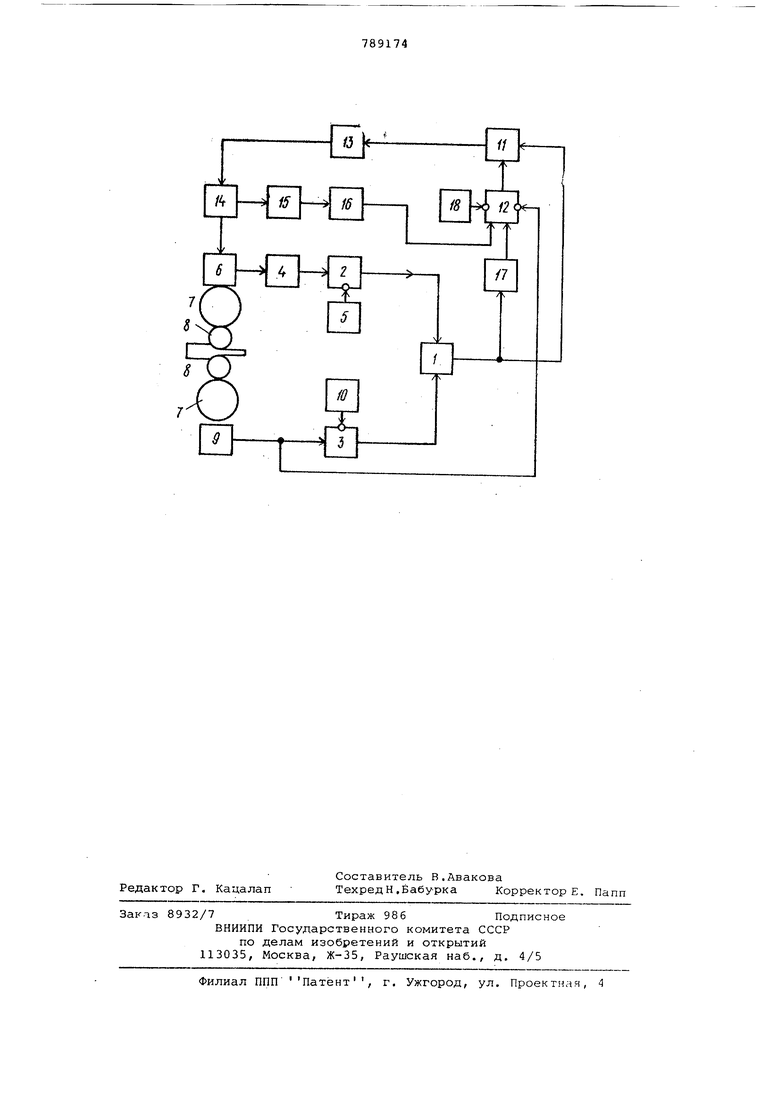
Изобретение относится к функциональным схемам автоматического регулирования продольной толщины листового и полосового проката и может быть использовано в автоматических системах управления работой прокатнЕдх станов . Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является устройство ав матического регулирования толщины проката, содержащее блок формирования управляющего сигнала, схему упра ления двигателем нажИМного винта, ключ, релейный элемент с регулируемо зоной нечувствительности, выход которого соединен с первым входом клю ча, выход которого соединен со вход схемы управления двигателем нажимно го винта. . Указанное устройство обеспечивае программное регулирование зоны нечувствительности при движении нажим ного винта 1 . Однако на непрерывном прокатном стане прокатка ведется в один пропу а усилие прокатки для каждой клети стана может изменяться в широких пр делах в зависимости от ишрины, толщины и марки прокатываемого материа ла, что существенно ограничивает точность при программном регулировании зоны нечувствительности. Кроме того, зона нечувствительности остается в канале регулирования и после пуска нажимных устройств, что ограничивает точность возврата кажимного устройства в исходное положение после выхода полосы из клети (что также отрицательно сказывается на точности регулирования толщины полосы) , так как схема управления двигателем нажимного устройства не реагирует на управляющие сигналы, находящиеся в пределах зоны нечувствительности. Цель изобретения - повышение точности регулирования толщины проката за счет своевременного включения и отключения двигателя нажимного винта. Поставленная цель достигается тем, что устройство автоматического регулирования толщины проката, содержащее блок формирования управляющего сигнала, схему управления двигателем нажимного винта, к.пюч, релейный элемент с регулируемой зоной нечувствительности, выход ..которого соединен с первым входом к.люча, выход ключа соединен со входом схемы управления двигателем нажимного винта, до полнительно снабжено датчиком скорости перемещения нажимного винта, релейным элементом, датчиком положения нажимного винта, первым элементом сравнения, задатчиком положения нажимного винта, датчиком усилия прокатки, вторым элементом сравнения, задатчиком усилия прокатки, блоком модуля управляющего сигнала, эадатчиком порога срабатЕ шания, причем вход датчика скорости перемещения нажимного винта соединен с двигателем нажимного винта, выходiдатчика скорости перемещения нажимного винта соединен со входом релейного блока, выход которого соединен с первым вхо дом релейного элемента с регулируемой зоной нечувствительности, датчик положения нажимного винта соединен с первым входом первого элемента сравнения, второй вход которого соединен с выходом задатчика положения нажимного винта, выход первого элемента сравнения соединен с первым входом блока формирования управляющего сигнала, второй вход которого соединен с выходом второго элемента сравнения, второй вход второго элемента сравнен соединен с задатчиком усилия прокатк первый, вход второго элемента сравнен соединен с выходом датчика усилия пр катки, выход блока формирования упра ляющего сигнала соединен со входом блока модуля управляющего си.гнала и со вторым входом ключа, второй, третий .и четвертый входы релейного элемента с регулируемой зоной нечувстви тельности соединены соответственно с выходом блока модуля управляющего си нала, выходом задатчика порога сраба тывания и выходом датчика усилия про катки. На чертеже представлена функциональная схема предлагаемого устройст Устройство содержит блок 1 формирования управляющего сигнала, к первому и второму входам которого подключены первый 2 и второй 3.элементы сравнения. Первый вход первого элемента 2 сравнения соединен с выходом датчика 4 положения нажимного винта, второй вход первого элемента 2 сравн ния соединен с выходом задатчика 5 положения нажимного винта б,воздейств -ющего на подушки опорных валков 7 прокатной клети, в состав , которой входят рабочие валки 8. Первый вход второго элемента 3 сравнения соединен с выходом датчика 9 усилия прока ки, второй вход второго элемента 3 сравнения соединен с выходом задатчика 10 усилия прокатки. Выход Lлoкa 1 формирования управляющего сигнала соединен со вторым входом ключа 11, первый вход которого соединен с выходом релейного элемента 12 с регулируемой зоной нечувствительности. Вход ключа 11 соединен со входом схемы 13 управления двигателем 14 нажимного винта. 6. К двигателю 14 присоединен датчик 15 скорости перемещения нажимного винта б, имеющий на выходе релейный элемент 16, который подключен к первому входу релейного элемента 12 с регулируемой зоной нечувствительности, ко второму входу которого подключен блок 17 модуля управляющего сигнала, соединенный с выходом блока 1 формирования управляющего сигнала. Третий и четвертый входы релейного элемента 12с регулируемой зоной нечувствительности соединены с выходами соответственно датчика 9 усилия прокатки и задатчика 18 порога срабатьюания релейного элемента 12 с регулируемой зоной нечувствительности. Устройство работает следующим образом, С выхода датчика 4 положения и датчика 9 усилия прокатки на первые входы соответственно первого 2 и второго 3 элементов сравнения поступают сигналы, пропорциональные текущим значениям контролируемых параметров прокатки, где они сравниваются с заданными значениями этих параметров, пс1ступающих на вторые входы первого 2 и второго 3 элементов сравнения. Сигналы отклонения текущих параметров от их заданных значений -подают на первый и второй входы блока 1 формирования управляющего сигнала, который обрабатьшает эти сигналы в соответствии с известным методом-Симса-Головина и вырабатывает знакопеременный управляющий сигнал, пропорциональный отклонению толщины проката от ее заданного значения. Знакопеременный управляющий сигнал подают на второй вход ключа 11 и на вход блока 17, где он преобразуется в сигнал равный модулю, т.е, не зависящий от знака управляющего сигнала, и поступает затем на второй вход релейного элемента 12 с регулируемой зоной нечувствительности. В то же время на третий и четвертый входы .релейного элемента 12 с регулируемой зоной нечувствительности поступают с датчика 9 сигнал, пропорционал ный усилию прокатки, и с задатчика 18 сигнал порога срабатывания, постоянный для каждой клети, зависящий ОТее характеристик и устанавливаемый экспериментально, В сумме эти два сигнала определяют зону нечувствительности релейного элемента 12, Они равны минимальному значению модуля управляющего сигнала, необходимому для пуска двигателя нажимного винта данной клети при данном усилии прокатки. Если модуль управляющего сигнала менъше суммы, упомянутой выше, релейный элемент 12 с регулируемой зоной нечувствительности отключен, и управляющий сигнал не проходит через ключ 11. в схему 13 управления двигателем 14 нажимного винта б, двигател 14 обесточен, нажимной винт 6 неподвижен, и на выходах датчика 15 скоро сти перемещения и релейного блока 16 сигнал отсутствует. Как только модул управляющего сигнала превышает сумму сигналов усилия прокатки и порога ср батьшания ,релейнь1й элемент 12 включается, ключ 11 открьшается, и управ ляющий сигнал проходит в схему 13 управления, которая посредством днигателя 14 приводит нажимной винт 6 в движение со скоростью, пропорциональной управляющему сигналу, и в на правлении, соответствующем знаку упр ляющего сигнала, В это же время по сигналу датчика 15 скорости перемещения на выходе релейного блока 16 появляется постоянный сигнал, поступающий на первый вход релейного элемента 12 и превышающий сумму сигн лов усилия прокатки и порога срабатывания. Таким образом, после пуска нажимного винта до его полной установки релейный элемент 12 включен и ключ 11 открыт для прохож ения управляющего сигнала в схему 13 управления двигателем 14 нажимного винта 6. Иными слов-ами, после-пуска нажимного вин та 6 зона нечувствительности в- канале позиционного регулирования становится равной нулю и восстанавливается тольк после останова нажимного винта 6. Таким образом, в предлагаемом устройстве автоматического регулирования толщина проката, благодаря введению в него элементов и связей, точность регулирования повышается по сра нению с известными,-вследствие чего уменьшается отклонение толщины полосы от ее заданного значения. Это повышает сортность проката и дает возможность приблизить центр распределения разнотолщинности к нижней границе минусового допуска без ущерба для качества проката, что позволяет уменьшить расход металла при прокатке. При этом, как показываеют предварительные расчеты, экономический эффект составит 450 тыс.руб. в год. Формула изобретения Устройство автоматического регули рования- толщины проката, содержащее блок формирования управляющего сигна ла, схему управления двигателем винт ключ, релейный элемент с регулируемой зоной нечувствительности, причем выход релейного элемента с регулируемой зоной нечувствительности соединен с первым входом ключа, выход которого соединен со входом схемы управления двигателем нажимного винта, от ли. чающееся тем, ч-го,с целью повышения точности регулирования толщины проката за счет своевременного включения и отключения двигателя нажимного винта, оно дополнительно содержит, датчик скорости перемещения нажимного винта, релейный элемент датчик положения нажимного винта, первый элемент сравнения, задатчик положения нажимного винта, датчик усилия прокатки, второй элемент сравнения, задатчик усилия прокатки, блок модуля управляющего сигнала, задатчик порога срабатывания релейного элемента с регулируемой зоной нечувствительности, причем вход датчика скорости перемещения нажимного винта соединен с двигателем нажимного винта, выход датчика скорости перемещения нажимного винта соединен со входом релейного блока, выход которого соединен с первым входом релейного элемента с регулируемой зоной нечувствительности, датчик положения нажимного винта соединен с первым входом первого элемента сравнения, второй вход которого соединен с выходом задатчика положения нажимного винта, выход первого элемента сравнения соединен с первым входом блока формирования управляющего сигнала, второй вход которого соединен с выходом второго элемента сравнения, второй вход второго элемента сравнения соединен с задатчиком усилия прокатки, первый вход второго элемента сравнения соединен с выходом датчика усилия прокатки, выход блока формирования управляющего сигнала соединен со входом блока модуля управляющего сигнала и со вторым входом ключа, второй, третий и четвертый входы релейного элемента с регулируемой зоной нечувствительности соединены соответственно с выходом блока модуля управляющего сигнала, выходом задатчика порога срабатывания релейного элемента с регулируемой зоной нечувствительности и выходом датчика усилия -прокатки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 364368, кл. в 21 В 37/00,1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины проката | 1979 |
|
SU865455A2 |
| Устройство автоматической стабилизации толщины проката | 1989 |
|
SU1632537A1 |
| Устройство для регулирования натяжения полосы между клетями непрерывного стана холодной прокатки | 1977 |
|
SU743741A1 |
| Устройство регулирования толщины прокатываемой полосы | 1982 |
|
SU1057135A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Устройство для автоматического регулированияТОлщиНы пРОКАТА | 1979 |
|
SU806188A2 |
| Устройство для автоматического регулирования толщины проката | 1980 |
|
SU876229A2 |
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
| Устройство для регулирования толщины проката | 1980 |
|
SU865459A1 |