Изобретение относится к бработке металлов давлением и предназначено для использования при формовке гнутых профилей проката преимущественно типа швеллеров с постоянной высотой полки, состоящих из крайних участков с широкой и узкой стенкой постоянной ширины и среднего участка со стенкой переменной ширины, соединенного с крайними участками при помощи участков перехода.
Целью изобретения является повышение качества профилей за счет исключения их переформовки.
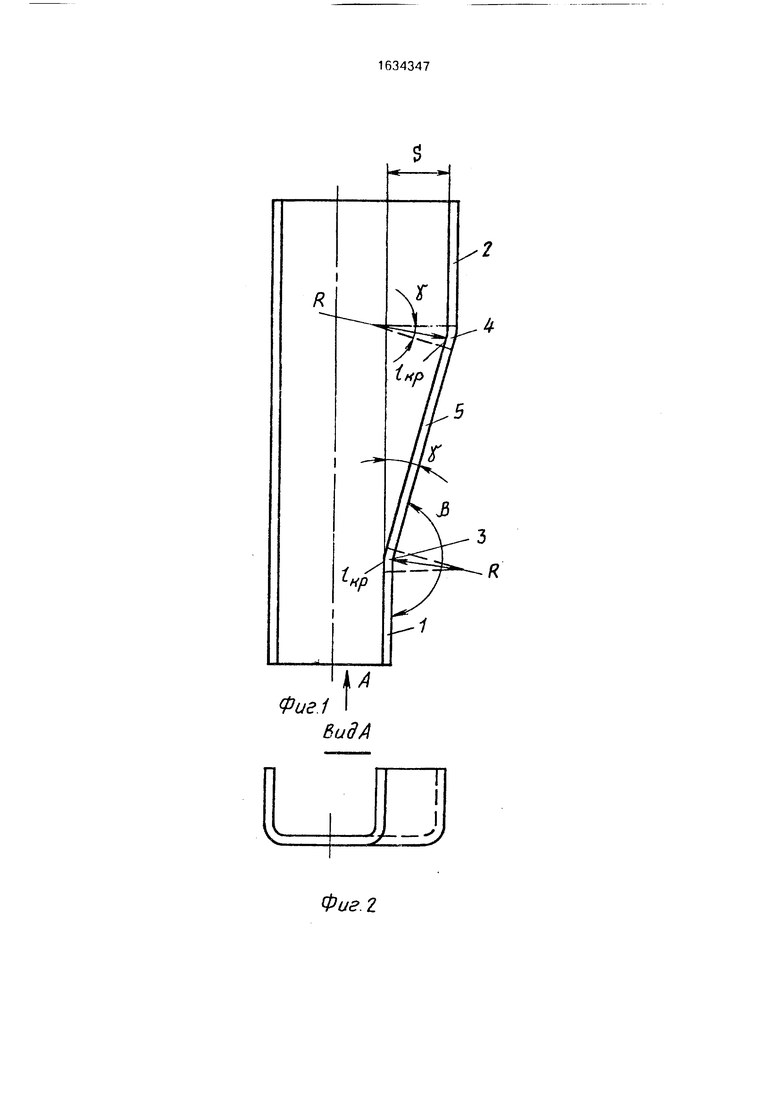
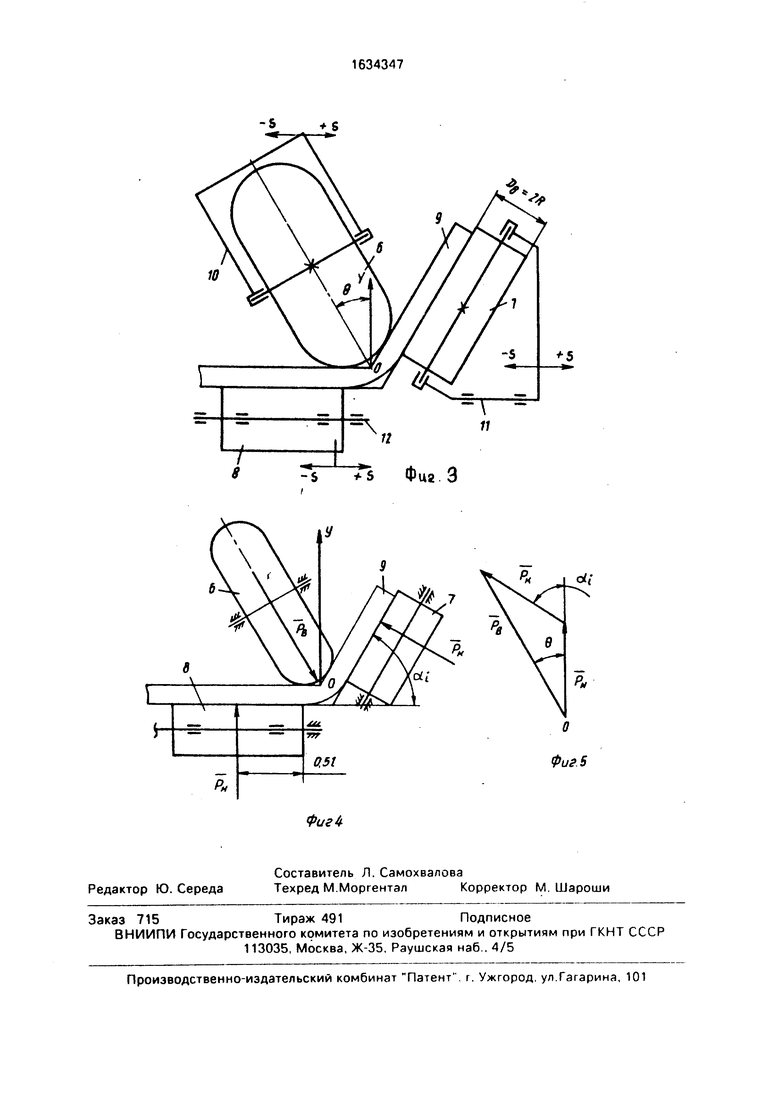
На фиг.1 показан профиль с переменной по длине шириной стенки; на фиг.2 - вид А на фиг.1; на фиг.З - кинематическая схема рабочей клети стана для формовки швеллера с переменной по длине шириной стенки; на фиг.4 - схема приложения сил при формовке швеллера с переменной по длине шириной стенки; на фиг.5 - схема определения угла в.
В процессе формовки профиля с переменной подлине шириной стенки целесообразно усилие формовки со стороны внутренней поверхности профиля прикладывать только на криволинейных участках
о со
со
(местах изгиба) по всей его длине: на узком 1 и широком 2 участках постоянной ширины, участках 3 и А перехода и среднем участке 5 переменной ширины - под расчетным углом 0 к вертикальной оси.
Одновременно с этим прикладывают усилия сдвига, смещая формующие элементы верхнего и нижнего валков, при прохождении через клеть участков 3, 5 и 4, формуя полку профиля в каждом переходе изогнутой в плане на расчетный радиус R на участках 3 и 4 перехода, причем на участке 3 внутрь профиля, на участке 4 - наружу.
Величина угла определяется по расчетной зависимости
в arctg PK-slna)/(p5PH + PKCosai )1(1) а радиус R изгиба полки в плане определяется по зависимости
R 1кр/ я /2 - arctg (ctg у /sin GQ), (2) где Рк - усилие, прикладываемое при формовке к внешней поверхности полки;
05 - суммарный угол подгибки полки в 1-м технологическом переходе;
Рн - усилие, прикладываемое при формовке к внешней поверхности стенки;
у - угол перехода участка с узкой стенкой к участку с переменной стенкой;
1Кр - длина криволинейных в плане частей полки на участках перехода.
В случае, если изгибать полку наоборот (на участке перехода от узкого к среднему наружу, а на участке перехода от среднего к широкому внутрь) нарушится плавность формы профиля, на полке на каждом участке перехода появятся по два дополнительных перегиба, что приводит к снижению несущей способности профиля. При этом наличие зон с различными по знаку деформациями приводит, при сложном изгибе как в статическом, так и динамическом режиме работы к возникновению трещин. Снижается качество профилей.
Как показали данные опытной проверки в результате использования предлагаемого способа при формовке
швеллера 200 (250)х90х4 мм с переменной по длине шириной стенки не происходила переформовка. Длина изогнутой в плане части полки на переходном участке составила
30 ± 1 мм, в то время как по базовому способу ± б мм.
Таким образом, использование предлагаемого способа повысит качество профилей за счет исключения переформовки
полки на участке с переменной шириной стенки, отклонение длины изогнутой в плане полки от номинальной (30 мм) составляет ± 1 мм, тогда как для производства по известному способу до ± 6 мм.
ф о р м у л а и з о б р е т е н и я
Способ производства гнутых профилей проката типа швеллеров с переменной шириной стенки и постоянной шириной полки, содержащей крайние параллельные участки
и размещенный между ними наклонный участок, сопряженный с крайними посредством криволинейных в плане переходных участков, включающий приложение формующих усилий к элементам профиля и местам
изгиба и усилий сдвига на среднем и переходном участках, отличающийся тем, что, с целью повышения качества профилей, усилие формовки каждого места изгиба прикладывают со стороны внутренней поверхности только на криволинейном участке на всей длине профиля под углом в к вертикальной оси в плоскости поперечного сечения, определяемым из выражения
0 arctg (Рк-sin (А) /(0,5 Рн + Рк cos a),
где РК - усилие, прикладываемое при формовке к внешней поверхности попки;
Рн - усилие, прикладываемое к внешней поверхности стенки;
а - суммарный угол подгибки полки в
1-м технологическом переходе,
а величину радиуса кривизны полки на переходных участках и длины дуг этих участков принимают в каждом переходе постоянными и равными их значениям на
5 готовом профиле.
Фиг.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей проката | 1987 |
|
SU1454540A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1988 |
|
SU1587772A1 |
| Способ производства гнутых профилей проката | 1987 |
|
SU1454541A1 |
| Способ изготовления гнутых профилей проката | 1977 |
|
SU1050774A1 |
| Способ изготовления сортовых гнутых профилей | 1985 |
|
SU1291237A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С НЕПАРАЛЛЕЛЬНЫМИ КРОМКАМИ | 1989 |
|
RU2026762C1 |
| Способ М.Е.Докторова изготовления листовых гнутых профилей с гофрами | 1991 |
|
SU1813584A1 |
Изобретение относится к обработке металлов давлением и предназначено для использования при формовке гнутых профилей проката преимущественно типа швеллеров с постоянной высотой полки, состоящих из крайних участков с широкой и узкой стенками постоянной ширины и среднего участка со стенкой переменной ширины, соединенного с крайними участками при помощи участков перехода. Цель изобретения - повышение качества профилей за счет исключения переформовки профилей. В процессе формовки профиля одновременно с приложением формующих усилий к наружной поверхности полок прикладывают формующие усилия к внутренней поверхности криволинейных участков мест изгиба по всей длине заготовки под углом, определяемым по расчетной зависимости, и усилия сдвига к внутренней поверхности мест изгиба на среднем участке и участках перехода. Полку профиля на участках перехода формуют по радиусу, определяемому по расчетной зависимости. Приложение формующих усилий только к внутренней поверхности мест изгиба под углом к вертикали позволяет исключить перекос валка. 5 ил (Л С
ВидА
Фиг.г
8
-Л Л Фцв.З
IЛ
0 Фиг. 5
| Способ производства гнутых профилей проката | 1987 |
|
SU1454541A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
