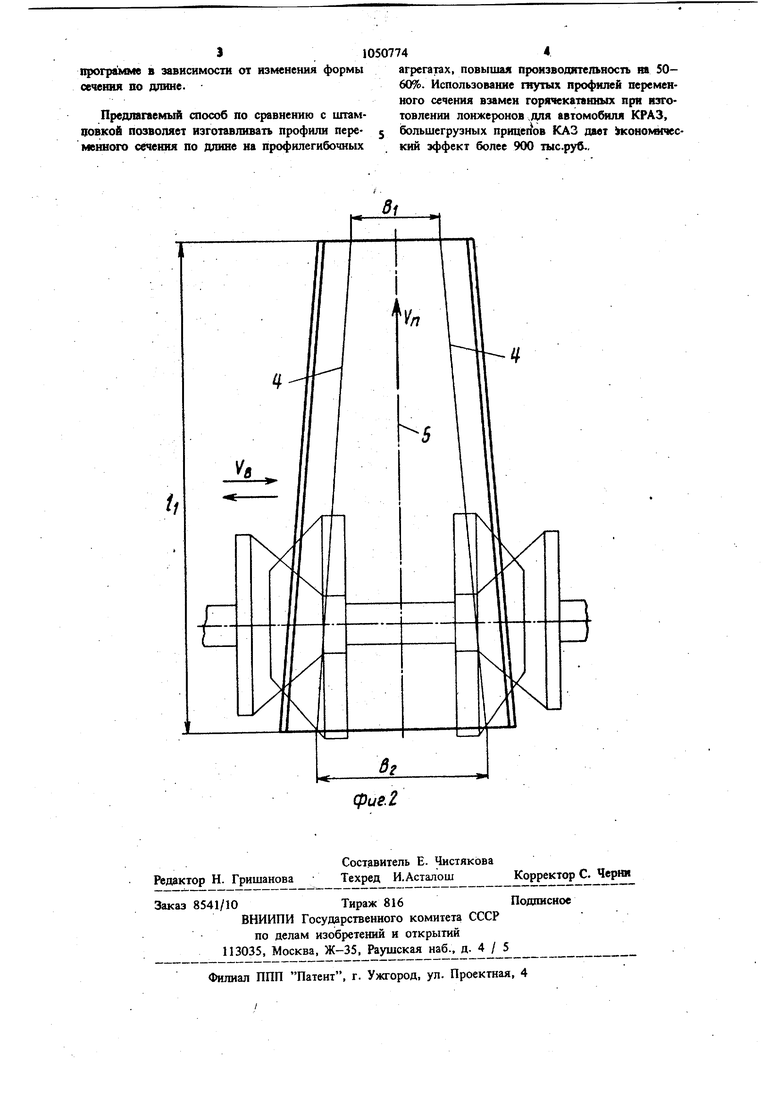
Изобретение относится к обработке металлов давленнем, в частности к производству гнутых профилей на профилегнбочных агрегат, тах, и может быть использовано при изготовлении профилей переменного сечения по длине Известен способ производства гнутых профилей в валках профилегибочного стана путем постепенной подгибки листовой заготовки ozuiнакового сечения по длине 1. При производстве гнутых профилей по данному способу в каждой клети стана места изгиба постоянно находятся на одинаковом расстоянии от оси профилирования. Позтому заготовка; имеющая переменную ширину, не может быть спрофилирована с постоянной шириной подгибаемого злемента и переменной шириной стенки по длине профиля. Это не позволяет изготавяиват;;) швеллеры переменного сечения по длине. Цель изобретения - обеспечение возмозюсос ти получения профиля с постоя1шой шириной стенки и и переменной шириной полки. Поставленная цель достигается тем, что сог ласно способу используют заготовку с перемен ной шириной, а в каждом переходе одновременно с пoдfибкoй полки к месту изгиба прикладывают поперечные усилия сдвига, обеспечивая сопряжение мест изгиба со стенкой профиля по плоским кривым в плоскости стенки В процессе профилирования в каждом переходе за счет смеше1шя места изгиба относительно оси стенки ее размеры меняются. Так при профилировании широкой части заготовки переходяшей в узкую места изгиба смешают в сторону оси профилирования, а в противном случае формовка мест изгиба смешается в сторону кромок заготовки. Так как заго товка имеет переменное сечение, смещение каж дого из мест изгиба вьшолняется параллельно кромкам заготовки, чем обеспечивается заданная ширина подгибаемых элементов профиля. При изготовлении профилей по предлагаемому способу вначале формообразуют профиль с наиболее узкой шириной стенки в соответствии с размерами исходной заготовки, а затем при дальнейшем двнжешш заготовки переменной ширины через калибр формующие элементы валков, образующие калибр, смешаются с некоторой скоростью перпендикулярно движению полосы. При необходимости для уменьшения усилий формовки места изгиба нагревают. Величина смещения в направление движения формукиш1х элементов валков в осевой плоскости зависят от формы и размеров переменного сечения по длине заготовки и необходимой ширины подгибаемых элементов. Образующееся при осевом перемещении элементов валков смешение мест изгиба за счет выбора (нз расчета) оптимального соотношения скоростей движения валков и полосы позволяет получать заданную ширину подгибаемых элементов профиля. На фиг. 1 - приведена схема технологического перехода предлагаемого способа; на фиг. 2 - вид профиля сверху. При изготовлении гнутых профилей проката, преимущественно швеллеров, путем постепенной подгибки элементов из листовой заготовки в валках, в процессе подгибки лнсто; вой заготовки с переменной по длине шириной в каждом переходе места изгиба смещают в плоскости стенки относительно ее продольной оси на величину, обеспечивающую заданную ширину подгибаемых элементов профиля. Так, например, при получении швеллера 1 переменного сечения с шириной стенки на переднем конде В 100 f4M и на заднем конце Bj 210 мм, шириной подгибаемых элементов Вр 60 мм, длина профиля С 1800 мм, толщина S 5,0 мм, необходимо обеспечить постоянство ширины подгибаемых элементов из заготовки переменного сечения. Размеры заготовки расчнтьшаются как обычно в виде суммы полки (В,), стенки (В,, ), места изгиба (Вд и ) максимальном и минимальном сечении. Взаг . Верхний 2 и нижний 3 формующие элементы валков обеспечивают подгибку полок про :филя, например, в данном переходе на угол о1 30°, зазор между валками по стенке 5,5 мм. Полоса движется со скоростью Уд 5 м/мин. Валки устанавливаются так, чтобы по стенке профиля вьщерживался размер Bj 100 мм на переднем конде заготовки (фиг. 1 и 2) вначале профилирования. После задачи полосы в калнбр происходит подгибка заготовки в конце профилирования на данный угол 0 30°), на размер Bj 210 мм на заднем конце заготовки. Для расчета скорости перемещения элементов валков У„ происходят из условия равенства времени перемещения полосы на длине 2 и времени перемещения калибров на этой же длине .ЧЛбг-М. 0,15 (/и/мин;. Придав элементам валков перемешение в сторону расширения калибра с расчетной скоростью Vg 0,15 м/мин, получают в процессе подгибки параллельное кромке полосы смещения места изгиба (поз. 4) в плоскости стенкн относительно ее продольной оси 5 с сохранением размера подгибаемого элемента, равного 60 мм. Перемещение элементов валков в аксиальном направлении может производиться по требуемой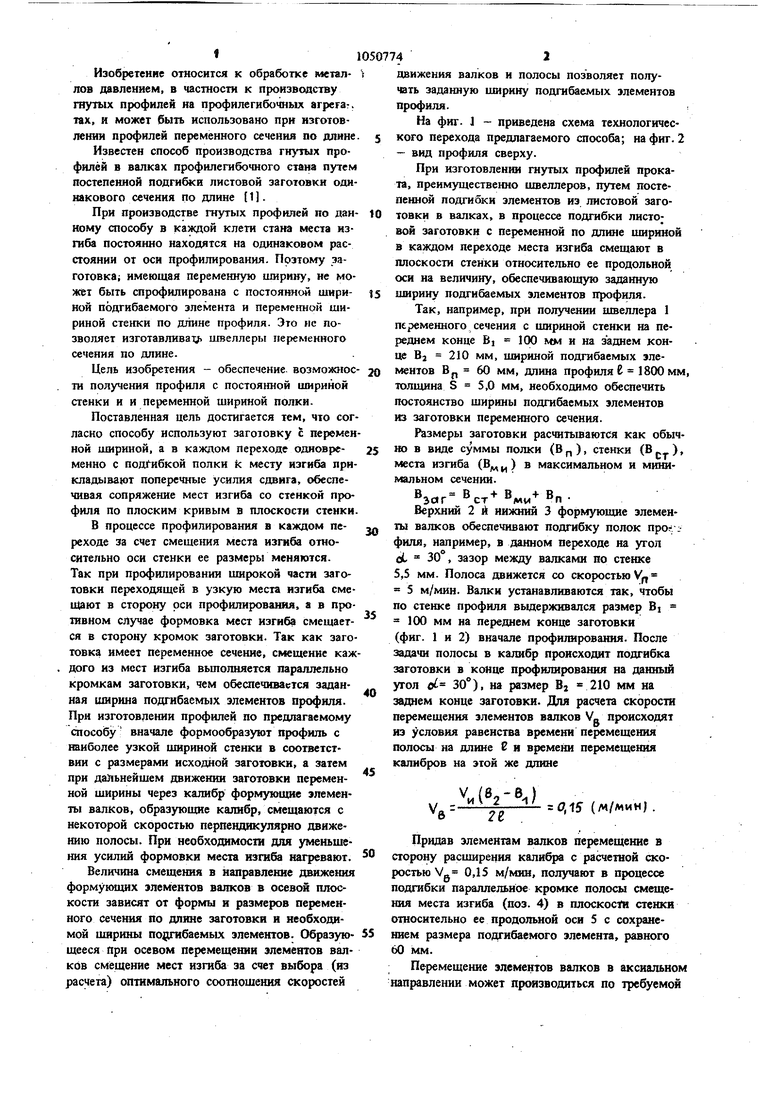
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Способ изготовления сортовых гнутых профилей | 1985 |
|
SU1291237A1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| Способ профилирования преимущественно швеллеров | 1990 |
|
SU1754267A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1396356A1 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1683837A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПЮКАТА, преимущественно швеллеров, путем постепенной подгибки полок профиля по переходам, отличающийся тем, что, с целью обеспечения возможности получения профиля с постоянной шириной полки и переменной шириной стенки, используют заготовку с переменнее шириной, а в каждом переходе одаювременно с подгибкой полки к месту изгиба прикладывают поперечные усилия сдвига, обеспечивая сопряжение мест изгиба со стенкой профиля по плоским кривым в плос- . кости стенкн. (Л с СП о М 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник | |||
| М., Металлургия, 1975, с | |||
| Ротационный колун | 1919 |
|
SU227A1 |
