: 314
го же, со снятьш веркним налком в момент захода среднего участка со стенкой переменной ширины в формующие Ьалки, вид сверху.
В процессе формовки профилей швеллерного типа с переменной по дпине шириной стенки 1., содержшдих крайние |узкий и широкий участки 2 и 3 соот- Ьетственно с постоянной шириной стенки и средний участок 4 с переменной шириной стенки, при задаче их в валки 5 и 6 широким концом одновременно с приложением формующих усилий к под гибаемьм полкам 7 на всех участках профиля прикладывают поперечные усилия сдвига со стороны внешней поверхности, места 8 изгиба. При этом усили сдвига PC начинают прикла.дывать при прохождении через осевую плоскость валков 5 и 6 сечения перехода от участка 3 с широкой стенкой к среднему участку 4, а внутреннюю поверхность мест 8 изгиба освобождают от воздействия формующих усилийа начиная освобождение на участке широкой стенки 3 при прохождении через осевую плоскость валков сечения, находящегося от сечения Б-Б на расстоянии L, равном дпине поверхности контакта верхнего валка 5 с местом 8 изгиба за осевой плоскостью валков. Время t, необходимое для прохождения сечением Б-В расстояния L, определится по расчетной, зависимости
t r:--sin,De-2rsin2|) ,
пр , . где d суммарный угол подгибки в данном переходе, град;
D - формующий верхнего в
валка, мм;
г V
пр
внутренний радиус места изгиба, мм;
скорость профилирования,мм/с Освобождение внутренней поверхности места 8 изгиба от воздействия формующих усилий за время t до приложения усилия сдвига с внешней стороны профиля, которое начинают прикладывать в момент прохождения через осевую плоскость валков сечения Б-Б перехода от крайнего участка 3 с широкой стенкой постоянной ширины к среднему участку 4 со стенкой переменной ширины, позволяет начать смещение верхнего формующего элемента к оси профилирования в момент, когда с ним -начинает контактировать внут- рення поверхность места 8 изгиба
0
5
540
0
профиля в сечении перехода крайнего участка 3 с постоянной шириной стенки в средний участок 4 с переменной шириной стенки. Нижний же формующий элемент начинает смещаться позднее, в момент прохождения указанного сечения перехода через осевую плоскость валков.
Таким образом, верхний формующий элемент не препятствует заходу в калибр сужающейся на участке переменной ширины стенки профиля, качественно формуется место изгиба профиля на среднем участке со стенкой переменной ширины, не происходит переформовки полки в стенку.
Способ может быть реализован с помощью ряда рабочих клетей профи- легибочного стана, каждая из которых содержит станины 9, верхние 5 и ниж- нуе 6 формующие валки, установленные на валах 10 и 11 с возможностью аксиального перемещения. Каждая клеть ос содержит механизмы 12 и 13 перемещения валков 6, выполненные в виде гидроцилиндров, которые начинают pa- j ботать по команде от БУ 1 и БУ 2 (блоков управления), включаюп;ихся по сигналу контактных датчиков КД 1 и КД 2 соответственно, установленных по ходу профилирования и контактирующих с передним концом.профиля, контролируя таким образом сечение- .Б-Б в различных его положениях. Так датчик КД 1, вступая в контакт с передним концом профиля, дает сигнал блоку управления БУ 1, который при помощи реле времени, учитывающего скорость профилирования Vj,p , включает механизм 12 перемещения валка 5 в момент начала контакта внутренней поверхности места изгиба в сечении Б-Б (когда оно находится в положении Б -Б ) с верхним валком 5.
Соответственно при контакте переднего конца профиля с датчиком КД 2 он дает сигнал блоку управления БУ 2, который при помощи реле времени, включает механизм 13 перемещения нижнего формующего элемента валка 6 в момент прохождения сечением Б-Б (его положение ) осевой плоскости ралков.
Если внутреннюю поверхность места изгиба освободить от воздействия формующих усилий за время t (меньше расчетного времени t), то ширина стенки будет соответствовать по ширине край30
35
40
45
50
55
нему участку 3 с широкой стенкой постоянной ширины. В результате средний участок 4 будет формоваться некачественно, полка будет переформовываться в стенку.
Если же внутреннюю поверхность места изгиба 8 освободить от воздействия формующих усилий за время tj (большие расчетного времени t), то ширина верхнего валка 5 еще в момент формовки крайнего участка 3 с широкой стенкой постоянной ширины будет соответствовать стенке меньшей ширины на среднем участке 4 с переменной шириной стенки. В результате на крайнем участке 3 с широкой стенкой постоянной ширины место 8 изгиЬа будет недоформованным, с внутренним радиусом, большим расчетного, что снижает прочностные характеристики швеллера. Так например, время t, за которое внутреннюю поверхность места 8 изгиба освобождают от воздействия формующих усилий до приложения усилия сдвига с внешней стороны профиля, которое начинают прикладывать в момент прохождения через осевую плоскость валков сечения перехода от крайнего участка с широкой стенкой постоянной ширины к среднему участку со стенкой переменной ширины, т.е. время, за которое верхний валок начинают смещать до начала смеи(ения нижнего в пятой клети стана при формовке швеллера 200 (250) X 90 X. 4 составит
t ---sin ,|2r(D5Vnp
2rsin2|)
35Qsin|- 20(400-2-10 sin2| u,16 c,
lice величины в формулу подставлены в мм и в мм/с.
В случае, если начать смещение за время ,15 с, то внутренняя поверхность места изгиба профиля на среднем участке с переменной шириной стенки будет контактировать с верхним валком, соответствующим в тот момент по ширине крайнему участку с широкой стенкой равной (t-t ):У„р (0,16-и,15) мм. В результате полка профиля будет переформовываться в стенку.
Если же начать смещение за время t 0,17 с, то внутренняя поверхность места изгиба на крайнем участке профиля не будет контактировать с верхним валком на длине (t -t)V |,р(0,17- 0,16) мм, поскольку верхний
145Д54и
.валок начнет смещаться раньше, чем эта поверхность вступит с ним в контакт. 3 результате место изгиба будет переформованным, с внутренним радиусом, большим расчетного, что снижает характеристики швеллера.
Как показали данные опытной проверки в результате использования Q предлагаемого способа при формовке профилей с переменной по длине шириной стенки предельные отклонения для швеллера 200 (250) х 90 х 4 по ширине полки на среднем участке профиля g с переменной шириной стенки составили ±1,5 мм, что соответствует требованиям стандартов для данных профилей.
Изобретение в сравнении с извест- Q ным способом обладает следующими
преимуществами: повьш1ается качество- профилей за счет исключения переформовки полки в стенку на среднем участке с переменной шириной стенки, 5 предельные отклонения по ширине полки при производстве швеллера 200 (250 X 90 X 4 составляют ±1,5 мм, тогда как при производстве по известному способу составляют до -5 мм, Р снижается трудоемкость работ по настройке стана, так как в случае одновременного смещения верхнего и нижнего формующего элементов необходима постоянная подстройка каждой клети для того, чтобы хотя бы частично ком- 5 пенсировать переформовку; предоставляет возможность внедрения новой технологии, позволяющей производить на профилегибочном оборудовании профили типа швеллеров с переменной по длине шириной стенки.
0
Формула изобре. тения Способ изготовления гнутых профилей проката, преимущественно типа швеллеров с постоянной высотой полки и переменной шириной стенки, путем последовательной по переходам подгибки полок профиля в валках профилеги- бочного стана приложением формующих усилий подгибки на всех участках профиля и усилий сдвига к местам изгиба при подаче заготовки в валки
5
0
5
широким концом, отличаю щи й- с я тем, что, с целью повьш1ения качества профилей, состоящих из крайних участков с широкой и узкой стенками постоянной ширины и сопряженного с ними среднего участка перемен

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| Способ производства гнутых профилей проката | 1988 |
|
SU1634347A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1988 |
|
SU1587772A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С НЕПАРАЛЛЕЛЬНЫМИ КРОМКАМИ | 1989 |
|
RU2026762C1 |
| Рабочая клеть профилегибочного стана | 1982 |
|
SU1015960A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Способ изготовления гнутых профилей проката | 1977 |
|
SU1050774A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1072949A1 |
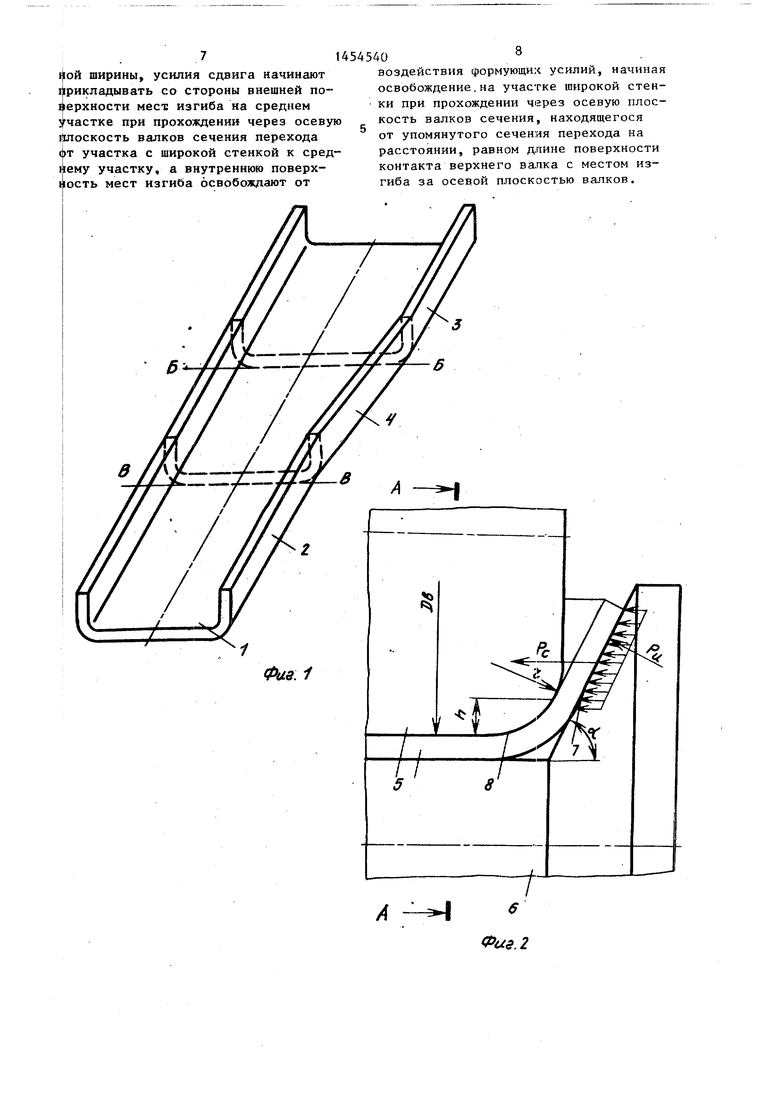


Изобретение относится к обработке металлов давлением и предназначено для использования при формовке деталей гнутых профилей проката, преимущественно типа швеллеров с постоянной высотой полки,состоящих из крайних участков с широкой и узкой стенками постоянной ширины и среднего участка со стенкой переменной ширины на профилегибочном стане. Цель изобретения - повышение качества профилей за счет исключения перефор1 Изобретение относится к обработке металлов давлением и предназначено для использования при формовке деталей гнутых профилей пррката, преимущественно типа швеллеров с постоянной высотой полки, состоящих из крайних участков с широкой и узкой стенкой постоянной ширины и среднего участка со стенкой переменной ширины на профилегибочном оборудовании. Целью изобретения является повышение качества профилей за счет исклюмовки полок в стенку. В процессе формовки прикладывают усилия формовки к полкам на всех участках профиля и усилия сдвига к местам изгиба на среднем участке профиля. Усилия сдвига с внешней стороны мест изгиба начинают прикладывать при прохождении через осевую плоскость валков сечения перехода от широкого концевого участка профиля к среднему участку. Внутреннюю поверхность мест изгиба освобождают от воздействия формующих усилий, начиная освобождение на участке широкой стенки при прохождении через осевую плоскость валков сечения, находящегося от упомянутого езе- чения перехода на расстоянии, равном длине поверхности контакта верхнего валка с листом изгиба за осевой плоскостью валков. Способ позволяет снизить трудоемкость работ по настройке стана, а также повысить качество профилей за счет исключения переформовки полки в стенку на среднем участке с переменной шириной. 5 ил. (Л ел 4ib сд 4ib 10 чения переформовки полок в стенку и заклинивания элементов валков. На фиг. 1 показан швеллер с переменной по длине шириной стенки, общий вид; на фиг. 2 - схема усилий, действующих на место изгиба и полку профиля при формовке среднего участка со стенкой переменной щирины; на фиг. 3 - разрез А-А на фиг. 2; на . фиг. 4 - рабочая клеть стана для формовки швеллера с переменной по длине шириной стенки, общий вид; на фиг.5
fPue.
Фие.З
ОтКЩ ОтКД2
L.I
V
| Способ изготовления гнутых профилей проката | 1977 |
|
SU1050774A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
