Изобретение относится к обработке металлов давлением и предназначено для использования при формовке гнутых профилей проката преимущественно типа швеллеров с постоянной высотой полки и переменной по длине шириной стенки на профилегибочном оборудовании.
Целью изобретения является повышение качества профилей за счет точной отформовки внутренних радиусов мест изгиба.
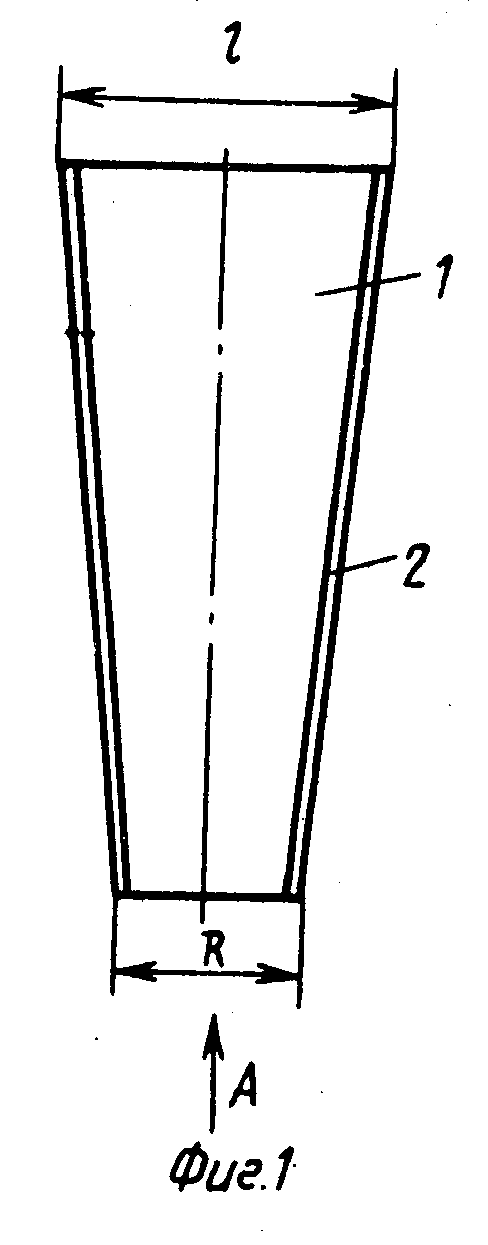
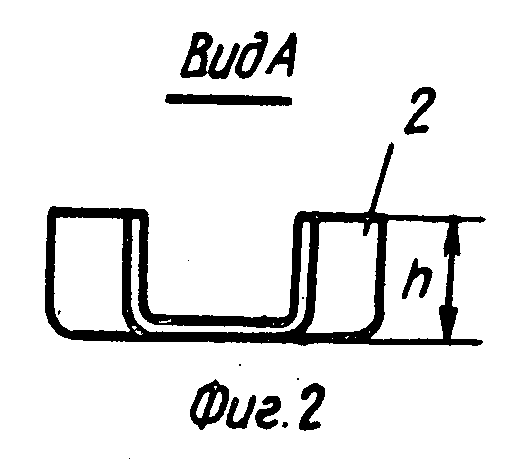
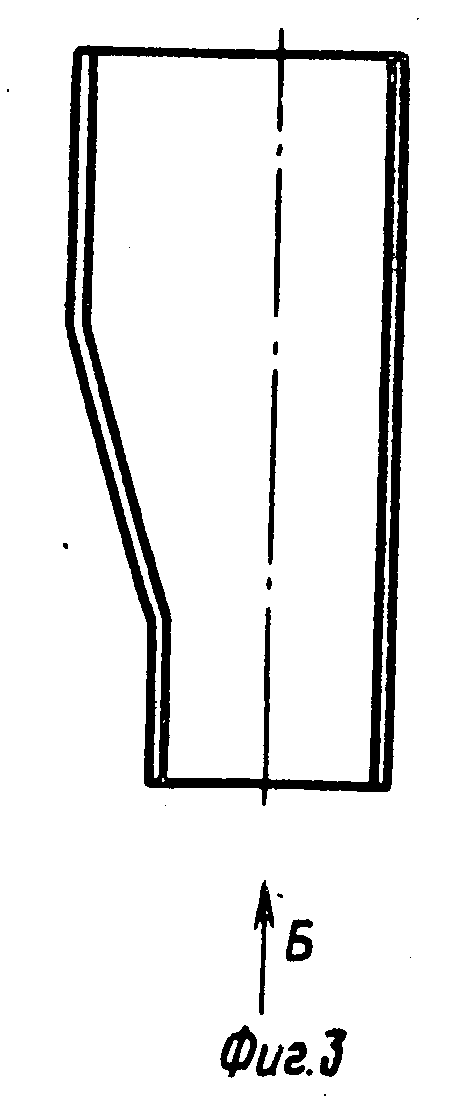
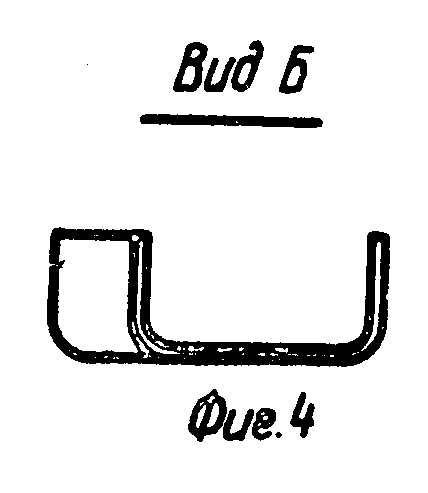
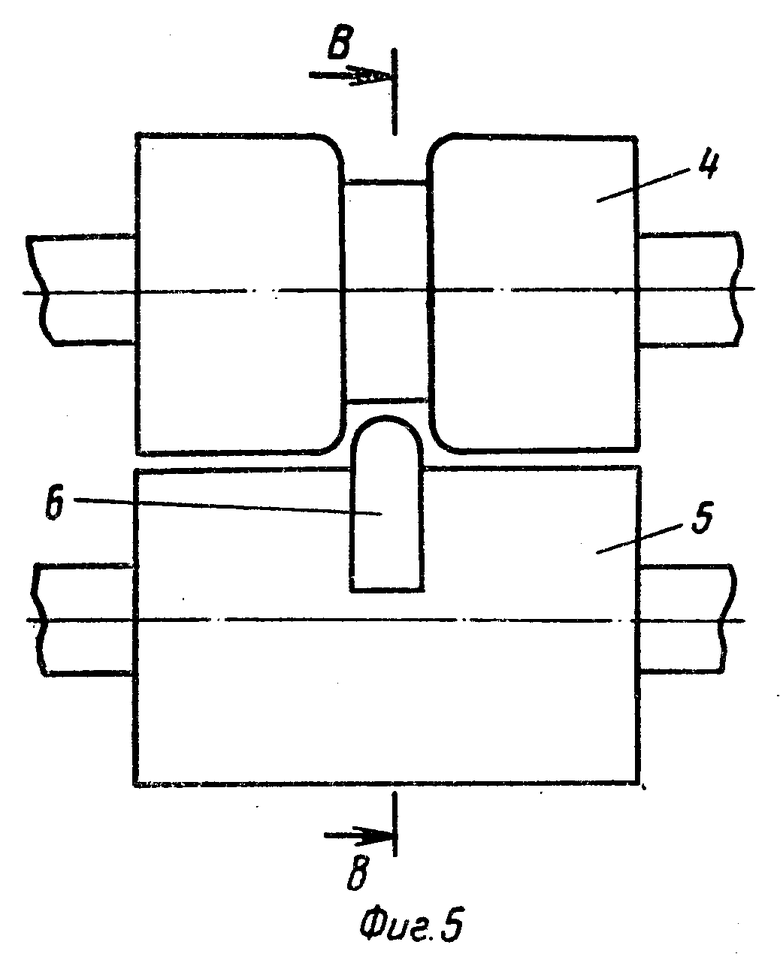
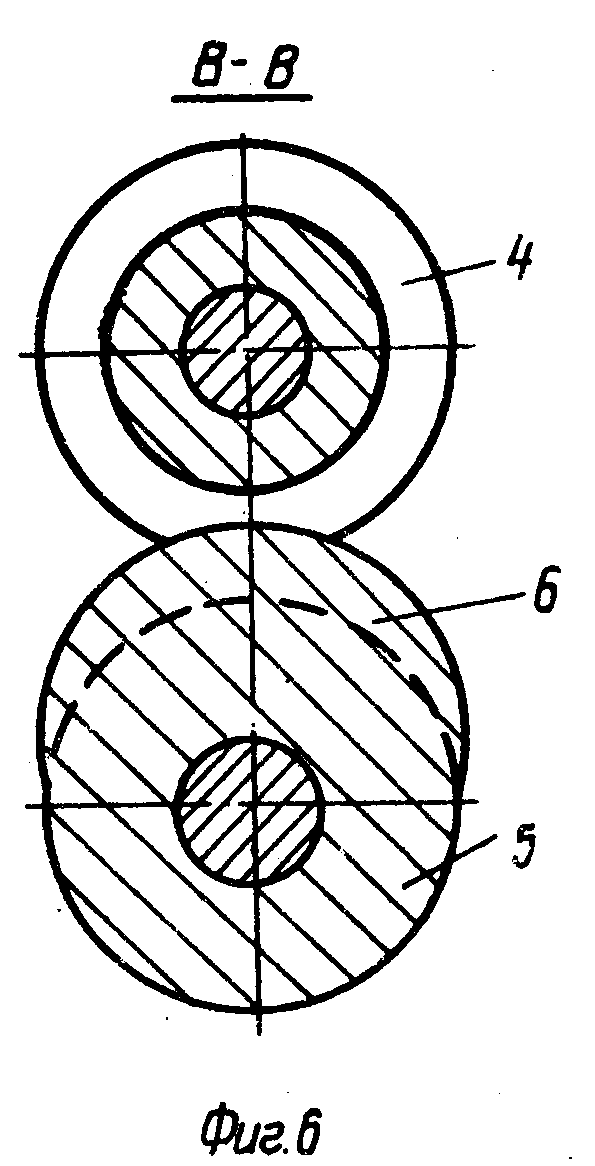
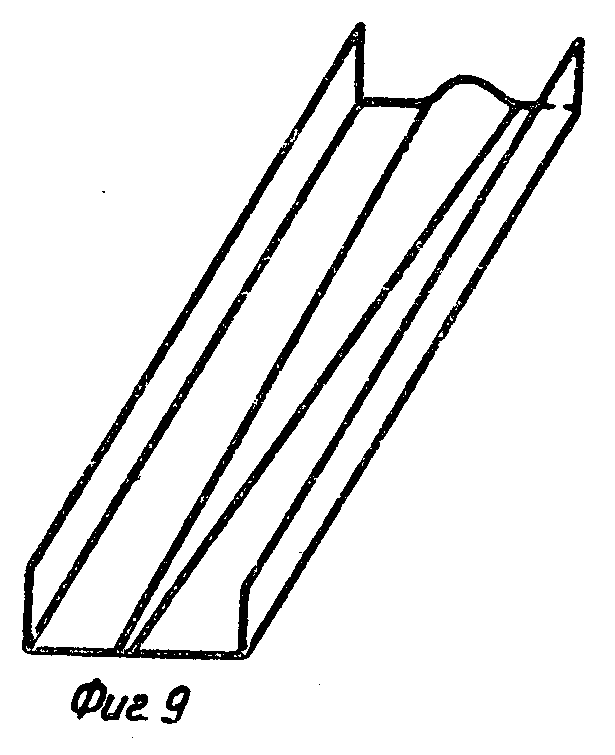
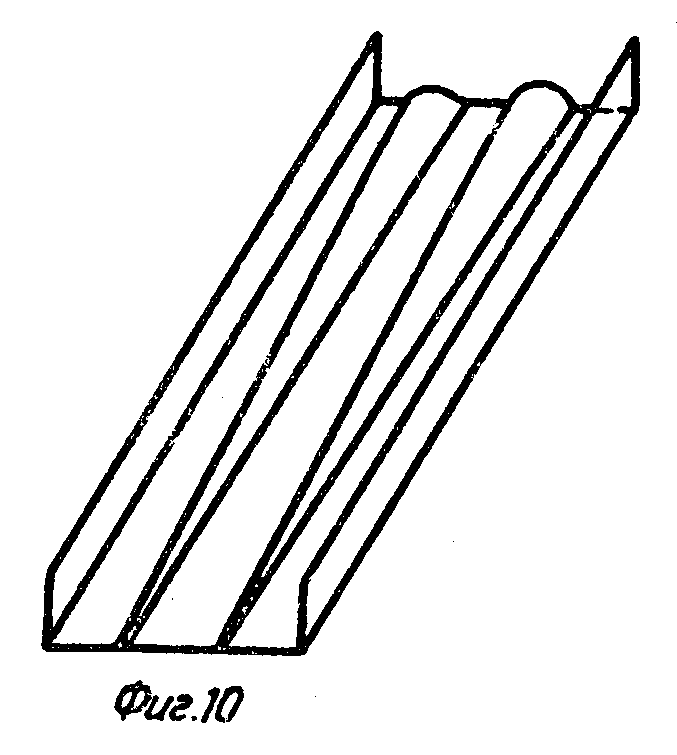
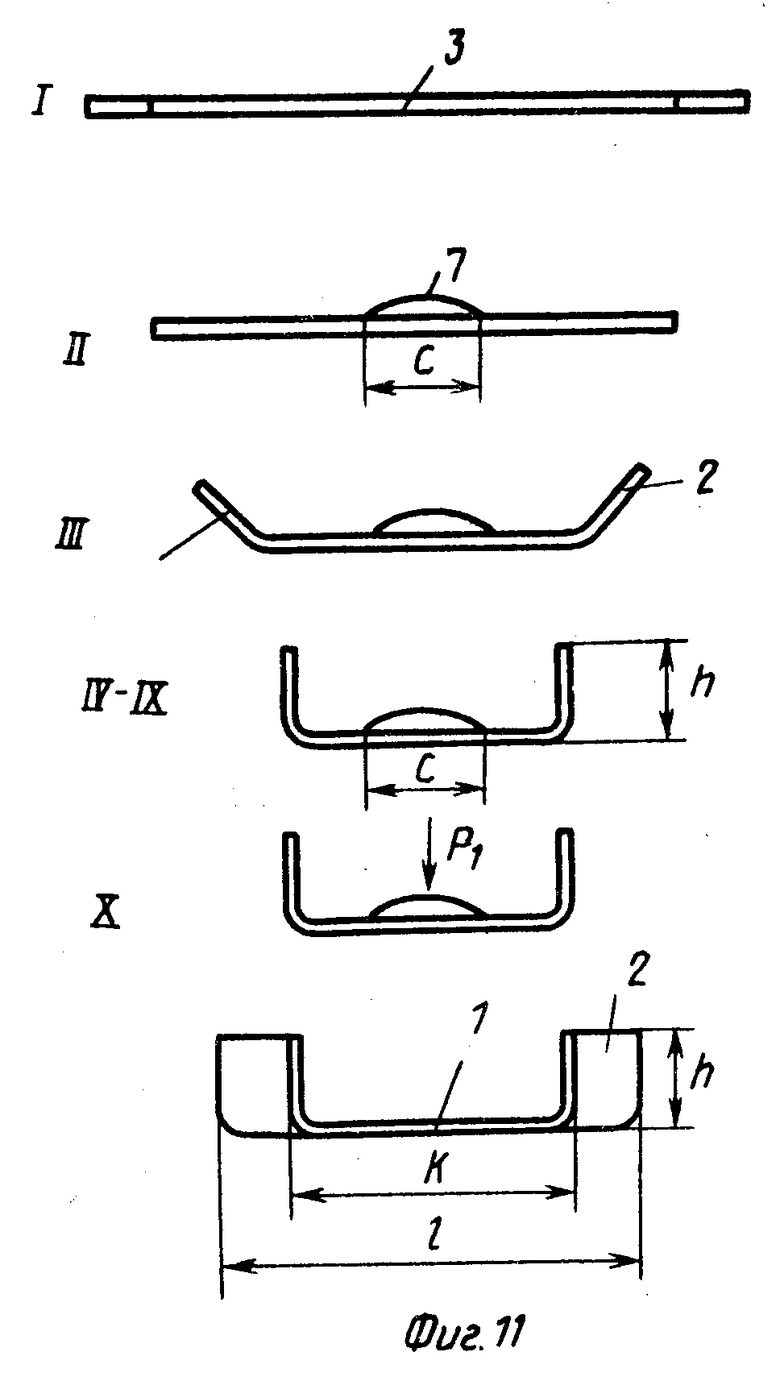
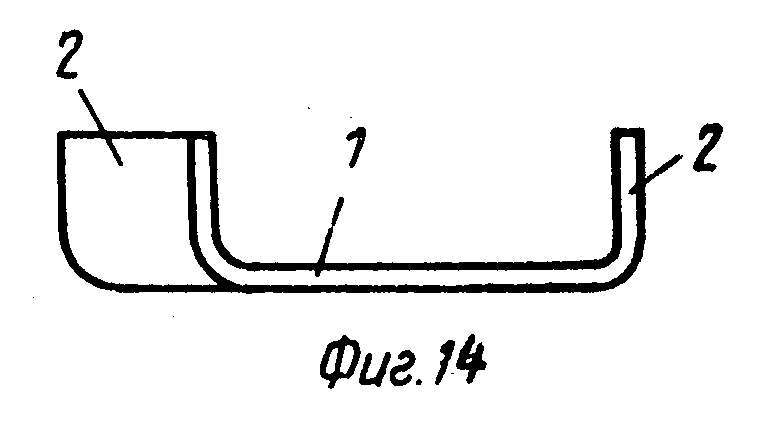
На фиг. 1 показан симметричный профиль с переменной по длине шириной стенки; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - несимметричный профиль с переменной по длине шириной стенки; на фиг. 4 - вид по стрелке Б на фиг. 3; на фиг. 5 - калибр для отформовки гофра с изменяющейся по длине шириной развертки поперечного сечения; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - заготовка для формовки профиля с переменной по длине шириной стенки; на фиг. 8 - заготовка для формовки профиля с переменной по длине шириной стенки после отформовки гофра с изменяющейся по длине шириной развертки поперечного сечения; на фиг. 9 - заготовка для профиля переменного сечения с отформованными полками; на фиг. 10 - заготовка для профиля переменного сечения с отформованными двумя гофрами; на фиг. 11 - схема формовки профиля с переменной по длине шириной стенки; на фиг. 12 - схема клети для переформовки гофра в плоскую стенку; на фиг. 13 - окончательный технологический переход формовки профиля переменного сечения, одно место изгиба которого параллельно оси формовки; на фиг. 14 - профиль после его выхода из перехода, изображенного на фиг. 13, вид спереди.
В процессе получения профиля с переменной по длине шириной стенки 1 и постоянной высотой полки 2 целесообразно сначала из фигурной заготовки 3 отформовывать в валках 4 и 5 с формующим элементом 6 гофр 7, ширина развертки которого изменяется по длине, участок гофра 7 с наибольшей шириной развертки располагают со стороны участка наибольшей ширины 8 заготовки 3, при этом разность между наибольшей и наименьшей шириной стенки на готовом профиле равна разности между наибольшей шириной развертки поперечного сечения гофра 7 на участке 9 и хордой С в плоскости стенки 1 профиля, на которую он опирается.
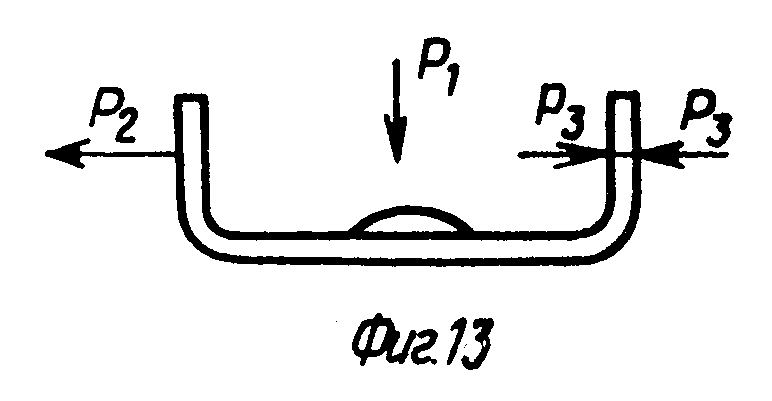
Затем подгибают полки 2 профиля до заданных размеров (переходы III-IX) по режиму формовки, обычно применяемому для профилей типа швеллеров. После этого переформовывают гофр 7 в плоскую стенку 1 (переход Х), прикладывая к нему вертикально направленное усилие Р1.
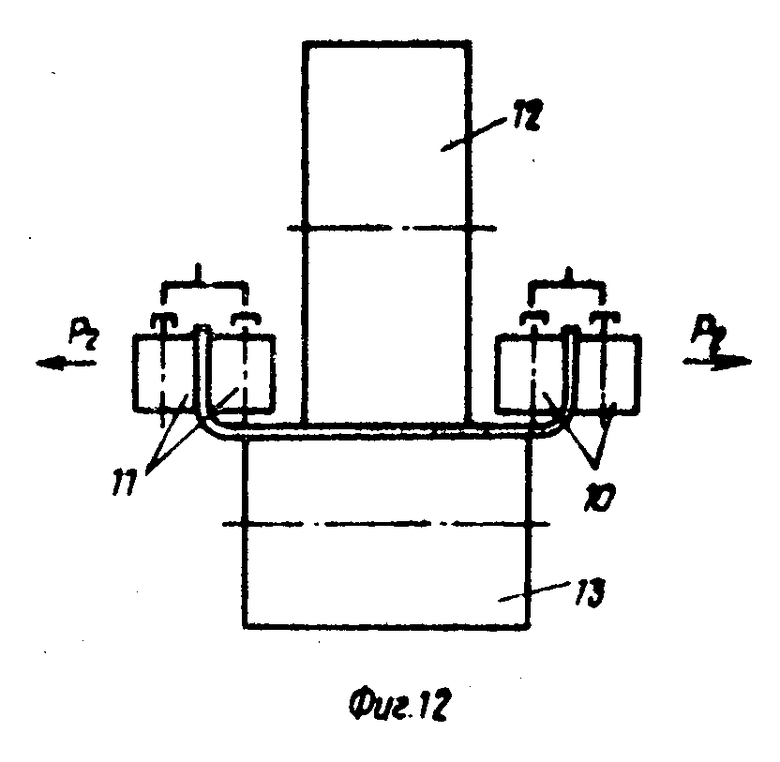
Одновременно с переформовкой гофра 7 в переходе Х к гофру целесообразно прикладывать поперечно направленные растягивающие усилия Р2, создаваемые при помощи кассет с вертикальными роликами 10, 11. Переформовка гофра осуществляется валками 12, 13.
При получении профиля переменного сечения, одно место изгиба которого параллельно оси формовки, полку 2, параллельную оси формовки, удерживают от поперечного смещения усилиями Р3, создаваемыми зафиксированной кассетой с роликами 10.
Описанный способ может быть осуществлен с помощью обычного профилегибочного стана, первая формующая клеть которого содержит валки для получения на заготовке гофра с изменяющейся по длине шириной развертки. Последующие клети стана предназначены для подгибки полок заготовки, содержащей гофр до заданного угла. Последняя клеть стана содержит гладкие валки для переформовки гофра в плоскую стенку и кассеты с вертикальными неприводными роликами, имеющие возможность поперечного перемещения и предназначенные для приложения к гофру поперечно-направленного растягивающего усилия.
Например, при формовке швеллера 200 (240) х 90 х 3 с переменной по длине шириной стенки (длина профиля L = 1,7 м, ширина изменяется по всей длине) из предварительно раскроенной заготовки: lз= = 404 мм; Кз = 364 мм; L = 1,7 м в первой клети формируется гофр с изменяющейся по длине шириной развертки от 0 до 40 мм, что соответствует разности между наибольшей и наименьшей шириной стенки - 240 - 200= = 40 мм, максимальная высота его 15 мм, разность между максимальной длиной развертки поперечного сечения и хордой, на которую она опирается, 40 мм.
Швеллер формируют по режиму 10-22-36-52-68-84-90о. После переформовки гофра в плоскую стенку получают профиль заданной конфигурации. Как показали данные опытной проверки, в результате использования способа при формовке швеллера 200 (240)х90х3 отклонение величины внутренних радиусов изгиба от расчетной (8 мм) не превышает 0,3 мм, в то время как при производстве по известному способу отклонение достигает 2 мм.
При переформовке гофра переменной ширины в стенку поверхность профиля практически не нарушается. При формовке по базовому способу появляются царапины и риски длиной 3-100 м.
Согласно данным приведенных расчетов и экспериментов, изобретение в сравнении с известным способом обладает следующими преимуществами: повышается качество профилей за счет точной отформовки внутренних радиусов мест изгиба: отклонения величины внутреннего радиуса при формовке швеллера 200 (240)х90х3 от расчетной (8 мм) не превышает 0,3 мм; при переформовке гофра переменной ширины в стенку практически не нарушается поверхность профиля; снижается трудоемкость настройки, так как при формовке по базовому способу (со смещением валков) необходимо синхронизировать механизмы смещения валков каждой из клетей между собой и по отношению к положению полосы в стане.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С НЕПАРАЛЛЕЛЬНЫМИ КРОМКАМИ | 1989 |
|
RU2026762C1 |
| Способ изготовления гнутыхпРОфилЕй | 1978 |
|
SU799858A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПЕРЕМЕННОГО ПО ДЛИНЕ СЕЧЕНИЯ | 1989 |
|
SU1725475A1 |
| Способ изготовления гнутых профилей проката | 1987 |
|
SU1454540A1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1072949A1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |


Изобретение относится к обработке металлов давлением и предназначено для использования при формовке гнутых профилей проката преимущественно типа швеллеров с постоянной высотой полки и переменной по длине шириной стенки на профилегибочном оборудовании. Цель изобретения - повышение качества профилей. Вначале из фигурной заготовки отформовывают в валках гофр, ширина развертки которого изменяется по длине. Участок гофра с наибольшей шириной развертки располагают со стороны участка наибольшей ширины заготовки, при этом разность между наибольшей и наименьшей шириной стенки на готовом профиле равна разности между наибольшей шириной развертки поперечного сечения гофра и хордой в плоскости стенки профиля. Затем подгибают полки профиля до заданных размеров, после чего переформовывают гофр в плоскую стенку вертикально направленным усилием. Одновременно с переформовкой гофра к нему прикладывают поперечно направленные растягивающие усилия и предотвращают поперечное смещение одной из полок. 2 з.п. ф-лы, 14 ил.
| Способ производства гнутых профилей проката | 1987 |
|
SU1454541A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
