Изобретение относится к станкостроению.
Целью изобретения является упрощение конструкции при одновременном повышении надежности работы станка путем использования унифицированных узлов, расположенных в доступных для обслуживания местах, защищенных от стружки.
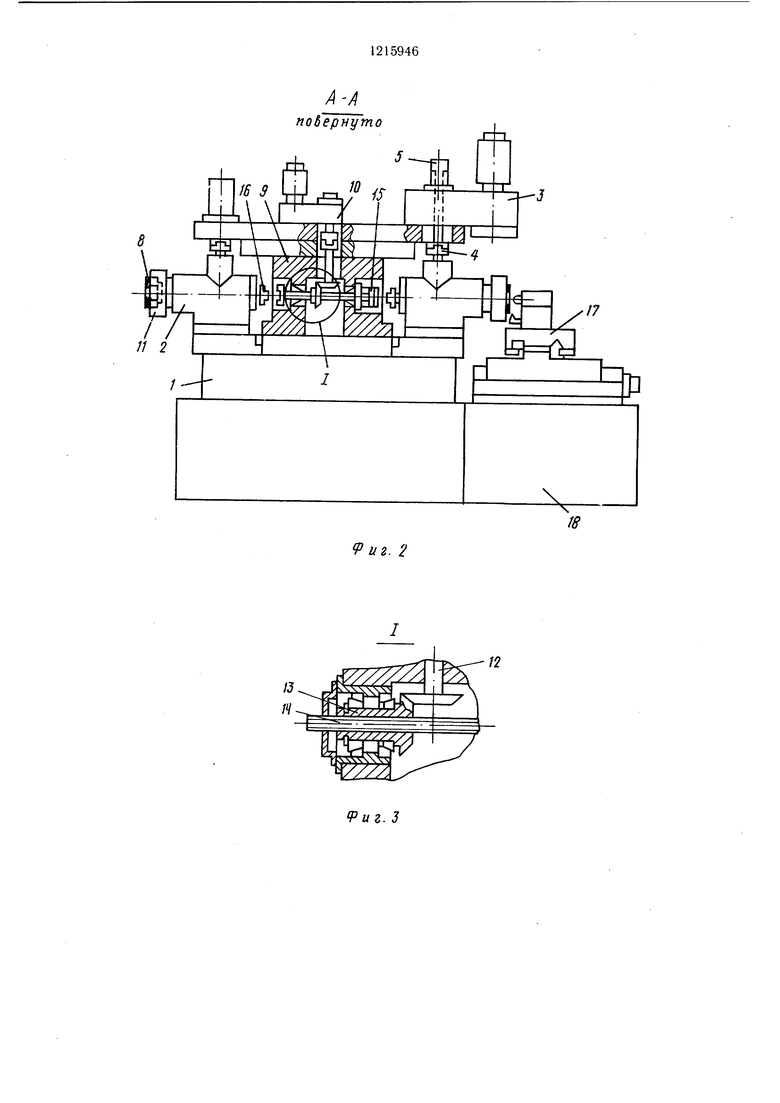
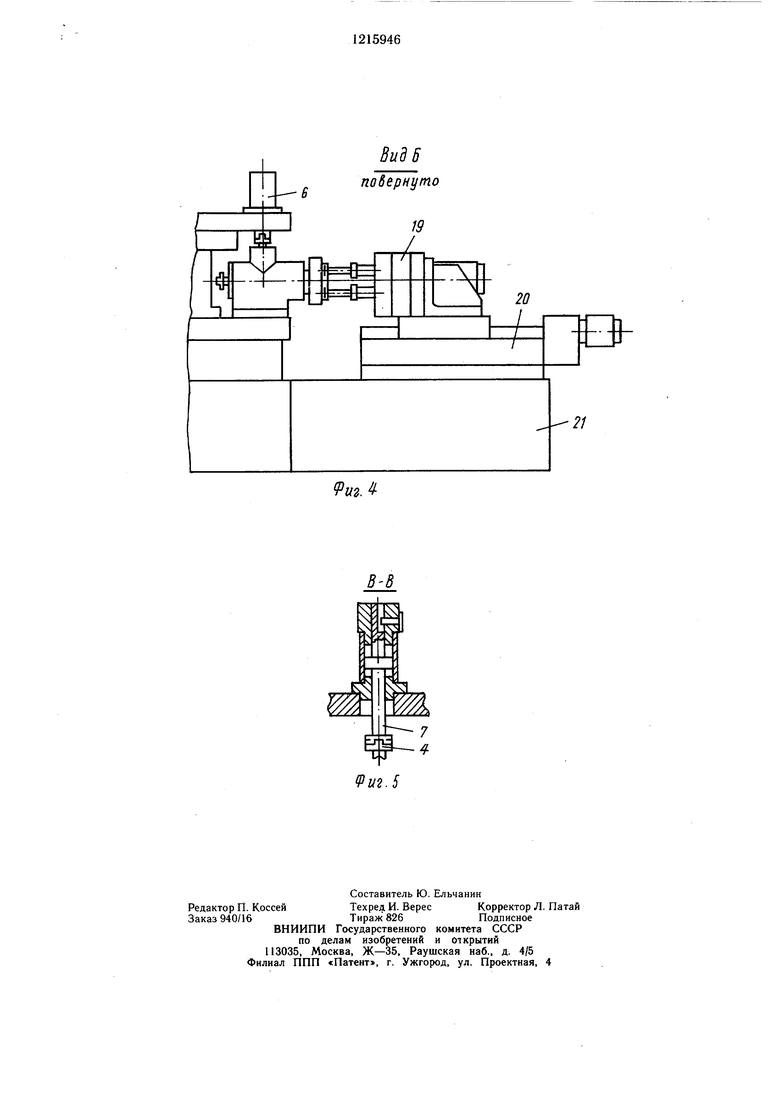
На фиг. 1 показан станок, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на -фиг. -3 - выносной элемент места крепления конических шестерен привода перемещения кулачков патрона; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1.
Агрегатный станок содержит кольцевой
поворотный стол 1 с установленными на нем шпиндельными бабками 2 с горизонтальными шпинделями, приводимыми во вращение на позициях а, б, в, г токарной обработки с помощью электромеханических приводов 3, соединенных со шпиндельными бабками 2 посредством управляемых муфт 4, верхние половины которых соединены с гидроцилиндрами 5. На позициях д, е, ж - других видов -обработки, и позиции 3 - загрузочно-разгрузочной опера- ции - шпиндели стопорятся механизмом 6 их блокировки, выполненным в виде приводных штоков 7 с фиксированным угловым положением, соединенных со шпиндельными бабками 2 управляемыми муфтами 4. В случае, если при металлообработке заготовки 8 на позициях д, е. ж требуется их ориентация, т. е. нахождение в строго определенном положении, в качестве механизма 6 блокировки шпинделя могут быть
Станок работает следующим образом. На позиции 3 производят установку заготовки 8 в патрон 11, который механизмом б блокировки шпинделей застопорен, а в случае необходимости обработки в соориентированном положении заготовки 8 - также зафиксирован в етдельном- положении. Зажим заготовки 8 осуществляет электромеханический привод 10, передающий крутящий момент посредством вала-шестерни 12, щестерни 13 и щлицевого вала 14, перемещаемого гидроцилиндром 15 в положении включения управляемой муфты 16. После зажима заготовки 8 гидроцилиндр 15 отводит шлицевой вал 14 в положение отключения управляемой муфты 16. После этого поворотный стол 1 устанавливает заготовку 8 в позицию а токарной обработки или в пози- 20 цию ж другого вида обработки. В позицию а гидроцилиндр 5 включает управляемую муфту 4, .после чего включает привод 3 вращения шпиндельной бабки с заготовкой 8, токарная обработка которой осуществляется с помощью суппорта 17. В позиции ж приводной шток 7 включает управляемую муфту 4, стопоря тем самым шпиндель шпиндельной бабки 2 с заготовкой 8 или, если приводной шток 7 - это устройство доворота шпинделя в определенное положение, то, фиксируя патрон 11 с заготовкой 8 в необходимом положении. При этом обработка ведется инструментом головки 19, по набору инструмента, соответствующего технологическим операциям позиции ж. После обработки гидроцилиндр 5 или прииспользованы известные устройства для., отводят верхнюю полумуфдоворота шпинделя в определенное угловое 35управляемой муфты 4 пт РР „„ЖНРЙ
положение. Приводы 3 вращеняя токарных шпиндельных бабок и механизм 6 блокировки шпинделей расположены на центральной колонне 9, на которой размещен и
электромеханический привод 10 перемещения Q токарной обработки, или в позицию е кулачков патрона 11. Привод 10 связан с других видов обработки, т. е. цикл повторяется в описанной последовательности. После металлообработки на всех позициях а, б, в, г, д, е к ж готовую деталь снимают, устанавливая заготовку 8 в пату управляемой муфты 4 от ее нижней половины, тем самым обеспечивается возможность поворота стола 1 с целью установления патрона 11 шпиндельной бабки 2 с заготовкой 8 в новую позицию б
патроном 11 посредством соосного с колонной 9 вала-шестерни 12, конической шестерни 13, подвижно установленной на шлицевом валу 14, соединенном со штоком
гидроцилиндра 15 и управляемой муфтой 16. 45 трон 11. Обработка заготовок 8 осущестТокарные суппорты 17 установлены на боковых станинах 18, а инструментальные
вляется одновременно на всех указанных позициях.
5 0
шпиндельные головки 19 - на силовых столах 20 и боковых станинах 21.
Станок работает следующим образом. На позиции 3 производят установку заготовки 8 в патрон 11, который механизмом б блокировки шпинделей застопорен, а в случае необходимости обработки в соориентированном положении заготовки 8 - также зафиксирован в етдельном- положении. Зажим заготовки 8 осуществляет электромеханический привод 10, передающий крутящий момент посредством вала-шестерни 12, щестерни 13 и щлицевого вала 14, перемещаемого гидроцилиндром 15 в положении включения управляемой муфты 16. После зажима заготовки 8 гидроцилиндр 15 отводит шлицевой вал 14 в положение отключения управляемой муфты 16. После этого поворотный стол 1 устанавливает заготовку 8 в позицию а токарной обработки или в пози- 0 цию ж другого вида обработки. В позицию а гидроцилиндр 5 включает управляемую муфту 4, .после чего включает привод 3 вращения шпиндельной бабки с заготовкой 8, токарная обработка которой осуществляется с помощью суппорта 17. В позиции ж приводной шток 7 включает управляемую муфту 4, стопоря тем самым шпиндель шпиндельной бабки 2 с заготовкой 8 или, если приводной шток 7 - это устройство доворота шпинделя в определенное положение, то, фиксируя патрон 11 с заготовкой 8 в необходимом положении. При этом обработка ведется инструментом головки 19, по набору инструмента, соответствующего технологическим операциям позиции ж. После обработки гидроцилиндр 5 или при., отводят верхнюю полумуф., отводят верхнюю полумуфуправляемой муфты 4 пт РР „„ЖНРЙ
токарной обработки, или в позицию е других видов обработки, т. е. цикл повторяется в описанной последовательности. После металлообработки на всех позициях а, б, в, г, д, е к ж готовую деталь снимают, устанавливая заготовку 8 в пату управляемой муфты 4 от ее нижней половины, тем самым обеспечивается возможность поворота стола 1 с целью установления патрона 11 шпиндельной бабки 2 с заготовкой 8 в новую позицию б
вляется одновременно на всех указанных позициях.
нобернуто
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Токарный многошпиндельный станок | 1986 |
|
SU1351715A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| Зажимное устройство | 1981 |
|
SU1009630A1 |
| АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2041044C1 |

9 иг. 2
9иг. 3
Вид 6 повернуто
19
9игЛ
iPm.5
| Комбинированный металлообрабатывающий станок | 1975 |
|
SU539739A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
