ь Изобретение относится к устройствам для счета листов различных размеров при резке стекла, может быть использовано в промышленности стройматериалов, в частности на стекольных заводах, производящих листовое стекло.
Цель изобретения - обеспечение возможности счета разноразмерных листов.
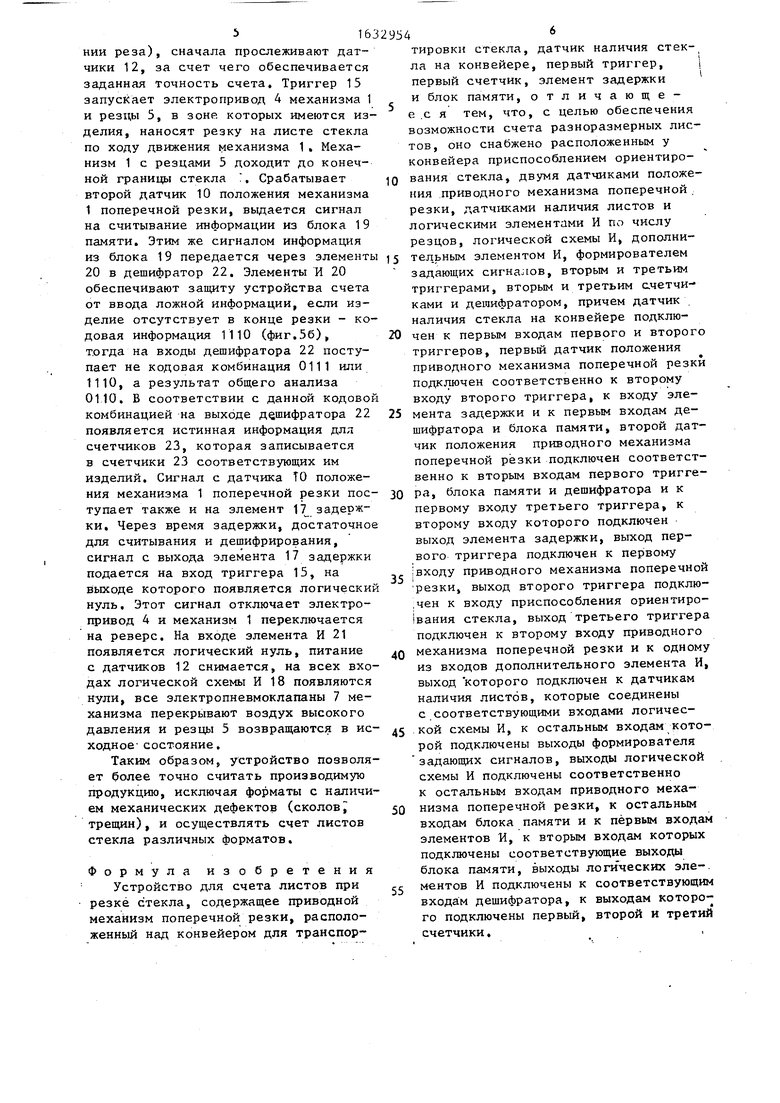
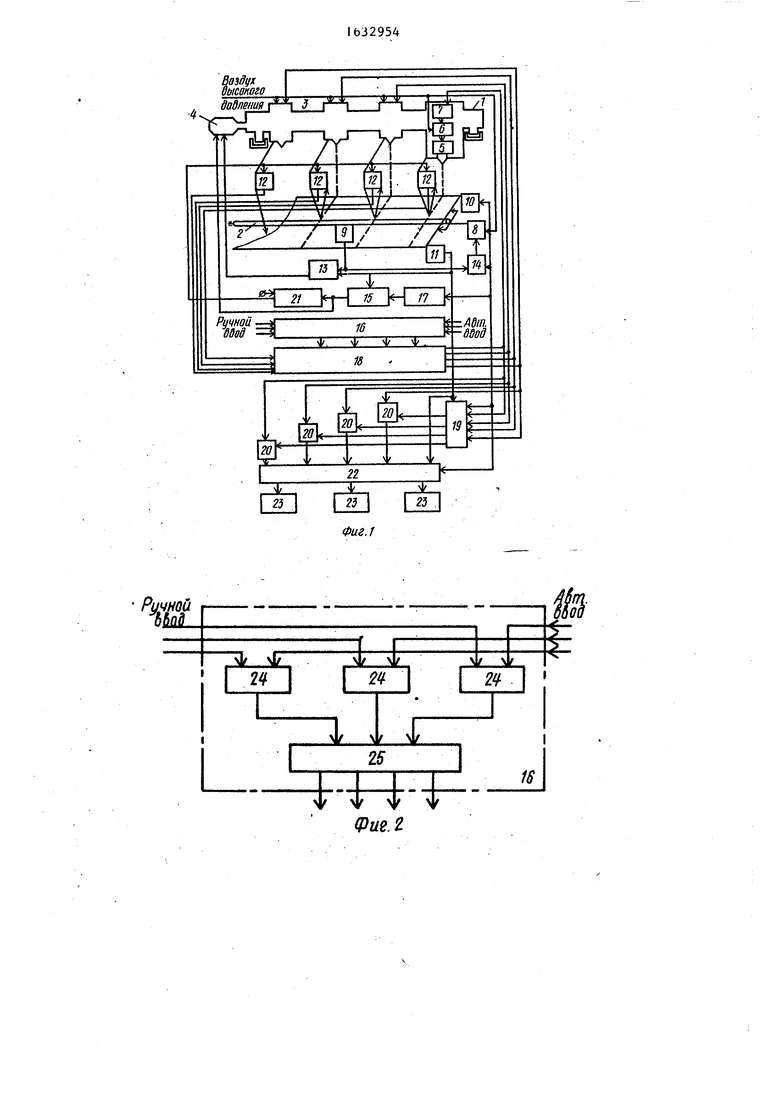
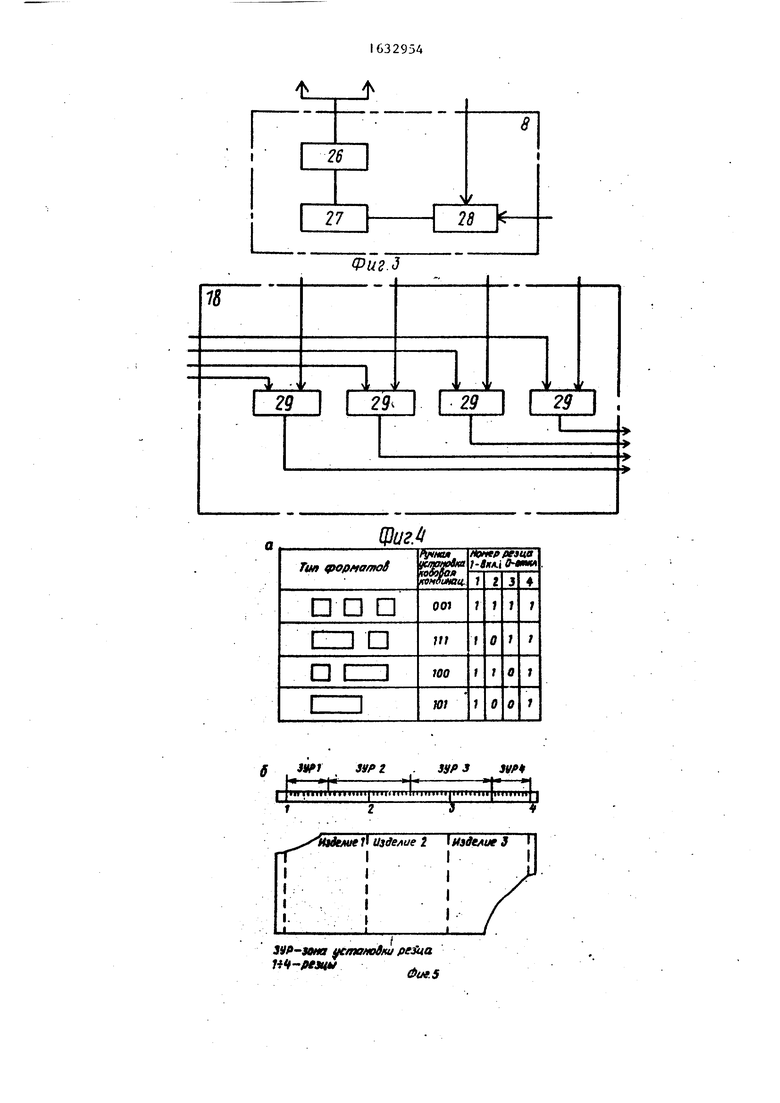
На фиг.1 представлена блок-схема устройства; на фиг.2 - схема формирователя задающих сигналов;на фиг.З - конструкция приспособления ориентирования стекла; на фиг.4 - логическая схема И; на фиг.5 - карта раскроя стекла на листы (мерные изделия)
Устройство содержит (фиг.1) механизм 1 поперечной резки, расположенный над конвейером 2 для транспортировки стекла и выполненный в виде размещенных на станине 3 электропривода 4 и рабочих органов, каждый из которых состоит из резца 5, пневмоци- линдра 6 и электропневмоклапана 7, приспособление 8 ориентирования стек-, ла, датчик 9 наличия стекла на конвейере, первый и второй датчики 10 и 11 положения приводного механизма поперечной резки, датчики 12 наличия листов по числу резцов, первый 13, второй 14 и третий 15 триггеры, формирователь 16 задающих сигналов, элемент 17 задержки, логическую схему И 18, блок 19 памяти, элементы И 20 по числу резцов, дополнительный элемент И 21, дешифратор 22, первый, второй и третий счетчики 23.
О5 ОЭ
ю
со
СП
Јь
Формирователь 1Ь задающих сигналов (фиг.2) состоит из элементов ИЛИ 24 и дешифратора 25,
Приспособление 8 ориентирования стекла (фиг.З) выполнено в виде толкателя 26, пневмоцилиндра 27 и элект- ропневмоклапана 28, Логическая схема И 18 (фиг,4) - содержит элементы И 29.
Устройство работает следующим образом.
На входы элементов ИЛИ 24 формирователя Т 6 задающих сигналов вручную ли автоматически подаются сигналы в соответствии с одним из вариантов раскроя стекла на мерные изделия (фиг.З). Так, для первого варианта ерез элементы ИЛИ 24 на входы дешифратора 25 поступает кодовая комбинация 001. При этом на входах дешифратора 25 и соответственно формироватея 16 появляется кодовая комбинация 1111, В соответствии с этим же вариантом задания различных типов изделий на станине 3 устанавливаются резцы 5 в рабочее (заданное) положение, причем каждая единица в кодовой комбинации - разрешение на работу определенного резца. Электропневмоклапан 7, пневмоцилиндр 6 и резец 5 - это рабочий орган, который осуществляет подъем или опускание на стекло резца 5. К рабочему органу крепится датчик 12 наличия листа , Датчик 12 прослеивает путь, который должен пройти резец 5, и определяет наличие или отсутствие листа под резцом 5.
Стекло - изделие поступает по конвейеру 2 к месту установки приводного механизма 1 поперечной резки с резцами на позицию раскроя на мерные форматы. В момент выхода стекла на рабочую позицию срабатывает датчик 9 наличия стекла на конвейере, конвейер 2 останавливается. Датчик 9 наличия стекла выдает сигнал одновременно на входы триггеров 13 и 14. На выходах триггеров 13 и 14 появляются управляющие сигналы на запуск электропривода 4 и на переключение электропневмокла- пана 28, воздух высокого давления из магистрали подается в пневмоцилиндр 27 приспособления ориентирования стекла, а толкатели выдвигают вперед и базируют изделие на позиции резки. К этому моменту осуществляется запуск механизма поперечной резки. Электропривод 4 подводит механизм 1 по направляющим к порции резки. На
0
5
0
5
0
5
0
5
0
5
начальной границе резки установлен датчик 11 положения механизма 1. При появлении его на границе резки датчик 11 срабатывает и выдает сигнал на триггер 13, который выключает электропривод 4 и механизм 1 останавливается. Одновременно с этим датчик 10 положения механизма 1 подает управляющий сигнал на первый вход третьего триггера 15. На выходе триггера 15 появляется сигнал, который поступает на вход элемента И 21, на другом входе которого постоянно присутствует разрешающий сигнал - логическая единица. На выходе элемента И 21 появляется сигнал, который подается на входы датчиков 12 наличия листов. Датчики 12 включаются и работают по прин- - ципу отраженного луча: излучатель - фотоприемник. Если форматные изделия присутствуют в зоне излучения, то фотоприемники регистрируют отраженный луч и на выходе датчика появляется сигнал логической единицы, если изделие отсутствует, то на выходе соответствующего датчика (где изделия нет) появляется логический нуль - сигнала нет. Одновременно с включением датчика 12 датчик 11 положения механизма поперечной резки осуществляет начальную установку дешифратора 22 и запись в блок 19 памяти информации о количестве изделий на конвейере 2, Сигналы с выходов датчиков 12 поступают на входы логической схемы И 18,- где на элементах И 29 сравнивается заданное количество листов с присутствующим количеством позиции резки по информации с выходов дешифратора 25 блока 16,
Информация с выходов логической схемы И 18 поступает на информационные входы блока 19 памяти и запоминается. Так, для случая (фиг.56), когда отсутствуют первое и третье изделия, блок 19 запоминает кодовую комбинацию 0111, Одновременно с этим кодовые комбинации 0111 с выходов блока 18 поступают на управляющие входы электропневмоклапанов 7 механизма 1, Электропневмоклапаны, на которые поступает сигнал погической единицы, подают воздух высокого давления из магистрали в связанные с ними пневмоцилиндры . Резцы 5 опускаются на кромку стекла. Резцы 5 и датчики 12 установлены так, что путь, который должны проделать резцы (линии реза), сначала прослеживают датчики 12, за счет чего обеспечивается заданная точность счета. Триггер 15 запускает электропривод 4 механизма 1 и резцы 5, в зоне которых имеются изделия, наносят резку на листе стекла по ходу движения механизма 1. Механизм 1 с резцами 5 доходит до конечной границы стекла , Срабатывает второй датчик 10 положения механизма 1 поперечной резки, выдается сигнал на считывание информации из блока 19 памяти. Этим же сигналом информация
тировки стекла, датчик наличия стекла на конвейере, первый триггер, первый счетчик, элемент задержки и блок памяти, отличающееся тем, что, с целью обеспечения возможности счета разноразмерных лис тов, оно снабжено расположенным у конвейера приспособлением ориентиро- 10 вания стекла, двумя датчиками положе ния приводного механизма поперечной резки, датчиками наличия листов и логическими элементами И по числу резцов, логической схемы И, дополнииз блока 19 передается через элементы тел.ьным элементом И, формирователем 20 в дешифратор 22. Элементы И 20 обеспечивают защиту устройства счета от ввода ложной информации, если изделие отсутствует в конце резки - кодовая информация 1110 (фиг.56), 20 тогда на входы дешифратора 22 поступает не кодовая комбинация 0111 или 1110, а результат общего анализа 0110. В соответствии с данной кодовой комбинацией на выходе дешифратора 22 25 появляется истинная информация для счетчиков 23, которая записывается в счетчики 23 соответствующих им изделий. Сигнал с датчика ТО положения механизма 1 поперечной резки пос- 30 тупает также и на элемент 17 задержки. Через время задержки, достаточное для считывания и дешифрирования, сигнал с выхода элемента 17 задержки подается на вход триггера 15, на выходе которого появляется логический нуль. Этот сигнал отключает электропривод 4 и механизм 1 переключается на реверс. На входе элемента И 21 появляется логический нуль, питание с датчиков 12 снимается, на всех входах логической схемы И 18 появляются нули, все электропневмоклапаны 7 механизма перекрывают воздух высокого давления и резцы 5 возвращаются в исходное- состояние.
Таким образом, устройство позволяет более точно считать производимую продукцию, исключая форматы с наличием механических дефектов (сколов 50 трещин), и осуществлять счет листов стекла различных форматов.
35
40
45
задающих сигналов, вторым и третьим триггерами, вторым и третьим счетчиками и дешифратором, причем датчик наличия стекла на конвейере подключен к первым входам первого и второг триггеров, первый датчик положения приводного механизма поперечной резк подключен соответственно к второму входу второго триггера, к входу элемента задержки и к первым входам дешифратора и блока памяти, второй дат чик положения приводного механизма поперечной резки подключен соответст венно к вторым входам первого тригге ра, блока памяти и дешифратора и к первому входу третьего триггера, к второму входу которого подключен выход элемента задержки, выход первого триггера подключен к первому входу приводного механизма поперечно резки, выход второго триггера подклю чен к входу приспособления ориентиро вания стекла, выход третьего триггер подключен к второму входу приводного механизма поперечной резки и к одном из входов дополнительного элемента И выход которого подключен к датчикам наличия листов, которые соединены с соответствующими входами логической схемы И, к остальным входам кото рой подключены выходы формирователя задающих сигналов, выходы логической схемы И подключены соответственно к остальным входам приводного механизма поперечной резки, к остальным входам блока памяти и к первым входа элементов И, к вторым входам которых подключены соответствующие выходы блока памяти, выходы логических элементов И подключены к соответствующи входам дешифратора, к выходам которо го подключены первый, второй и трети счетчики.
Формула изобретения
Устройство для счета листов при резке стекла, содержащее приводной механизм поперечной резки, расположенный над конвейером для транспор
тировки стекла, датчик наличия стекла на конвейере, первый триггер, первый счетчик, элемент задержки 1 и блок памяти, отличающееся тем, что, с целью обеспечения возможности счета разноразмерных листов, оно снабжено расположенным у конвейера приспособлением ориентиро- вания стекла, двумя датчиками положения приводного механизма поперечной резки, датчиками наличия листов и логическими элементами И по числу резцов, логической схемы И, дополнител.ьным элементом И, формирователем
тел.ьным элементом И, формирователем 0 5 0
0
5
0
5
5
задающих сигналов, вторым и третьим триггерами, вторым и третьим счетчиками и дешифратором, причем датчик наличия стекла на конвейере подключен к первым входам первого и второго триггеров, первый датчик положения приводного механизма поперечной резки подключен соответственно к второму входу второго триггера, к входу элемента задержки и к первым входам дешифратора и блока памяти, второй датчик положения приводного механизма поперечной резки подключен соответственно к вторым входам первого триггера, блока памяти и дешифратора и к первому входу третьего триггера, к второму входу которого подключен выход элемента задержки, выход первого триггера подключен к первому входу приводного механизма поперечной резки, выход второго триггера подключен к входу приспособления ориентиро- вания стекла, выход третьего триггера подключен к второму входу приводного механизма поперечной резки и к одному из входов дополнительного элемента И, выход которого подключен к датчикам наличия листов, которые соединены с соответствующими входами логической схемы И, к остальным входам которой подключены выходы формирователя задающих сигналов, выходы логической схемы И подключены соответственно к остальным входам приводного механизма поперечной резки, к остальным входам блока памяти и к первым входам элементов И, к вторым входам которых подключены соответствующие выходы блока памяти, выходы логических элементов И подключены к соответствующим входам дешифратора, к выходам которого подключены первый, второй и третий счетчики.
Воздух высокого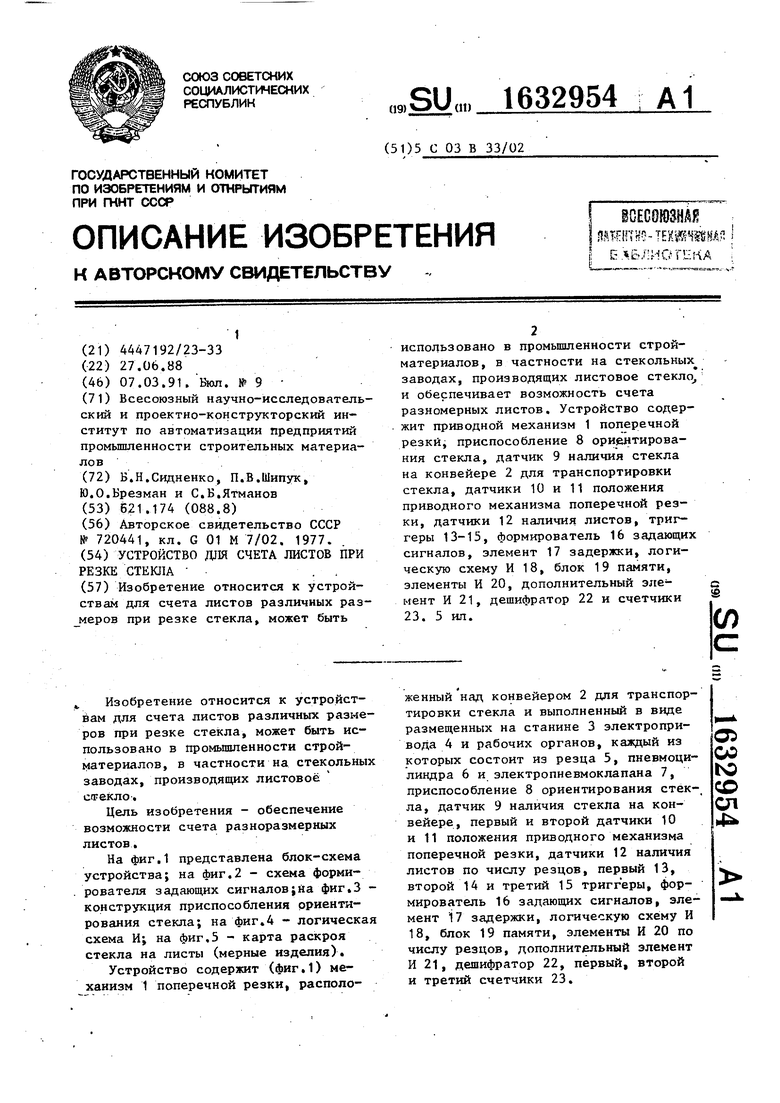

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного счета штучных изделий | 1981 |
|
SU964678A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА | 1992 |
|
RU2033980C1 |
| Устройство для программного счета изделий | 1983 |
|
SU1113824A1 |
| Устройство контроля грузонесущей способности ленточного конвейера | 1989 |
|
SU1754593A1 |
| Устройство контроля грузонесущей способности ленточного конвейера | 1989 |
|
SU1680603A1 |
| Устройство для счета листов стекла | 1977 |
|
SU720441A1 |
| Устройство для контроля пробуксовки ленточного конвейера | 1978 |
|
SU737322A1 |
| Устройство для подсчета и контроля положения прокатываемых изделий | 1984 |
|
SU1195368A1 |
| Устройство управления укладчиком листового стекла | 1988 |
|
SU1551664A1 |
| Устройство контроля проскальзывающей ленты конвейера | 1976 |
|
SU630161A1 |
Изобретение относится к устройствам для счета листов различных раз меров при резке стекла, может быть использовано в промышленности стройматериалов, в частности на стекольных заводах, производящих листовое стекло, и обеспечивает возможность счета разномерных листов. Устройство содержит приводной механизм 1 поперечной резки, приспособление 8 ориентирования стекла, датчик 9 наличия стекла на конвейере 2 для транспортировки стекла, датчики 10 и 11 положения приводного механизма поперечной резки, датчики 12 наличия листов, триггеры 13-15, формирователь 16 задающих сигналов, элемент 17 задержки, логическую схему И 18, блок 19 памяти, элементы И 20, дополнительный элемент И 21, дешифратор 22 и счетчики 23. 5 ил. с S (Л
Ручной
V f
25
JT ф ф
V f
25
16
Фие.2
ffffa
tthtrt-ЪИ
Bfifstf mtgoHounn «W-ctfr
I
l f яюргщ i awapsn
ЫЛ(
tdKS
ЦУНФИ
ZdKf
im
/г гпф
С гпф
| Устройство для счета листов стекла | 1977 |
|
SU720441A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
