Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении деталей с непараллельными кромками на профилегибочном оборудовании.
Целью изобретения является повышение качества деталей и снижение трудоемкости.
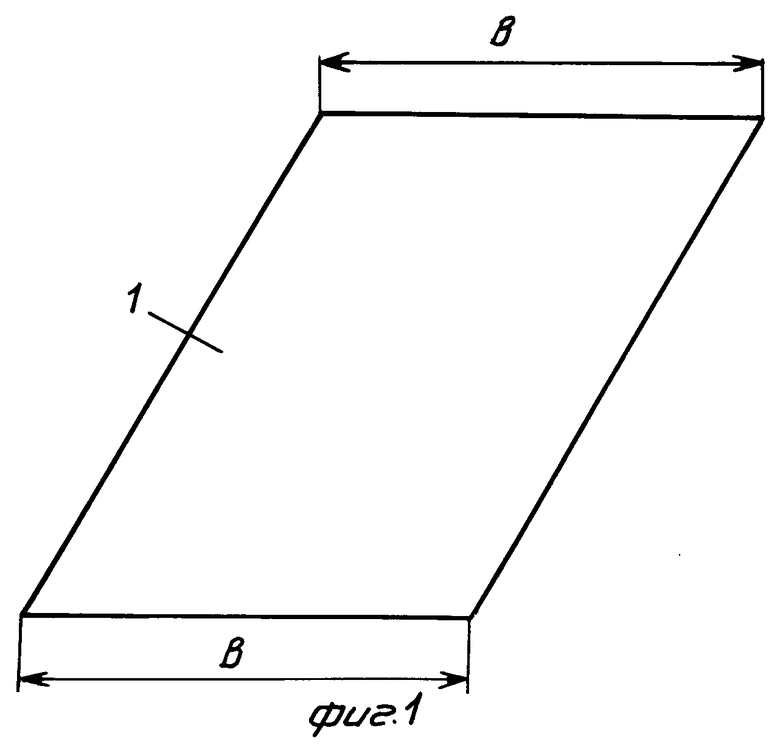
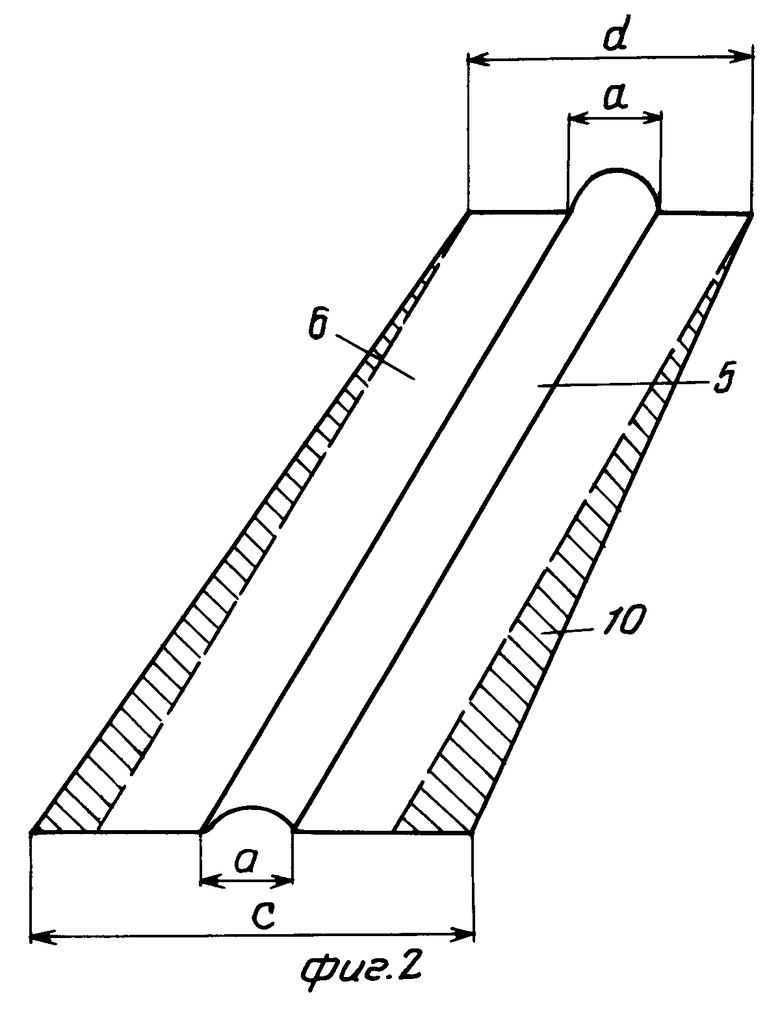
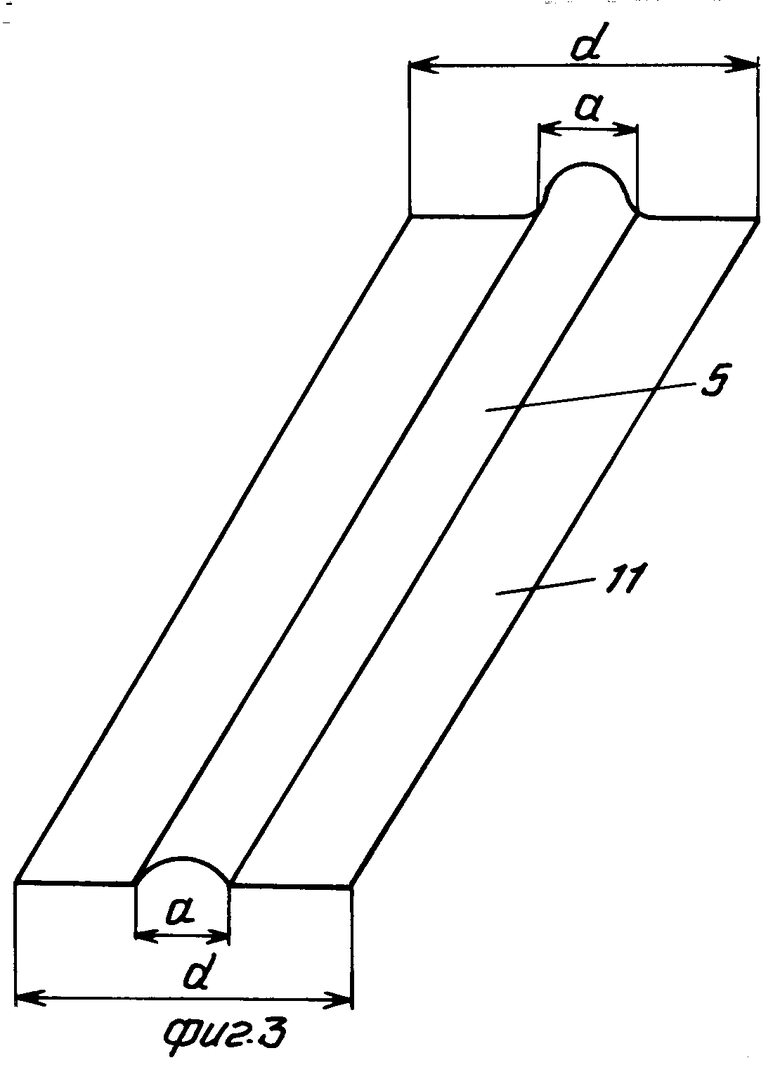
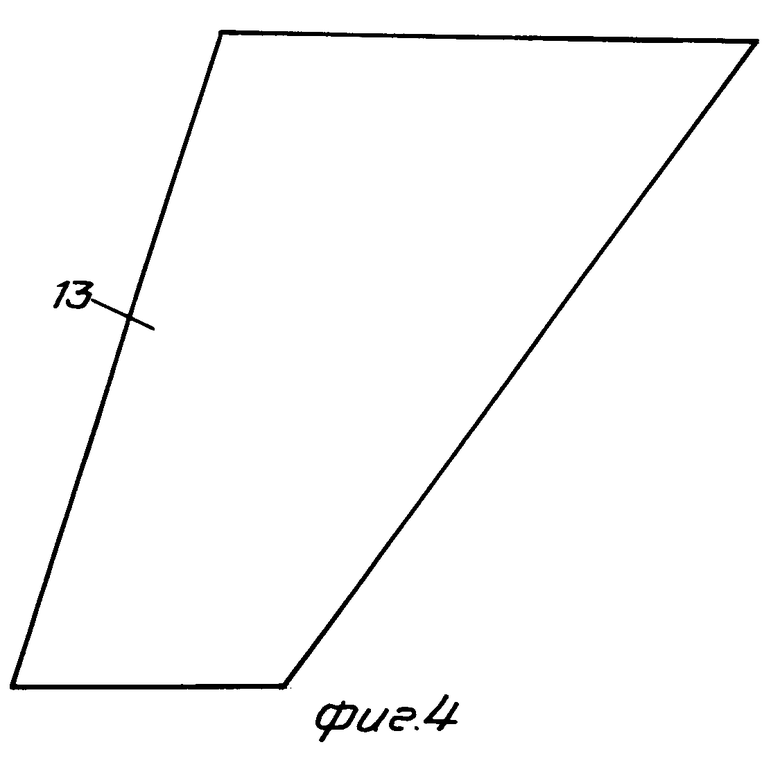
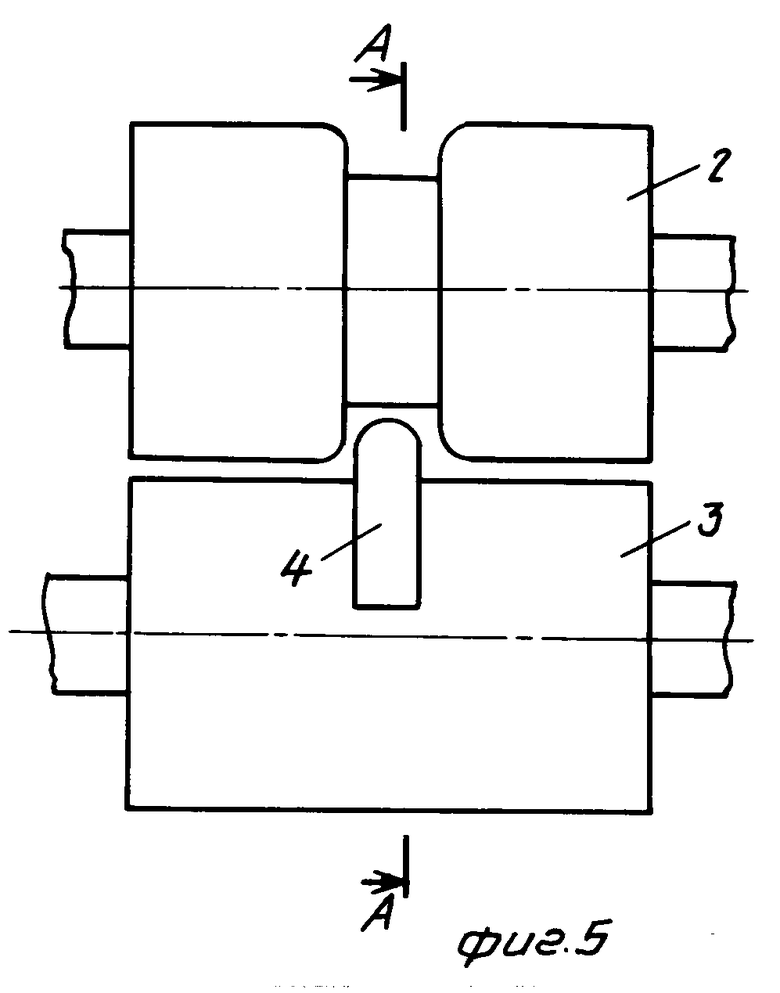
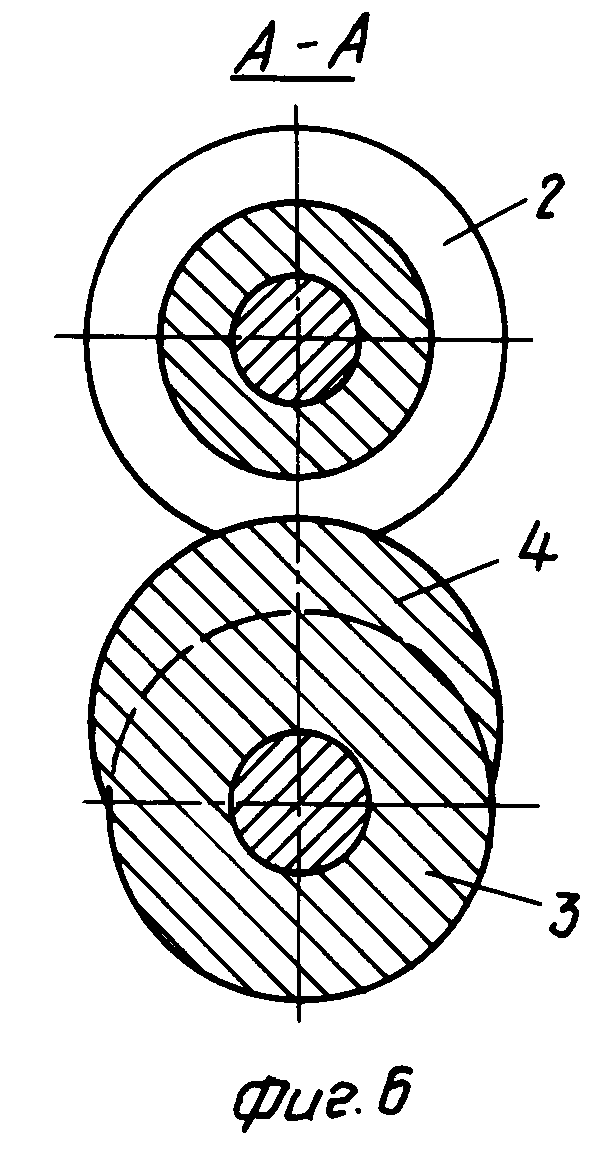
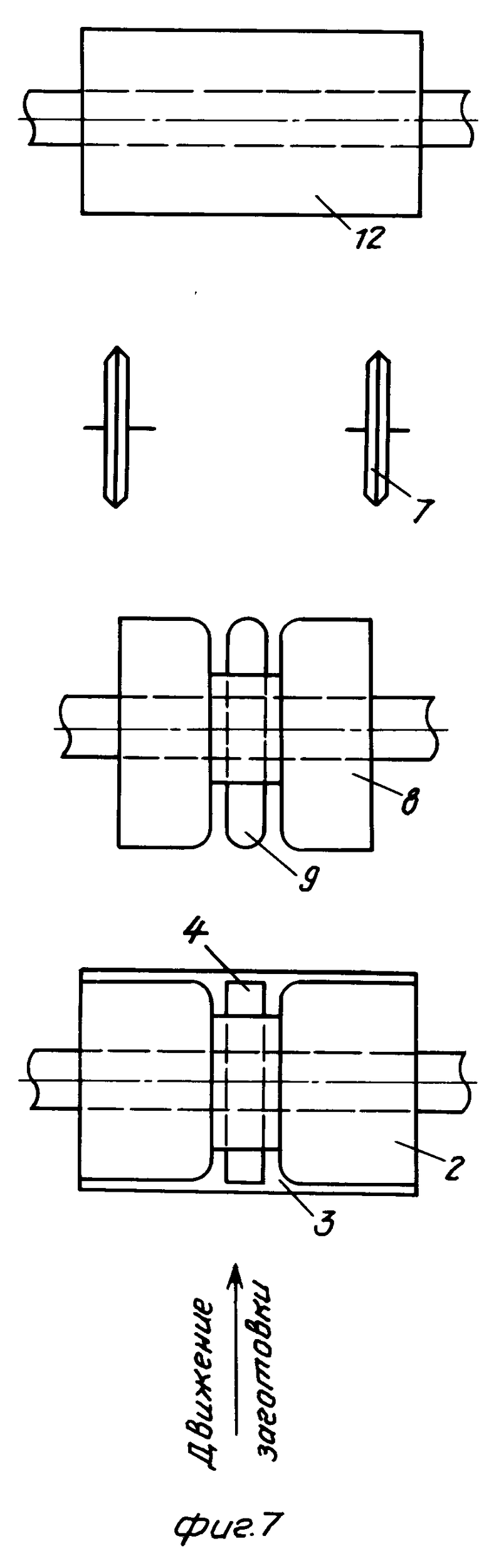
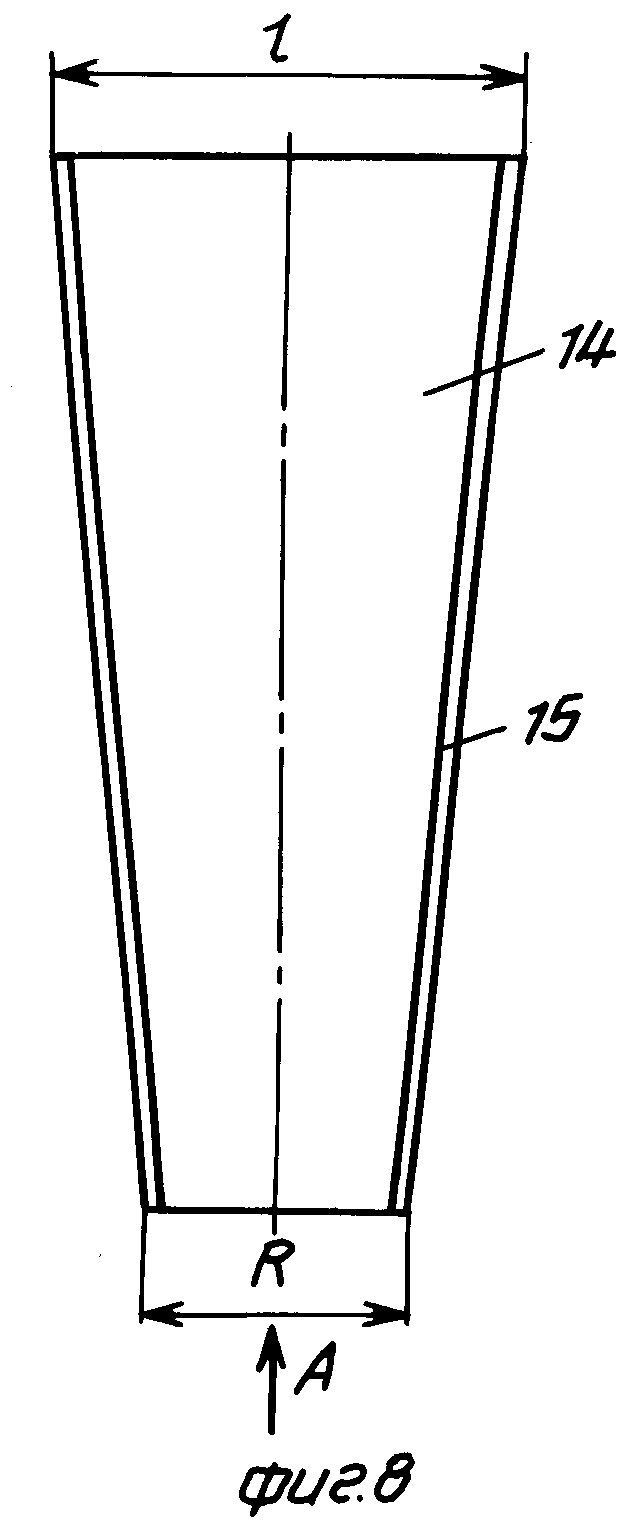
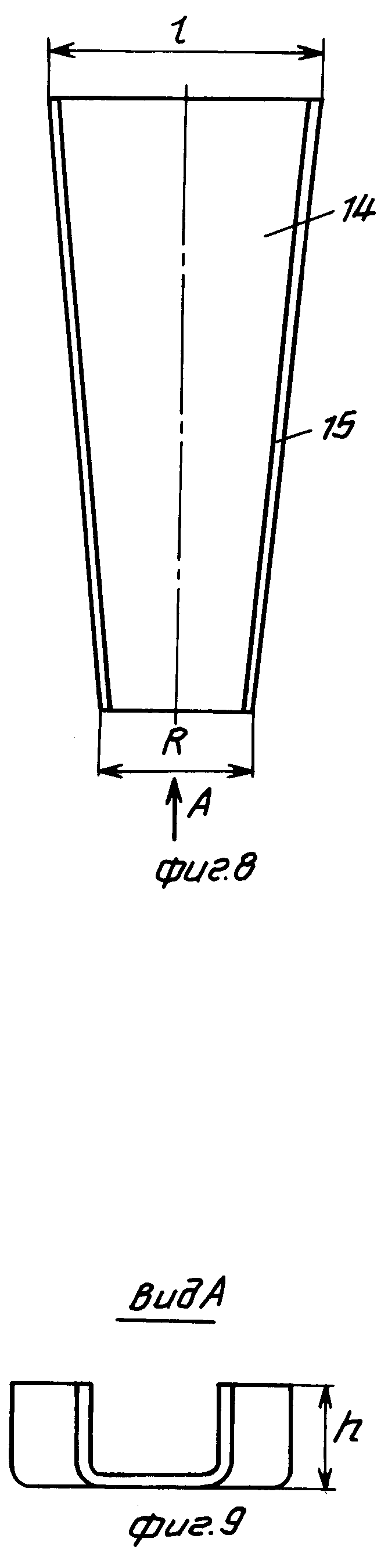
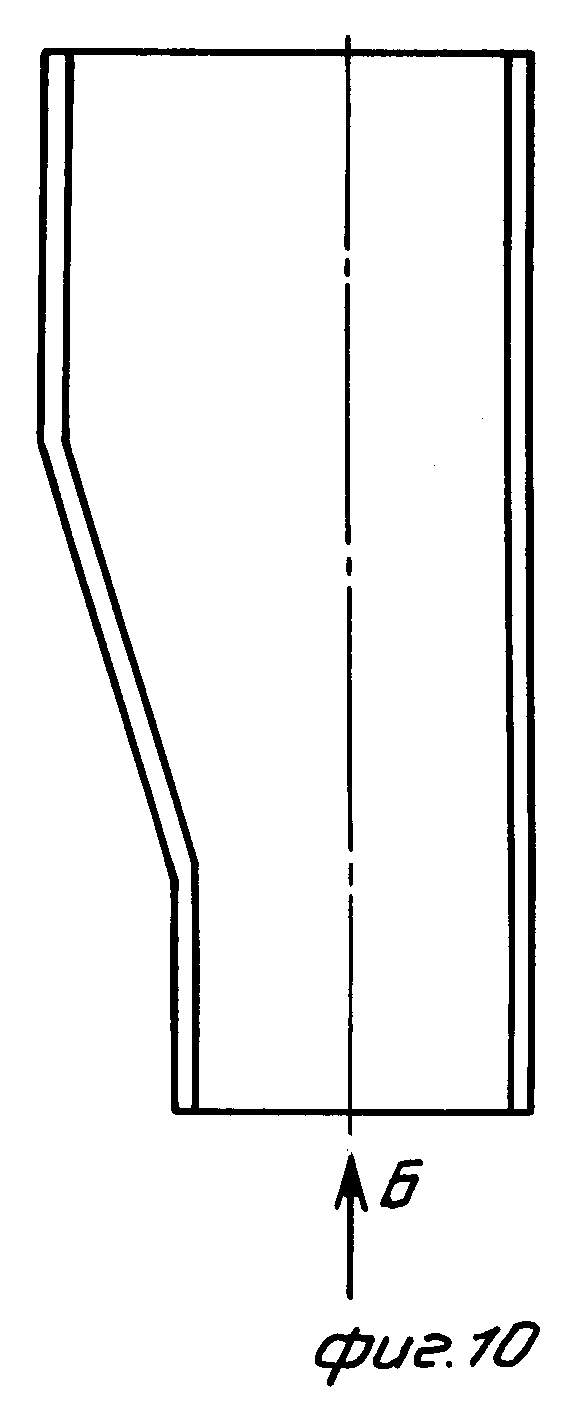
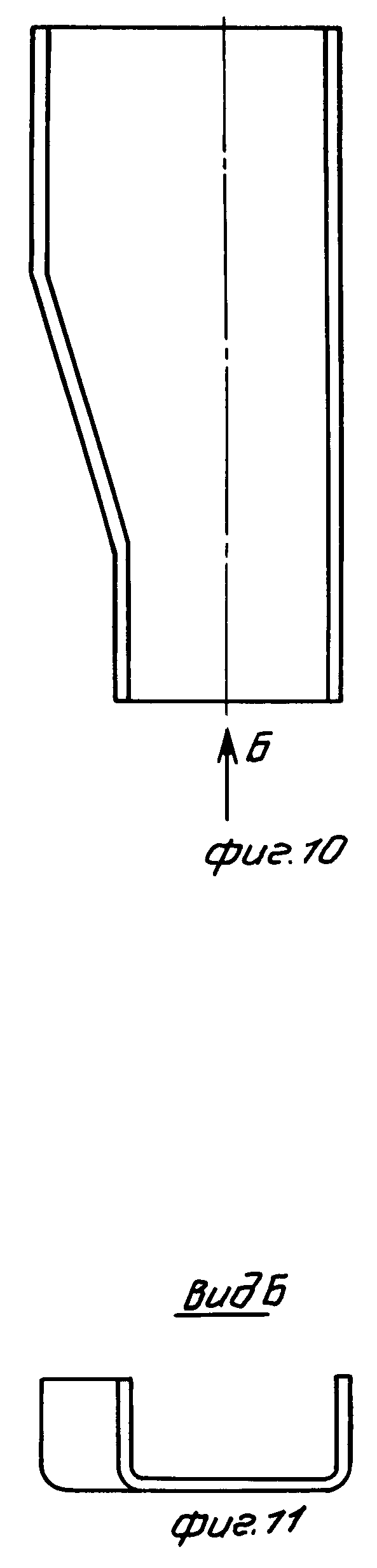
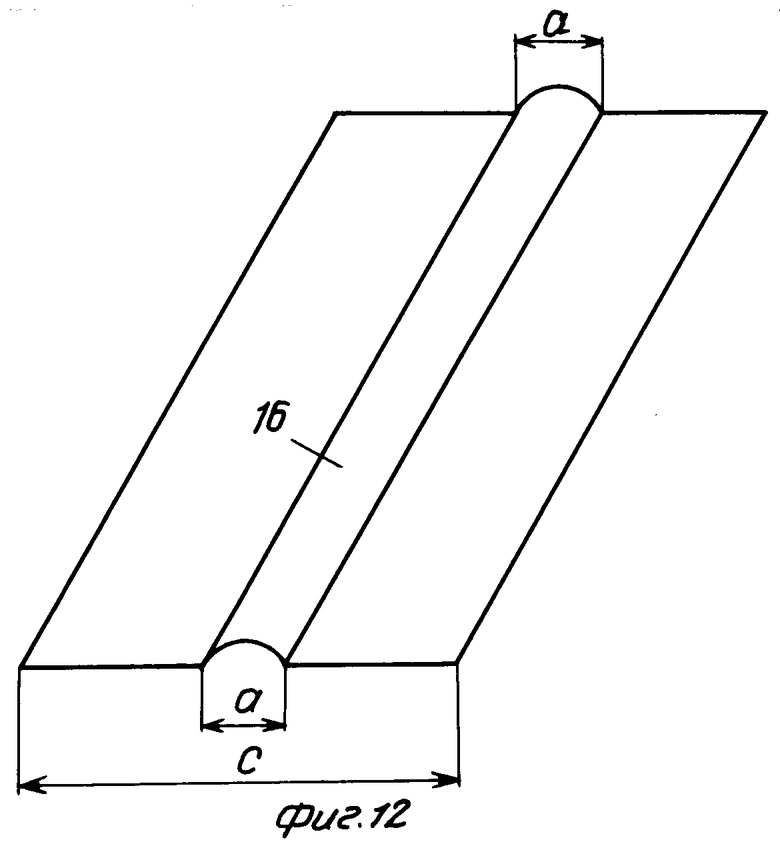
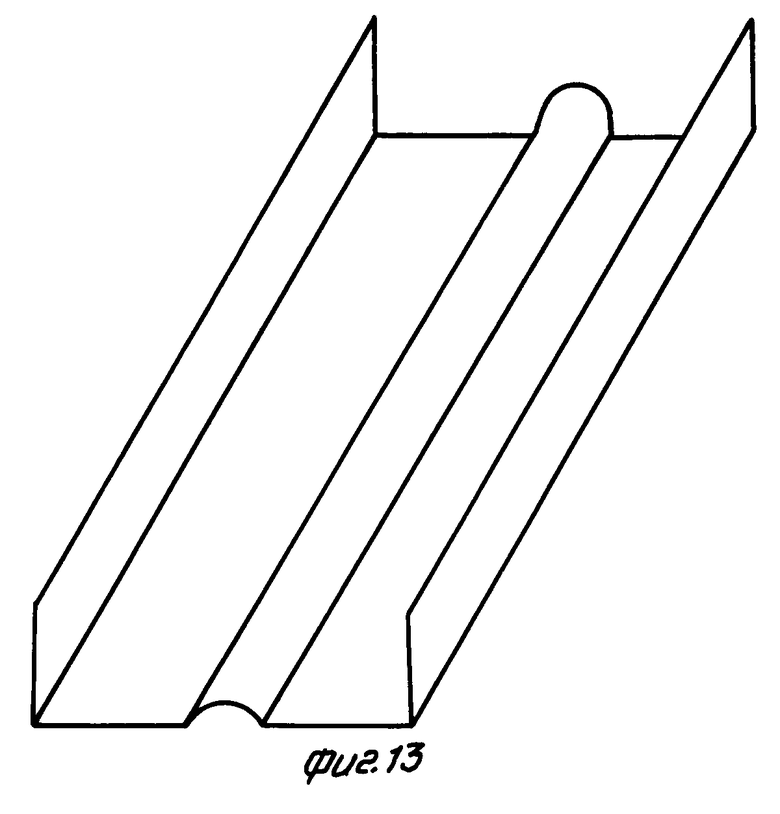
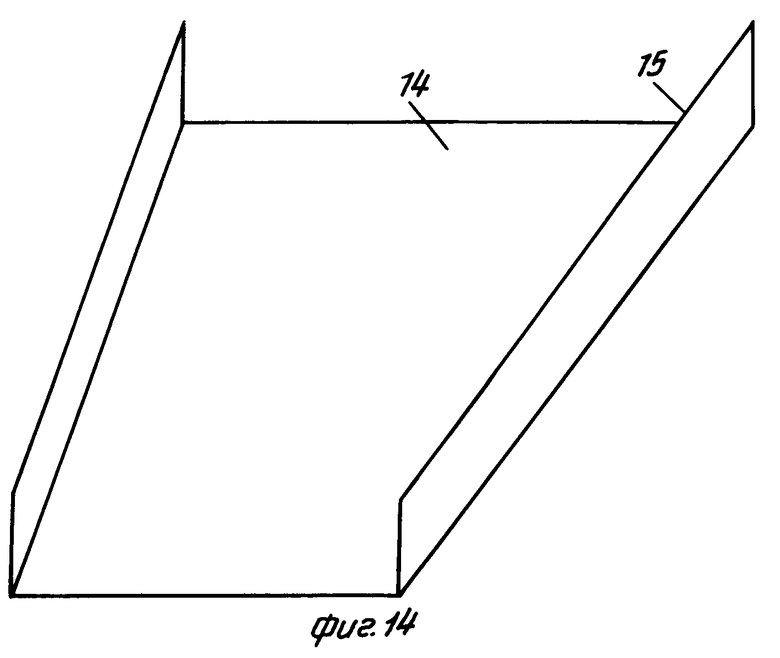
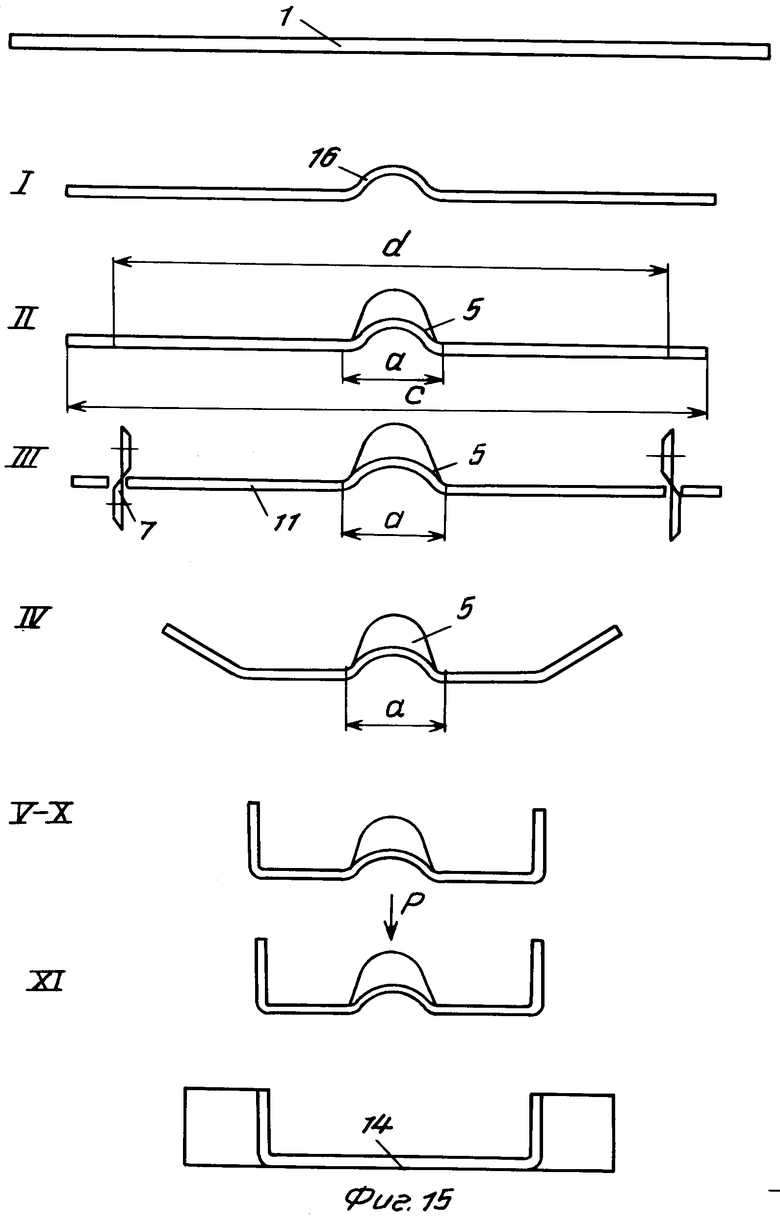
На фиг.1 показана заготовка постоянной ширины; на фиг.2 - промежуточная заготовка после отформовки гофра с изменяющейся по длине шириной развертки и постоянной длиной хорды, на которую он опирается в поперечном сечении; на фиг. 3 - промежуточная заготовка после обрезки кромок на дисковых ножницах; на фиг.4 - заготовка переменной по длине ширины, полученная после переформовки гофра с изменяющейся по длине шириной развертки в плоскую заготовку; на фиг.5 - калибр для отформовки гофра с изменяющейся по длине шириной развертки поперечного сечения; на фиг.6 - разрез А-А на фиг.5; на фиг.7 - схема расположения оборудования для получения заготовки с непараллельными кромками; на фиг. 8 - симметричный профиль с переменной по длине шириной стенки; на фиг. 9 - вид по стрелке А на фиг.1; на фиг.10 - несимметричный профиль с переменной по длине шириной стенки; на фиг.11 - вид по стрелке Б на фиг.3; на фиг.12 - промежуточная заготовка с отформованным гофром постоянного сечения; на фиг.13 - профиль с гофром переменной высоты после подгибки полок до заданного положения; на фиг.14 - готовый профиль переменного сечения после переформовки гофра переменной высоты в плоскую стенку; на фиг.15 - схема формовки профиля с переменной по длине шириной стенки.
В процессе получения деталей с непараллельными кромками целесообразно первоначально отформовать на заготовке 1 постоянной ширины в валках 2 и 3 с формующим элементом 4 гофр 5, ширина развертки которого изменяется по длине, а длина хорды, на которую он опирается в поперечном сечении, постоянна. Затем полученная промежуточная заготовка 6 подается в дисковые ножницы 7, контактируя предварительно с горизонтальными центрирующими роликами 8 и 9. После обрезки кромок 10 полученная промежуточная заготовка 11 подается в валки 12, где ранее отформованный гофр 5 переформовывается в плоскую деталь 13 с непараллельными кромками.
Описанный способ по п.1 формулы может быть реализован непосредственно в линии любого профилегибочного стана, где в одной из клетей установлены дисковые ножницы. При этом в первой клети формуется гофр с изменяющейся по длине шириной развертки, во второй производится обрезка кромок при помощи дисковых ножниц, в третьей гофр переформовывается в плоскую заготовку.
Так, например, для получения заготовки с непараллельными кромками, у которой большая ширина А = 404 мм, меньшая В = 364 мм, толщина металла S = 3 мм, а длина l = 1700 мм, использовали заготовку постоянной ширины 415 мм, на которой в валках первой клети опытного стана 1-5х100-450 отформовали гофр с изменяющейся по длине шириной развертки поперечного сечения. Затем произвели на дисковых ножницах, установленных во второй клети, обрезку кромок. После гофр переформовали в третьей клети с гладкими цилиндрическими валками и получили нужную деталь переменной ширины. При этом профилирование велось со скоростью (обычной для данного стана) 0,3 м/с.
В процессе получения профиля с переменной по длине шириной стенки 14 и полки 15 целесообразно сначала на заготовке 1 постоянной ширины отформовать гофр 16 постоянного по длине поперечного сечения. В последующем переходе переформовать этот гофр в валках 2 и 3 с формующим элементом 4 в гофр 5 с переменной по длине высотой и постоянной длиной хорды (равной а), на которую он опирается в поперечном сечении. Затем производят продольную порезку полученной промежуточной заготовки 11, имеющей переменную ширину, в дисковых ножницах 7. При этом получают промежуточную заготовку 11 постоянной ширины с гофром 5 переменной высоты, периметры сечений которой равны периметрам соответствующих сечений на готовом профиле.
Затем подгибают полки 15 профиля до заданного положения по режиму формовки, обычно применяемому для швеллеров. После этого переформовывают гофр 5 в плоскую стенку, прикладывая к нему усилие Р, и получают готовый профиль.
Описанный способ по п.2 формулы может быть реализован с помощью обычного профилегибочного стана, в первой клети которого формуется гофр постоянного сечения. Вторая клеть также формующая, в ней гофр постоянного сечения переформовывается в гофр переменной высоты. В третьей клети устанавливаются дисковые ножницы, обеспечивающие порезку полученной в первых клетях промежуточной заготовки в потоке стана. Последующие клети стана предназначены для подгибки полок заготовки, содержащей гофр, до заданного угла. Последняя клеть стана содержит гладкие валки для переформовки гофра в плоскую стенку.
Так, например, при формовке швеллера 220 (250) х 90 х 3 мм с переменной по длине шириной стенки (длина профиля L = 2 м, ширина изменяется по всей длине) из заготовки постоянной ширины (b = 420 мм, L = =2 м) в первой клети формовался гофр постоянного сечения с высотой 11 мм и длиной хорды, на которую он опирается, 30 мм. Во второй клети он переформовывался в гофр с переменной высотой от 11 мм в начале заготовки до 25 мм в конце заготовки, с постоянной длиной хорды, на которую он опирается. Полученную промежуточную заготовку переменной ширины обрезали на дисковых ножницах, получая заготовку постоянной ширины. Швеллер формовался по режиму 10-22-36-52-68-84-90о. После переформовки гофра в плоскую стенку получали профиль заданной конфигурации. Как показали данные опытной проверки, в результате использования описанного способа при формовке швеллера 220 (250) х 90 х 3 отклонение высоты полок составило ±1 мм, тогда как при производстве по известному способу достигало ±3,5 мм.
Согласно данным проведенных расчетов и экспериментов изобретение в сравнении с известным способом обладает следующими преимуществами:
повышается качество профилей за счет снижения разнополочности при формовке швеллера 220 (250) х90х3 мм с ±3 по известному способу до ±1 мм по описанному;
снижается трудоемкость изготовления за счет использования заготовки постоянной ширины и порезки промежуточной заготовки в потоке стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С НЕПАРАЛЛЕЛЬНЫМИ КРОМКАМИ | 1991 |
|
RU2077400C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1988 |
|
SU1587772A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПЕРЕМЕННОГО ПО ДЛИНЕ СЕЧЕНИЯ | 1989 |
|
SU1725475A1 |
| Способ изготовления гнутых профилей проката | 1987 |
|
SU1454540A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА С ПОПЕРЕЧНЫМИ ГОФРАМИ НА СТЕНКЕ | 1992 |
|
RU2006316C1 |
| Способ изготовления гофрированных профилей | 1988 |
|
SU1593729A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении деталей с непараллельными кромками на профилегибочном оборудовании. Цель изобретения - повышение качества деталей и снижение трудоемкости. В процессе получения детали с непараллельными кромками первоначально отформовывают на заготовке постоянной ширины в валках гофр, ширина развертки которого изменяется по длине, а длина хорды, на которую он опирается в поперечном сечении, постоянна. Затем в дисковых ножницах осуществляют обрезку кромок и переформовывают гофр в плоскость, получая деталь с непараллельными кромками. При получении профиля с переменной по длине шириной стенки и полками после обрезки кромок осуществляют подгибку полок. Способ позволяет повысить производительности при получении деталей с непараллельными кромками. 1 з.п. ф-лы, 15 ил.
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1988 |
|
SU1587772A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
