с входом блока управления двигателем
0 нажимного винта, вход усилителя соединен с выходом третьего элемента сравнения, первый и второй входы которого соединены соответственно с выходом ключа и выходом датчика скорости пере5 мещения нажимного винта, второй вход ключа соединен с выходом функционального преобразователя,вход которого соединен с выходом блока формирования управляющего сигнала.
0
ТЛЮК&
i $зном
Ufi tSF-$$HOM
Фие.
v
Фиа.3
| Устройство автоматического регулирования толщины проката | 1979 |
|
SU865455A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
