ел ел
ОЭ О 4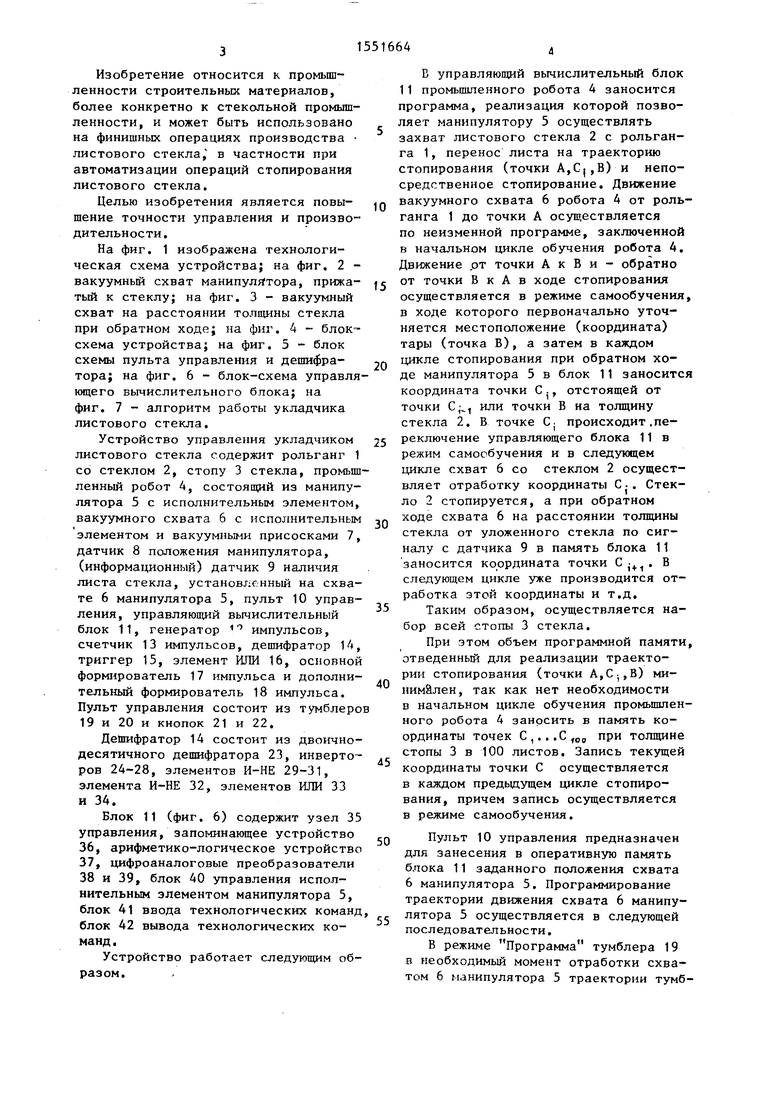


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления схватом манипулятора | 1985 |
|
SU1337250A1 |
| Устройство для формирования управляющих программ | 1985 |
|
SU1257616A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СБОРОЧНЫМ УСТРОЙСТВОМ | 1991 |
|
RU2029335C1 |
| Контурная система программного управления многокоординатным манипулятором | 1977 |
|
SU740491A1 |
| Цикловая система программного управления промышленным роботом | 1980 |
|
SU935877A2 |
| Устройство автоматизированной подготовки программ для станков с ЧПУ | 1986 |
|
SU1354160A1 |
| Цикловая система программного управления промышленным роботом | 1983 |
|
SU1151927A2 |
| Устройство для программного управления манипулятором | 1985 |
|
SU1315291A1 |
| Функциональный интерполятор | 1985 |
|
SU1305639A1 |
| Устройство для циклового управления промышленным роботом | 1982 |
|
SU1037211A1 |

Изобретение относится к промышленности строительных материалов, а более конкретно к стекольной промышленности. Может быть использовано на финишных операциях производства листового стекла, в частности при автоматизации операций стопирования листового стекла. Позволяет повысить точность управления и производительность. Содержит датчик 8 положения манипулятора, датчик 9 наличия листа стекла, установленный на схвате манипулятора, пульт 10 управления, управляющий вычислительный блок 11, генератор 12 импульсов, счетчик 13 импульсов, дешифратор 14, триггер 15, элемент ИЛИ 16, основной формирователь 17 импульсов, дополнительный формирователь 18 импульсов. 7 ил.
фиеЛ
Изобретение относится к промышленности строительных материалов, более конкретно к стекольной промышленности, и может быть использовано на финишных операциях производства листового стекла, в частности при автоматизации операций стопирования листового стекла.
Целью изобретения является повышение точности управления и производительности.
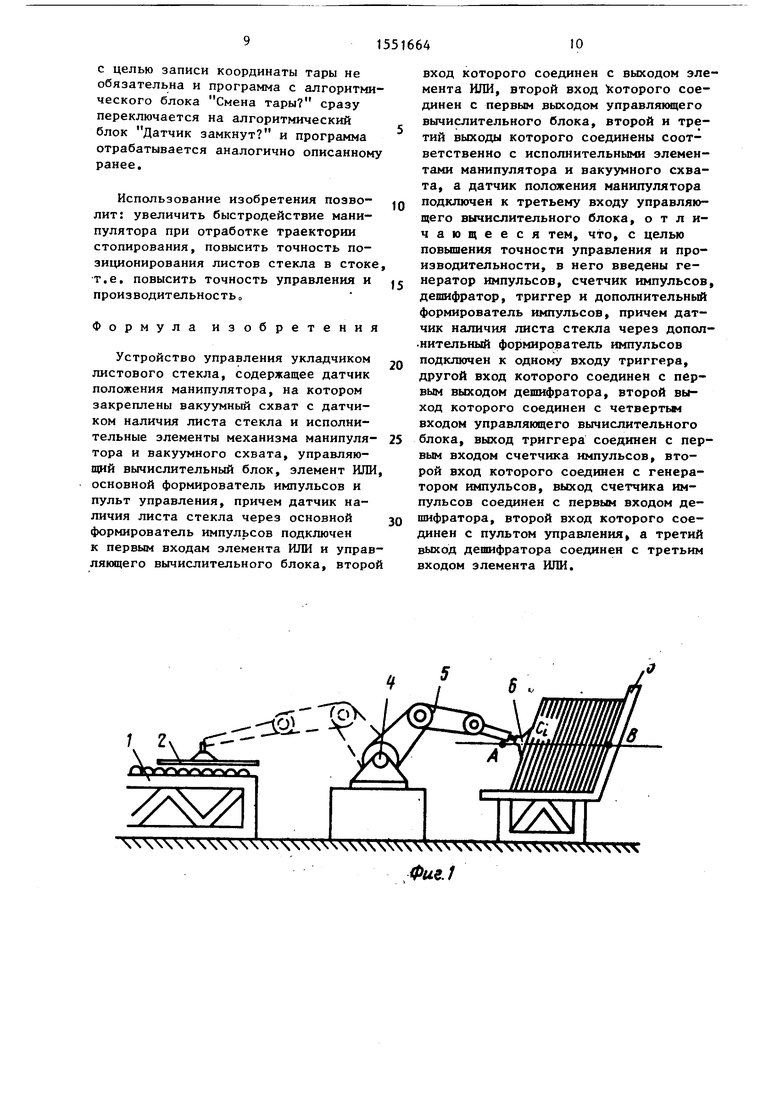
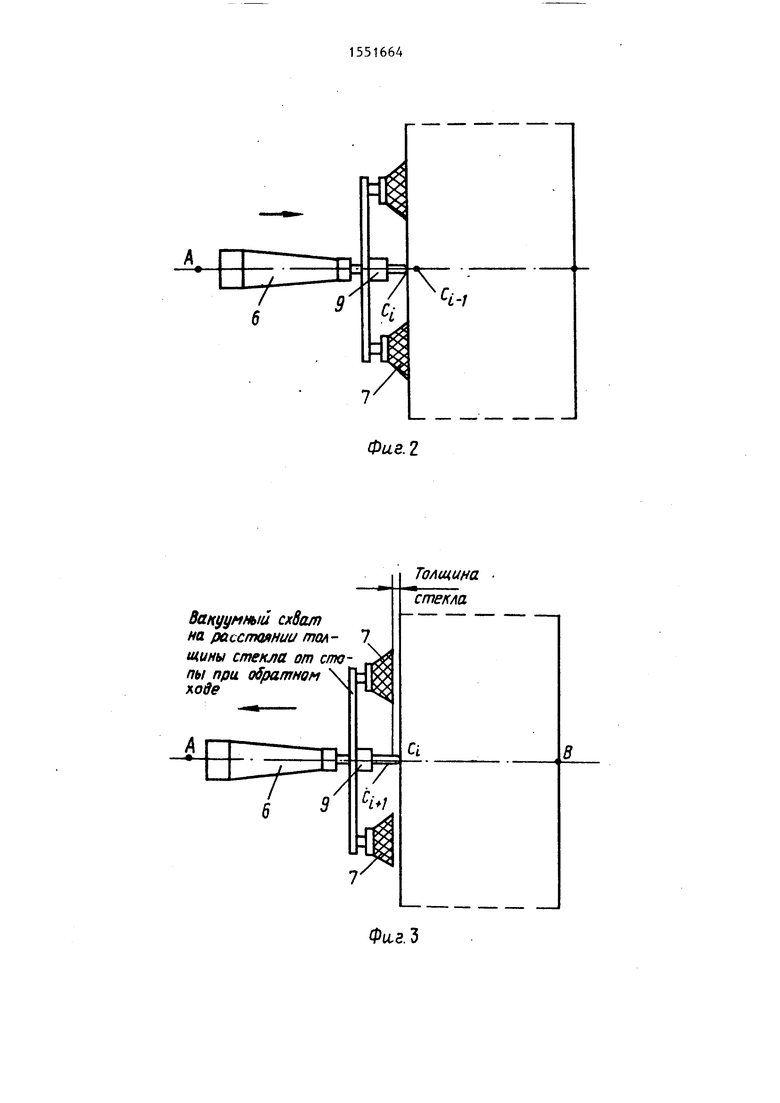
На фиг. 1 изображена технологическая схема устройства; на фиг. 2 - вакуумный схват манипуля тора, прижатый к стеклу; на фиг. 3 - вакуумный схват на расстоянии толщины стекла при обратном ходе; на фиг. 4 - блок- схема устройства; на фиг. 5 - блок схемы пульта управления и дешифратора; на фиг. 6 - блок-схема управляющего вычислительного блока; на фиг. 7 - алгоритм работы укладчика листового стекла.
Устройство управления укладчиком листового стекла содержит рольганг 1 со стеклом 2, стопу 3 стекла, промышленный робот 4, состоящий из манипулятора 5 с исполнительным элементом, вакуумного схвата 6 с исполнительным элементом и вакуумными присосками 7, датчик 8 положения манипулятора, (информационный) датчик 9 наличия листа стекла, установленный на схва- те 6 манипулятора 5, пульт 10 управления, управляющий вычислительный блок 11, генератор 10 импульсов, счетчик 13 импульсов, дешифратор 14, триггер 15, элемент ИЛИ 16, основной формирователь 17 импульса и дополнительный формирователь 18 импульса. Пульт управления состоит из тумблеро 19 и 20 и кнопок 21 и 22.
Дешифратор 14 состоит из двоично- десятичного дешифратора 23, инверторов 24-28, элементов И-НЕ 29-31, элемента И-НЕ 32, элементов ИЛИ 33 и 34.
Блок 11 (фиг. 6) содержит узел 35 управления, запоминающее устройство
36,арифметико-логическое устройство
37,цифроаналоговые преобразователи 38 и 39, блок 40 управления исполнительным элементом манипулятора 5, блок 41 ввода технологических команд блок 42 вывода технологических команд.
Устройство работает следующим образом.
5
0
5
0
5
0
5
0
5
В управляющий вычислительный блок 11 промышленного робота 4 заносится программа, реализация которой позволяет манипулятору 5 осуществлять захват листового стекла 2 с рольганга 1, перенос листа на траекторию стопирования (точки А,С(,В) и непосредственное стопирование. Движение вакуумного схвата 6 робота 4 от рольганга 1 до точки А осуществляется по неизменной программе, заключенной в начальном цикле обучения робота 4. Движение рт точки А к В и - обратно от точки В к А в ходе стопирования осуществляется в режиме самообучения, в ходе которого первоначально уточняется местоположение (координата) тары (точка В), а затем в каждом цикле стопирования при обратном ходе манипулятора 5 в блок 11 заносится координата точки С., отстоящей от точки С, или точки В на толщину стекла 2. В точке С| происходит .переключение управляющего блока 11 в режим самообучения и в следующем цикле схват 6 со стеклом 2 осуществляет отработку координаты С(. . Стекло 2 стопируется, а при обратном ходе схвата 6 на расстоянии толщины стекла от уложенного стекла по сигналу с датчика 9 в память блока 11 заносится координата точки С j+1 . В следующем цикле уже производится отработка этой координаты и т.д.
Таким образом, осуществляется набор всей стопы 3 стекла.
При этом объем программной памяти, отведенный для реализации траектории стопирования (точки А,С-,В) ми- нимйлен, так как нет необходимости в начальном цикле обучения промышленного робота 4 заносить в память координаты точек C,...Cf00 при толщине стопы 3 в 100 листов. Запись текущей координаты точки С осуществляется в каждом предыдущем цикле стопирования, причем запись осуществляется в режиме самообучения.
Пульт 10 управления предназначен для занесения в оперативную память блока 11 заданного положения схвата 6 манипулятора 5. Программирование траектории движения схвата 6 манипулятора 5 осуществляется в следующей последовательности.
В режиме Программа тумблера 19 в необходимый момент отработки схва- том 6 манипулятора 5 траектории тумблер 20 переводится в положение Кадр После отработки геометрии текущего кадра (отработка определенного участка траектории) в управляющем вычис- лительном блоке 11 генерируется импульс КОГ (конец отработки геометрии и выполнение программы приостанавливается, а блок 11 готов к переключению режима работы.
Тумблер 19 устанавливается в положение Обучение. Нажимаются кнопки Пуск 21 и Запись кадра. При этом записываются в оперативную память текущие координаты схвата 6 манипу- лятора 5. Запись осуществляется в кадр программы с номером на единицу большем, чем предыдущий отработанный кадр (часть программы). После записи кадра блок 11 готов к переключе- нию режима работы.
Тумблер 19 устанавливается в положение Программа, и нажимается кнопка Пуск 21. При этом возобновляется отработка прерванной програм- мы с кадра, следующего за переобученным.
Данный порядок обучения промышленного робота реализуется и в режиме самообучения, когда запоминается те- кущая координата точки С;, При замыкании контактов датчика 9 (при пробной отработке траектории или в процессе стопирования) в формирователе 17 импульсов генерируется импульс, который поступает на первый вход логического элемента ИЛИ 16. С выхода элемента ИЛИ 16 импульс поступает на вход блока 11, фиксируя окончание отработки геометрии текущего кадра, по которому заканчивается сравнение текущих координат с заданием и происходит переход к следующему кадру программы. В результате движение схвата 6 манипулятора 5 от точки А к точке В прекращается, а при переходе к отработке следующего кадра программы возобновляется движение в противоположном от точки В к точке А направлении.
При обратном ходе контакты датчика 9 размыкаются на расстоянии толщины стекла от стенки тары или от ранее уложенного стекла. В дополнительном формирователе 18 импульсов генериру- ется импульс, который переключает триггер 15 так, что на его выходе формируется разрешение счетчику 13 на счет импульсов, поступающих с генератора 12 импульсов. Состояние счетчика 13 импульсов дешифрируется в дешифраторе 14. При поступлении первого импульса на первом выходе двоично-десятичного дешифратора 23 формируется сигнал в виде логического нуля, который поступает на второй вход элемента 34. На выходе элемента 34 формируется импульс, который переводит блок 11 в режим покадровой отработки программы. Первый вход элемента 34 предназначен для работы в режиме покадровой отработки программы при управлении с пульта 19 управления. Одновременно нулевой сигнал, поступая на второй вход элемента 30 блокирует разрешение автоматической .работы, которое осуществляется лишь при наличии на трех входах элемента 30 логических единиц.
Нулевой сигнал с второго выхода дешифратора 23 (счетчик 13 сосчитал два импульса с генератора 12) поступает на третий вход элемента 30 и третий вход элемента 34, подтверждая режим покадровой отработки программы. Одновременно сигнал с второго выхода дешифратора 23 через инвентор
28поступает на второй вход элемента ИЛИ 16. На выходе элемента ИЛИ 16 формируется импульс, имитирующий импульс КОГ (конец отработки геометрии) , который формируется внутри блока 11. При этом заканчивается сравнение текущих координат с заданными программой. Текущий кадр заканчивается и блок 11 готов к переключению
в режим Обучение.
Данный режим начинается при появлении логического О, на третьем и четвертом выходах дешифратора 23. В данном случае нулевой сигнал с третьего выхода дешифратора 23 поступает на второй вход элемента 29, блокируя режим Программа, и на второй вход элемента 33. На выходе элемента 33 формируется команда Обучение. Первый вход элемента 33 связан с пультом 10 и работает в режиме обучения с пульта 10. Нулевой сигнал с четвертого выхода дешифратора 23 поступает на третьи входы элементов И-НЕ
29и 33, подтверждая блокировку режима Программа и работу режима Обучение. Одновременно этот сигнал поступает на второй вход элемента И-НЕ 31. На выходе элемента И-НЕ 31
в виде логической 1 формируется
715
команда Пуск. Первый вход элемента
И-НЕ 31 работает по команде Пуск с пульта 10.
При появлении логического О на пятом выходе дешифратора 23 в блоке. 11 осуществляется запись кадра с информацией текущих координат (координата, находящаяся на расстоянии толщины стекла от стенки тары или от РЭ нее стопированного стекла), поступающих в блок 11 с датчика 8 положения.
Сигнал логического нуля с шестого выхода дешифратора 23 поступает на третий вход элемента И-НЕ 31, на выходе которого формируется команда Пуск, которая возвращает блок 11 в режим отработки ранее записанной программы. Режим самообучения закончен.
Импульс с седьмого выхода дешифратора 23 переключает триггер 15 в исходное состояние. Содержание счетчика 13 импульсов обнуляется и счет импульсов прекращается. Схема приходит в исходное состояние.
На третий вход элемента ИЛИ 16 поступает сигнал при равенстве заданных и текущих координат, сравниваемы в блоке 11, при отработке траектории в режимах Программа и Автомат.
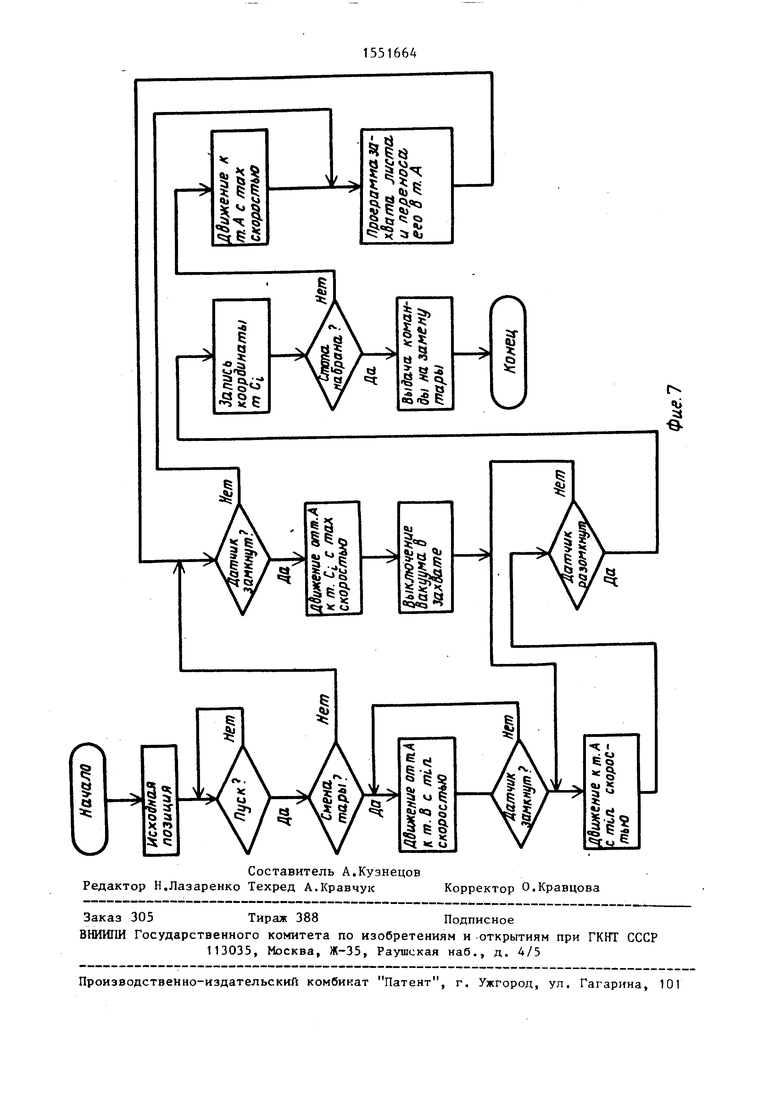
Устройство работает по следующему алгоритму о
После пуска программы укладчика листового стекла, выполненного, например, на базе робота ТУР-10 с устройством позиционного числового программного управления типа УПМ-772 осуществляется контроль смены тары. Под алгоритмическим блоком Смена тары подразумевается контроль опера ций замены тары, контроль изменения местоположения края стопы, например, после боя стекла или когда произошел сбой в работе. Если в программе фиксируется такой момент (фиксация его может быть внесена оператором или автоматически), программа переходит
к алгоритмическому блоку Движение от точки А к точке В с min скоростью. При этом постоянно осуществляется контроль состояния датчика 9. Если датчик 9 не замкнут, движение от точки А к точке В с минимальной скоростью продолжается. Если датчик 9 касается задней стенки тары или частично уложенной стопы (в случае сбоя программы в предыдущем цикле), происходит замыкание контакта датчика 9 и останов манипулятора 5. После
8
5
Q
Q
0
5
0
5
останова манипулятора 5 начинается изменение его направления движения на обратное. Начинает функционировать алгоритмический блок Движение к точке А с rain скоростью. Одновременно контролируется состояние датчика 9. Как только датчик 9 размыкается, а это происходит при отходе вакуумного схвата 6 от стенки тары или от стекла на расстояние, равное толщине укладываемого стекла, движение назад кратковременно прекращается. Производится запись координаты точки С,.Запись координаты С f производится, следующим образом: происходит переключение с режима Программа на режим Обучение, далее осуществляется непосредственно запись координаты С;. После записи координаты С( опять происходит переключение на режим Программа и осуществляется контроль блока Стопа набрана Если стопа стекла полностью уложена на тару, формируется команда оператору на замену тары и происходит останов npoi- раммы. Если же стопа не набрана полностью после очередной записи координаты Cj , начинается движение манипулятора 5 назад к точке А с максимальной скоростью. После выхода манипулятора 5 (вакуумного схвата 6) в точку А начинает реализоваться программа захвата очередного листа 2 стекла с рольганга 1 и переноса его в точку А. При захвате стекла 2 датчик 9 замыкается. Если же датчик 9 не замкнут, реализация фрагмента программы захвата стекла и переноса его в точку А продолжается.
Лри замыкании датчика 9 осуществляется переход к алгоритмическому блоку Движение от точки А к точке С- с max скоростью. Движение к точ
ке С с максимальной скоростью возможно из-за того, что в предыдущем цикле точно записана координата этой точки. При подходе к точке С -( выключается вакуум в присосках 7 схвата. Стекло 2 укладывается в стопу 3, начинается опять движение от точки С к точке А с минимальной скоростью, запись координаты точки С 1- + 1 и далее аналогично отрабатываются все фрагменты программы.
Если после очередного останова, вызванного не аварийным остановом и не сменой тары, сбоя в программе не было, медленная отработка траектории
с целью записи координаты тары не обязательна и программа с алгоритмического блока Смена тары сразу переключается на алгоритмический блок Датчик замкнут и программа отрабатывается аналогично описанному ранее.
Использование изобретения поэво- лит: увеличить быстродействие манипулятора при отработке траектории стопирования, повысить точность позиционирования листов стекла в стоке, т.е. повысить точность управления и производительность„
Формула изобретения
Устройство управления укладчиком листового стекла, содержащее датчик положения манипулятора, на котором закреплены вакуумный схват с датчиком наличия листа стекла и исполнительные элементы механизма манипулятора и вакуумного схвата, управляющий вычислительный блок, элемент ИЛИ, основной формирователь импульсов и пульт управления, причем датчик наличия листа стекла через основной формирователь импульсов подключен к первым входам элемента ИЛИ и управляющего вычислительного блока, второй
NN NNN, N N NNNNNN
5
Q -
0
5
0
вход которого соединен с выходом элемента ИЛИ, второй вход которого соединен с первым выходом управляющего вычислительного блока, второй и третий выходы которого соединены соответственно с исполнительными элементами манипулятора и вакуумного схвата, а датчик положения манипулятора подключен к третьему входу управляющего вычислительного блока, отличающееся тем, что, с целью повышения точности управления и производительности, в него введены генератор импульсов, счетчик импульсов, дешифратор, триггер и дополнительный формирователь импульсов, причем датчик наличия листа стекла через допол- нительный формирователь импульсов подключен к одному входу триггера, другой вход которого соединен с первым выходом дешифратора, второй выход которого соединен с четвертым входом управляющего вычислительного блока, выход триггера соединен с первым входом счетчика импульсов, второй вход которого соединен с генератором импульсов, выход счетчика импульсов соединен с первым входом дешифратора, второй вход которого соединен с пультом управления, а третий выход дешифратора соединен с третьим входом элемента ИЛИ.
№Л
Фие. 1
7
6
7
Ь-t
Фиг. 2
Фиг.З
r
чО vO
in Ш
g
| Перегружатель листов стекла | 1981 |
|
SU1021659A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Кудрявцев В.А | |||
| и др | |||
| Алгоритм оптимального управления робототехничес- ким комплексом | |||
| Стекло и керамика, 1988 № 1, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
