Изобретение относится к станкостроению, а именно к станкам для .обработки кольцеобразных деталей.
Известен токарный станок для многоинструментной обработки деталей, в том числе кольцеобразных, содержащий установленные на станине шпиндельную бабку с Приводом и подвижный в параллельном оси шпинделя направлении суппорт, на котором смонтирована револьверная головка с инструментальными блоками 1.
Недостатком этого станка является ограниченная емкость револьверной головки, необходимость остановки станка для переналадки и невозмсткность обработки нецентральных отверстий.
Цель изобретения - расширение тех-; нологических возможностей путем быстрой переналадки и осуществление комплексной обработки.
Указанная цель достигается тем, что сменяемая инструментальная головка оснащена приводным валом, кинематически связанным с ведущим валом, размещенным в полом шпинделе шпиндельной бабки.
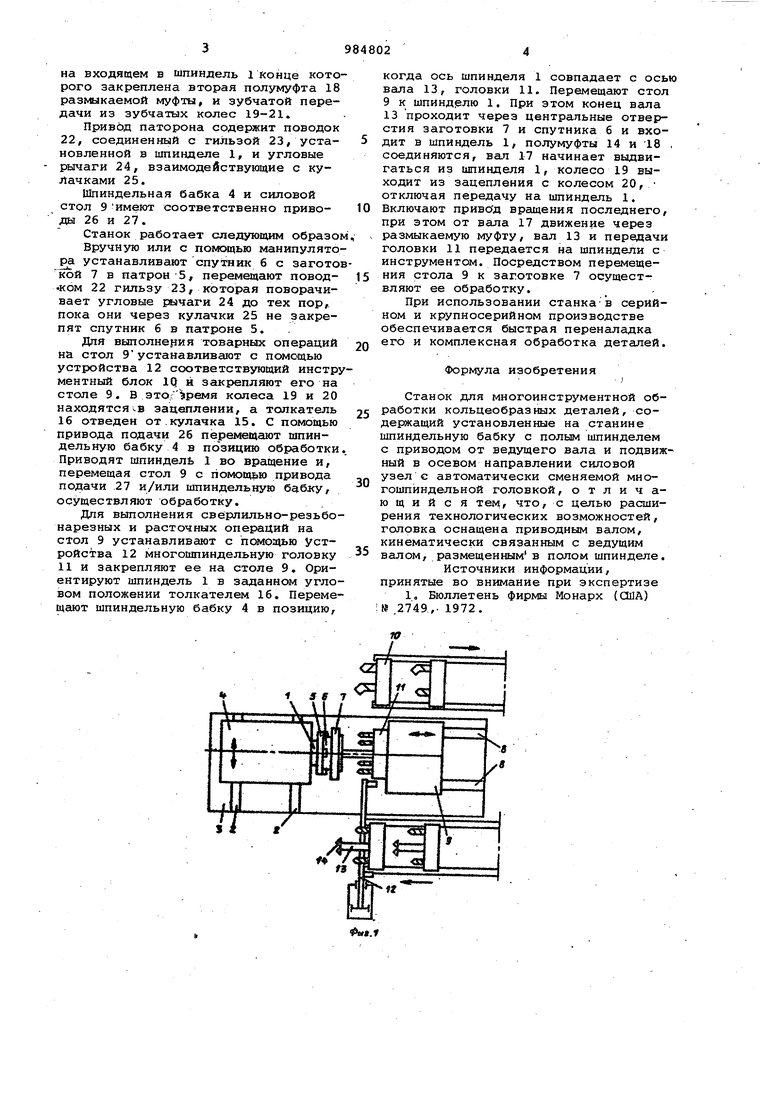
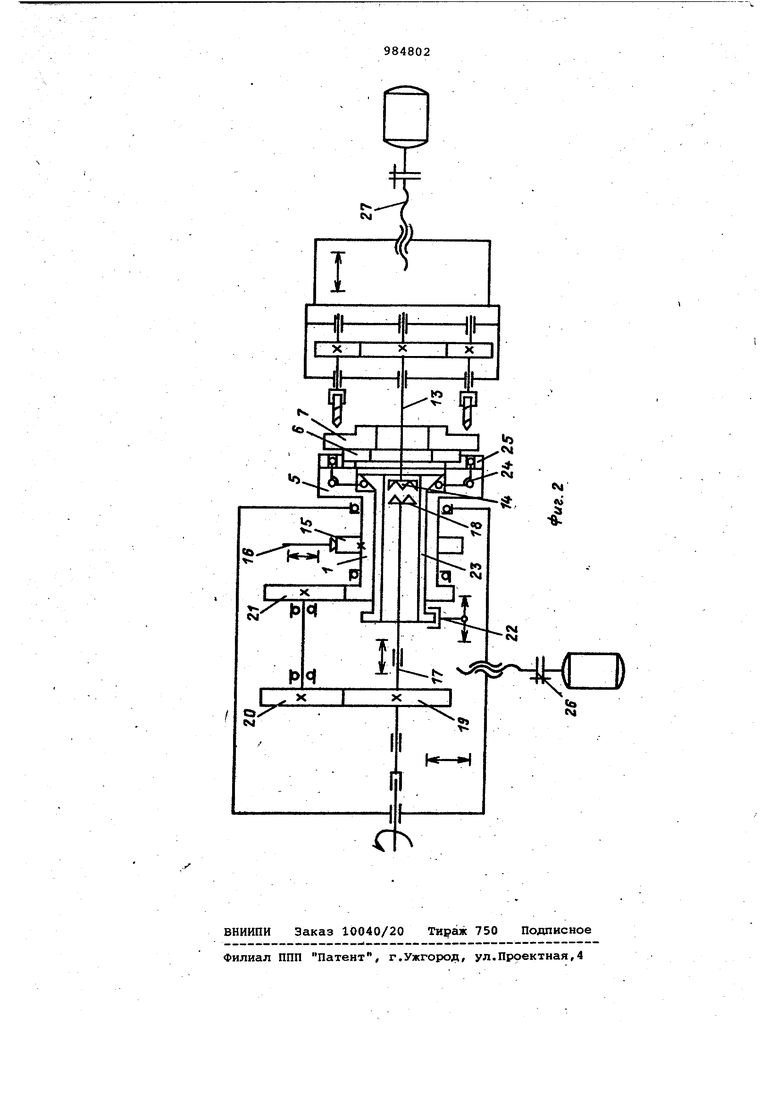
На фиг. 1 изображен станок, общий вид; на фиг. 2 - принципиальная кинематическая схема станка.
Станок содержит установленную на перпендикулярных оси вращения шпинделя 1 направлякздих 2 станины 3 станка шпиндельную бабку 4. В патроне 5 шпинделя 1 непосредственно или с помощью спутника 6 закреплена заго10тошса 7. На параллельных оси вращения шпинделя 1 направляющих 8 стешины 3 установлен силовой стол 9 с згисрепленными на нем многоинструментным блоком 10 или многошпиндельной го15ловкой 11. Станок оснащен-устройством 12 автоматической смены многоинструментных блоков и многошпиндельных головок. Каждая многошпиндёльная головка имеет выступающий в сто20рону шпинд1гля 1 приводной вал 13 с закрепленной на его конце полумуфтой 14. Шпиндель 1 выполнен полым . и оснащен механизме ориентации его в определенном угловом положении,
25 состоящим, в частности, из закрепленного на шпинделе 1 кулачка 15 и взаимодействующего с ним толкателя 16. Привод вращения шпинделя состоит из подпружиненного в осевом направлении
30 в сторону шпинделя ведущего вала 17,
на входящем в шпиндель 1 конце которого закреплена вторая полумуфта 18 размыкаемой муфты, и зубчатой передачи из зубчатых колес 19-21.
Привод паторона содержит поводок 22, соединенный с гильзой 23, установленной в шпинделе 1, и угловые рычаги 24, взаимодействуклдие с кулачками 25.
Шпиндельная бабка 4 и силовой стол 9-имеют соответственно приводы 26 и 27 .
Станок работает следующим образом Вручную или с помощью манипулятора устанавливают 6 с заготовкой 7 в патрон 5, перемещают поводком 22 гильзу 23, которая поворачивает угловые рычаги 24 до тех пор,, пока они через кулачки 25 не закрепят спутник 6 в патроне 5, .
Дня выполнения товарных операций на стол 9 устанавливают с помощью устройства 12 соответствующий инструментный блок 1Q н закрепляют его на столе 9. В это,ремя колеса 19 и 20 находятся в зацеплении, а толкатель 16 отведен от кулачка 15. С помощью Привода подачи 26 перемещают шпиндельную бабку 4 в позицию обработки Приводят шпиндель 1 во вращение и, перемещая стол 9 с помощью привода подачи .27 и/или шпиндельную бабку, осуществляют обработку.
Для выполнения сверлильно-резьбонарезных и расточных операций на стол 9 устанавливают с псжлоадью устройства 12 многошпиндельную головку 11 и закрепляют ее на столе 9, Ориентируют шпиндель 1 в заданном угловом положении толкателем 16. Перемещают шпиндельную бабку 4 в позицию.
когда ось шпинделя 1 совпадает с осью вала 13, головки 11. Перемещают стол 9 к шпинделю 1. При зтом конец вала 13 проходит через центральные отверстия заготовки 7 и спутника б и входит в шпиндель 1, полумуфты 14 и IS , соединяются, вап 17 начинает выдвигаться из шпинделя 1, колесо 19 выходит из зацепления с колесом 20, отключая передачу на шпиндель 1.
Включают привод вращения последнего,
при этом от вала 17 движение через . размыкаемую муфту, вал 13 и передачи головки 11 передается на шпиндели с инструментом. Посредством перемещения стола 9 к заготовке 7 осуществляют ее обработку.
При использовании станка-в серийном и крупносерийном производстве обеспечивается быстрая переналадка его и комплексная обработка деталей.
Формула изобретения
Станок для многоинструментной обработки кольцеобразных деталей, содержащий установленные на станине шпиндельную бабку с полым шпинделем с приводом от ведущего вала и подвижный в осевом направлении силовой узел с автоматически сменяемой многошпйндельной головкой, отличающийся тем/ что, с целью расширения технологических возможностей, головка оснащена приводным валом, кинематически связанным с ведущим валом, размещеннымв полом шпинделе.
Источники информации, принятые во внимание при экспертизе
1, Бюллетень фирмы Монарх (США) 2749,- 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Токарный автомат | 1985 |
|
SU1332663A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Многооперационный станок | 1991 |
|
SU1775268A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДОЛБЛЕНИЕМ ГЛУХИХ ПАЗОВ | 1991 |
|
RU2071875C1 |
evi
v
