Фиг 1
Изобретение относится к области сварки, в частности к электродам для ручной дуговой сварки.
Цель изобретения - улучшение эксплуатационных характеристик.
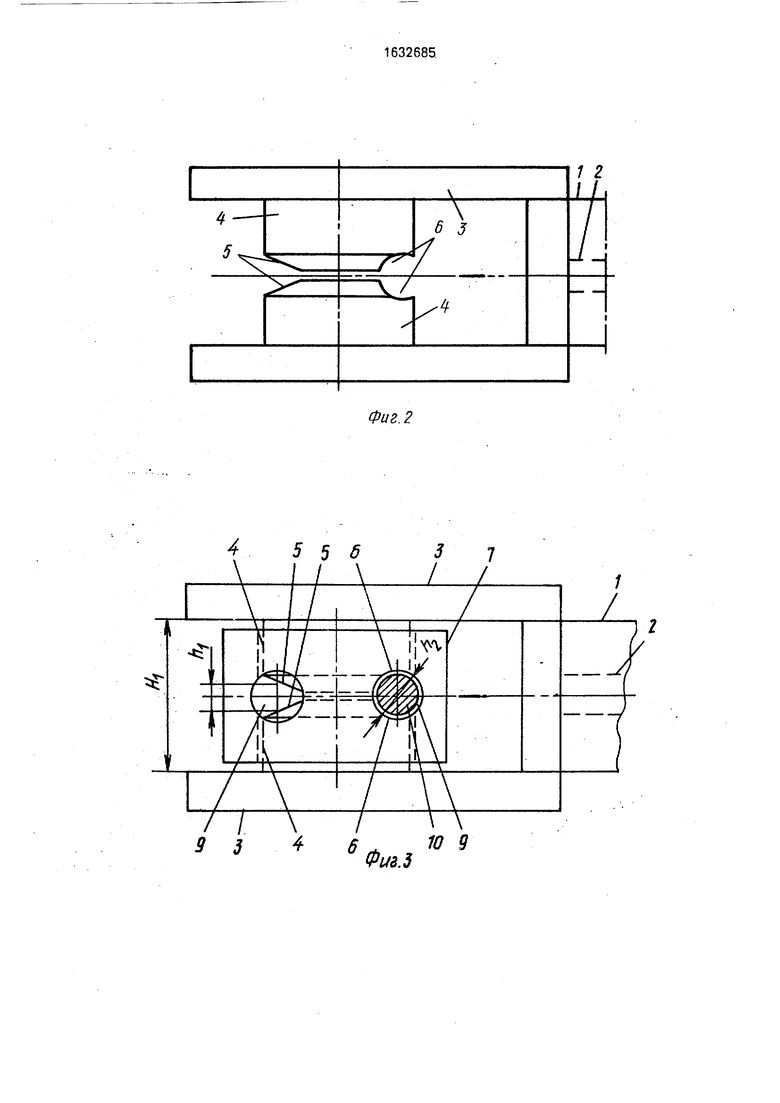
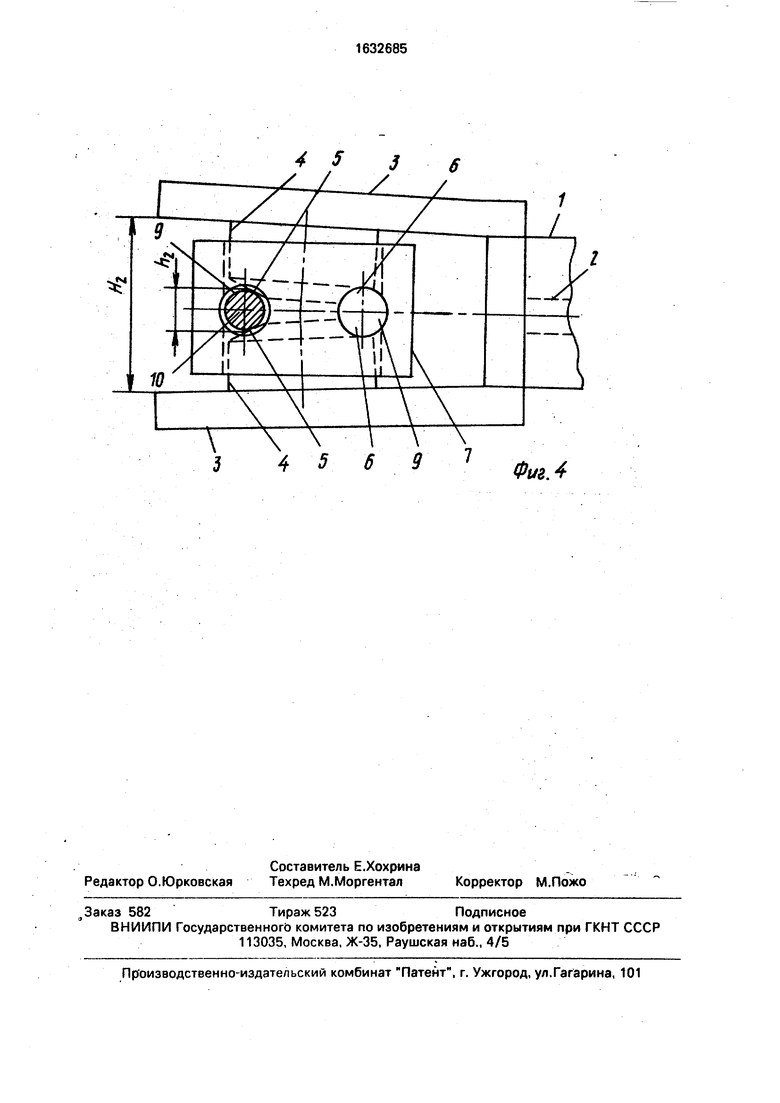
На фиг,1 изображен электрододержа- тель, общий вид (без электрода); на фиг.2 - то же, вид сверху; на фиг.З - электрододер- жатель в момент установки электрода; на фиг.4 - то же, с закрепленным электродом.
Электрододержатель содержит корпус 1 с расположенным внутри корпуса токо- проводящим стержнем 2, две токопроводя- щие пластины 3, два контактных наконечника 4 с фасками 5 и тюлуцилиндрическими пазами 6, поворотную головку 7 с осевым отверстием 8 и двумя отверстиями 9 под электрод 10. При этом пластины 3 расположены параллельно и жестко соединены с токоподводящим стержнем 2. Кроме того, пластины 3 подпружинены в направлении одна к другой. На свободных концах пластин 3 с их внутренних сторон жестко установлены контактные наконечники 4 цилиндрической формы. На обращенных друг к другу торцах этих наконечников выполнены фаски 5, в которых со стороны корпуса 1 выполнены полуцилмндрические отверстия под электрод. На контактных наконечниках 4 своим отверстием 8 установлена поворотная головка 7, которая имеет одно или два отверстия 9 под электрод. Каждое из отверстий 9 расположено перпендикулярно оси головки 7 и со смещением от этой оси. Отверстие 9 пересекает фаски 5 параллельно касательной к ним, обеспечивая тем самым возможность фиксации электрода между фасками и внутренней поверхностью отверстия 9 поворотной головки 7 при повороте последней относительно ее исходного положения.
Установка электрода в электрододержа- теле осуществляется следующим образом.
Поворотную головку 7 первоначально устанавливают в исходное положение (фиг.1 и 3) т.е. в положение, при котором одно из отверстий 9 головки 7 совпадает по оси с пазом 6 фасок 5 контактных наконечников 4. Далее электрод свободным от обмазки концом вставляют в отверстие 9 на такую глубину, чтобы он этим своим концом вошел в полость пазов 6. Затем электрод и, соответственно, головку 7 поворачивают на
требуемый угол. Вследствие этого электрод выходит из полости пазов б и вступает в силовое взаимодействие с контактными наконечниками 4 через поверхности их фасок
5. Поскольку пластины 3 подпружинены, то за счет трения происходит фиксация электрода между поверхностями фасок 5 наконечников 4 и внутренней поверхностью отверстия 9 головки 7 в исходное положение, при котором отверстие 9 с электродом займет соосное с пазами 6 положение.
Технико-экономические преимущества предлагаемого электрододержателя по сравнению с прототипом заключается в следующем.
Вследствие исключения каких-либо регулировочных операций и соответствующих узлов, необходимых в прототипе для настройки электрододержателя на определенный диаметр электрода и угол его установки, достигается упрощение конструкции предлагаемого электрододержателя, упрощение его эксплуатации, повышение надежности. Исключить данные
регулировочные операции и связанные с ними узлы оказалось возможным благодаря тому, что фиксация электрода осуществляется между фасками двух контактных наконечников, что позволяет обеспечить
постоянство сжимающей электрод силы при изменении диаметра электрода и угла его установки относительно корпуса электрододержателя.
Формула изобретения
Электрододержатель для ручной дуговой сварки, содержащий смонтированные на корпусе токоподводящий стержень, поворотную головку, отличающийся тем,
что, с целью улучшения эксплуатационных характеристик, он оснащен токоподводящими параллельными пластинами, каждая из которых консольно закреплена на токоподводя- щем стержне, и цилиндрическими
наконечниками, закрепленными на обращенных друг к другу сторонах, токоподводя-. щих пластин поворотная головка установлена на наконечниках, на торце каждого наконечника выполнена фаскаи полуцилиндрический паз для электрода, а на поворотной головке
выполнены отверстия для электрода, перпендикулярные оси ее поворота и расположенные по обе стороны от нее.
Г
У
Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродержатель | 1986 |
|
SU1400820A1 |
| Электродержатель для ручной дуговой сварки | 1989 |
|
SU1687398A1 |
| Электрододержатель для ручной дуговой сварки | 1988 |
|
SU1622099A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Электрододержатель для ручной дуговой сварки | 1980 |
|
SU893452A1 |
| Электрододержатель для ручной дуговой сварки | 1990 |
|
SU1787087A3 |
| Электрододержатель для ручной дуговой сварки | 1985 |
|
SU1379037A1 |
| Электрододержатель для ручной дуговой сварки | 1981 |
|
SU959947A1 |
| Электрододержатель для ручной дуговой сварки | 1980 |
|
SU899297A1 |
| Электрододержатель дуговой электропечи | 1990 |
|
SU1750067A1 |
Изобретение относится к области сварки, в частности к электродам для ручной дуговой сварки. Цель - улучшение эксплуатационных характеристик. Электрододержатель содержит корпус 1, токоподводящий стержень 2 с параллельно закрепленными на нем токоподводящими пластинами 3. На пластинах закреплены наконечники 4 с фаской 5 и полуцилиндрическим пазом 6 для электрода. На наконечниках с возможностью вращения относительно них установлена головка 7 с отверстиями 9 под электрод, оси которых перпендикулярны оси поворота головки и смещены относительно нее. Благодаря этому исключены какие-либо регулировочные операции. 4 ил.
ли s
te
4 5
| Электрододержатель для ручной дуговой сварки | 1980 |
|
SU899297A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
