Г. ((( - L.
.. ; ...-. -. &сП:-;:: :.t$ffs /.-jejX:: it- . : -. -:
W 25 .t
ками 8, в которых установлены шпиндели с патронами 10 для зажима изделий 11. Шпиндели получают вращение через шестерни 31 и 30, предшпиндельные валы, на которых выполнены ведомые полумуфты, сцепляемые через ведущие полумуфты с приводными валами. Эти валы выполнены полыми и сквозь них пропущены оси 21, управляемые через радиально расположенные двуплечие рычаги 24 гидроцилиндром 27. Сквозь центральные отверстия пред- шпиндельных валов проходят толкатели, закрепленные в фиксирующих элементах 33, поджимаемых пружинами 36 в направлении
торцовых зубьев предшпиндельных валов. На торцах элементов 33 выполнены зубья, предназначенные для взаимодействия с кулачками. Механизм поворота стола 7 выполнен в виде понижающей зубчатой передачи, состоящей из зубчатого венца, выполненного на полумуфте 30, установлен ной на загрузочной позиции,и шестерни, закрепленной на столе. При работе станка во время поворота стола 7 посредством гидроцилиндра 27 через муфту 25, шток 26, рычаги 24 под действием пружин 36 замыкаются торцовые зубья 37 и 38 и происходит фиксация шпинделей. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для многоинструментной обработки кольцеобразных деталей | 1980 |
|
SU984802A1 |
| Устройство для управления перемещением кулачков токарного патрона | 1987 |
|
SU1424986A1 |
| Токарный вертикальный многошпиндельный станок | 1985 |
|
SU1296304A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕТАЛЕЙ ТИПА ЦИЛИНДРЫ МЕТОДОМ РОТАЦИОННОЙ ВЫТЯЖКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2216423C2 |
| МНОГОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1973 |
|
SU399098A1 |
| Токарный многошпиндельный станок | 1978 |
|
SU848144A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
Изобретение относится к станкостроению и может быть использовано в токарных и многоцелевых вертикальных станках последовательного действия. Целью изобретения является расширение технологических возможностей и упрощение конструкции. Станок содержит основание 1, закрепленную на нем неподвижную колонку 2, несущую индексируемый стол 7 с бло
Изобретение относится к станкостроению и может быть использовано в токарных и токарно-многоцелевых вертикальных многошпиндельных станках последовательного действия.
Известен токарный вертикальный вось- мишпиндельный полуавтомат последовательного действия, содержащий основание и закрепленную на нем колонну. На колонне установлен индексируемый стол, сиабже н- ный индивидуальным мальтийским механизмом его поворота и фиксации. На столе по окружности расположены шпиндели с патронами для зажима изделий. Шпиндели на рабочих позициях получают вращение от единого главного привода, состоящего из электродвигателя, редуктора, валов, проходящих сквозь колонну в основание станка, и пары зубчатых колес, одно из которых установлено на приводном валу, соосным с предшпиндельным валом. На рабочих позициях приводные валы соединяются с пред- шпиндельными валами посредством зубчатых полумуфт, управляемых радиально расположенными двуплечими рычагами, связанными со штоком силового гидроцилиндра. На загрузочной позиции предшпин- дельный вал соединяется с тормозом, управляемым также аки; полумуфты. Привод суппортов осуществляется через винтовые передачи от коробок подач, кинематически связанных с редуктором главного привода.
На этом станке можно осуществлять только токарные операции с одного торца детали,закрепленной в патроне.
Известен вертикальный многошпиндельный станок, выполненный так же, как и описанный выше, и содержащий на загрузочной позиции индивидуальный привод поворота шпинделя, состоящий из гидромотора и червячной передачи, червячное колесо которой соединено с приводным валом, и пружинно-гидравлический фиксатор шпинделя, взаимодействующий с диском, закрепленным на шпинделе. Гидромотор и фиксатор управляются соответственно, трехпозиционным и двухпозицийнным гидрораспределителями, включенными в систему управления.
Оснащение загрузочной позиции указанными устройствами позволяет использовать станок для выполнения) токарных операций в автоматическом режиме совместно с загрузочным устройством за счет ори- ентации зажимных кулачков патрона относительно захвата загрузочного устройства и очистки установочных баз патрона от стружки при медленном вращении шпинделя. Однако, возможности станка ограничены последовательным выполнением только токарных операций с одного торца. Кроме того, в этом станке, как и в предыдущем аналоге, усложнена конструкция в результате наличия специального мальтийского механизма поворота стола. Также усложняет конструкцию и снижает надежность пружинно-гидравлический фиксатор шпинделя и гидравлическая система управления фиксатором и гидромотором индивидуального привода поворота шпинделя на загрузочной позиции. Таким образом, недостатками известного станка являются ограниченные технологические возможности и сложность конструкции.
Цель изобретения - расширение техно логических возможностей за счет сочетания токарных и нетокарных операций путем обеспечения жесткой фиксации шпинделей в процессе поворота стола и упрощение конструкции.
Поставленная цель достигается тем, что многошпиндельный станок снабжен механизмом фиксации шпинделей в виде торцо- вых зубьев, выполненных на предшпиндельных валах фиксирующих эле- ментов, установленных с возможностью взаимодействия с зубьями предшпиндельных валов во введенных в станок гильзах, расположенных в индексируемом столе, толкателей, закрепленных на фиксирующих элементах с возможностью взаимодействия с осями ведущих полумуфт и расположенных в выполненных в предшпиндельных валах центральных отверстиях, при этом ведущая полумуфта, расположенная в пози- ции загрузки, выполнена с наружным зубчатым венцом, посредством которого она кинематически связана с шестерней, закрепленной на индексируемом столе.
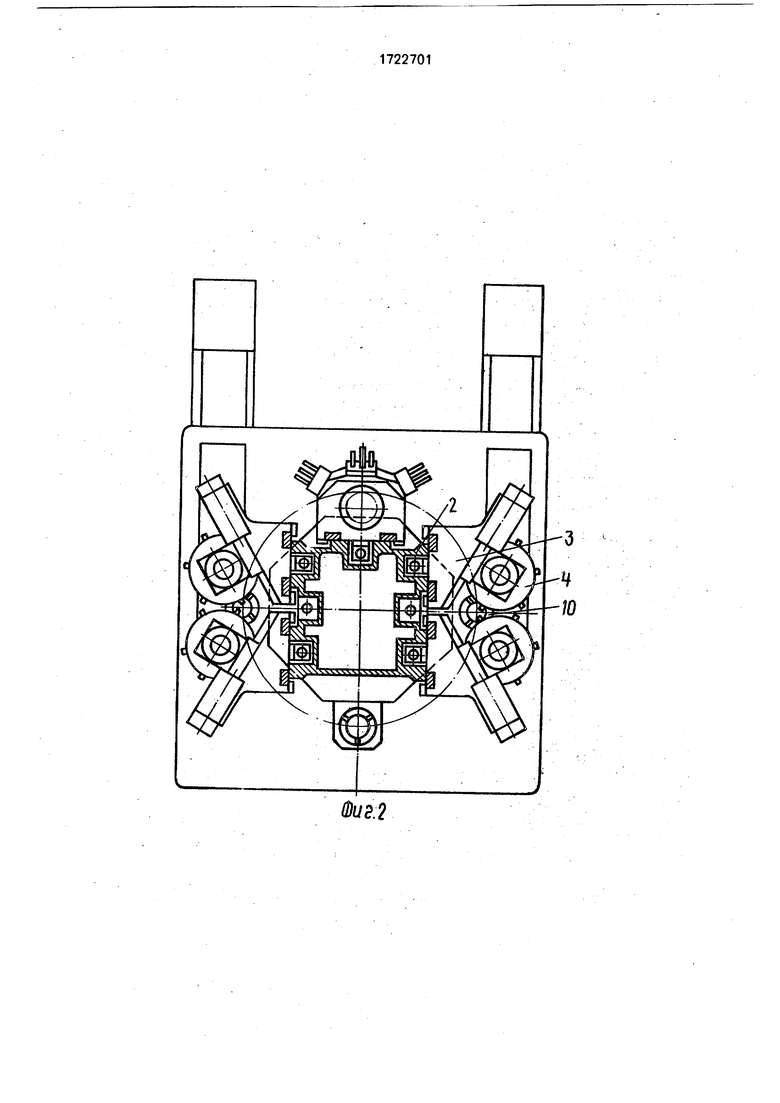
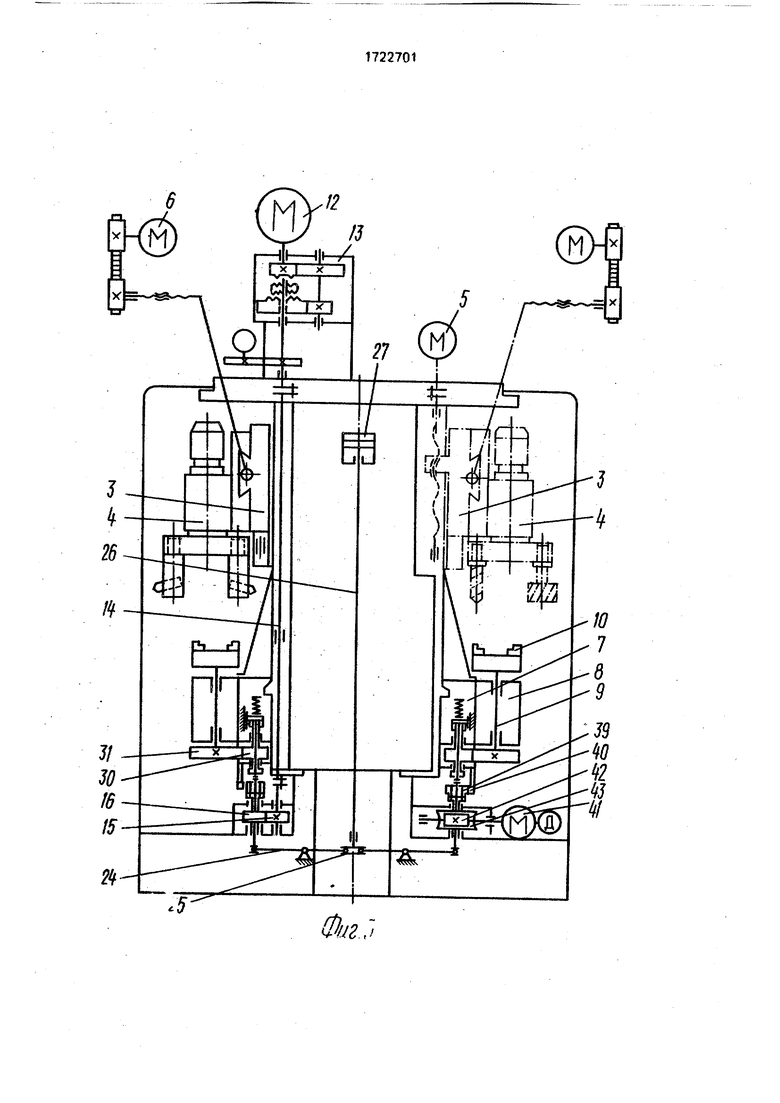
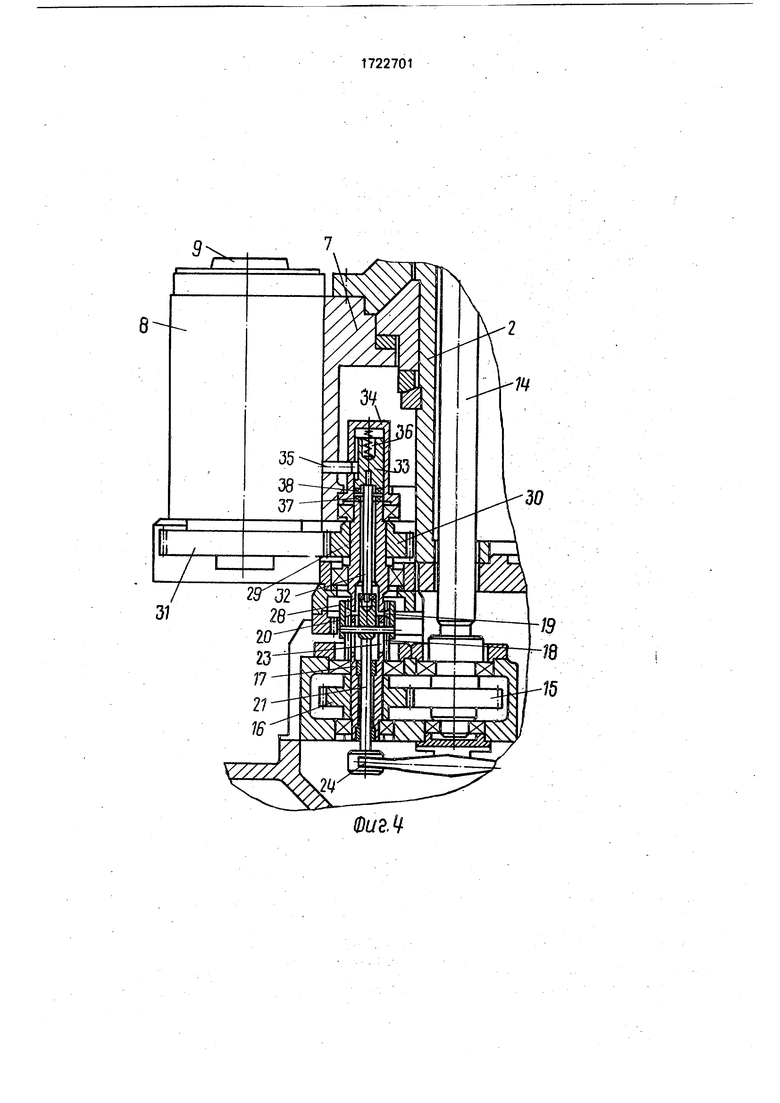
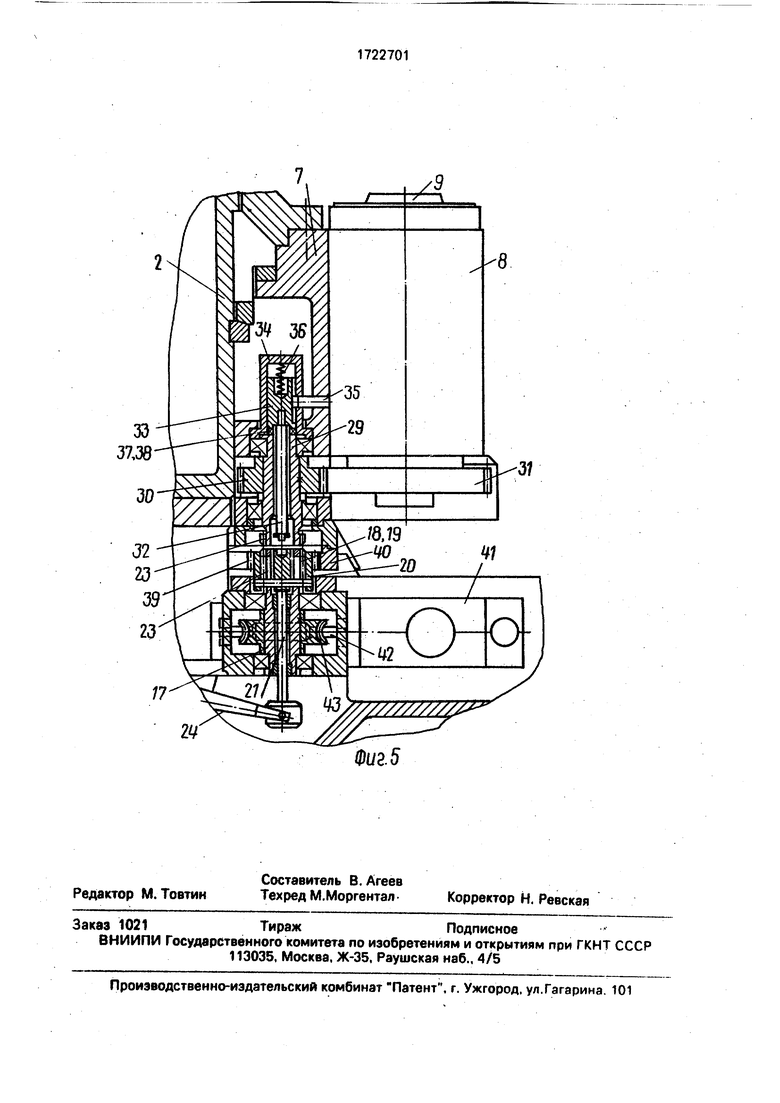
На фиг. 1 изображен станок, продоль- ный разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - кинематическая схема станка; на фиг. 4 - шпиндельный блок и механизм передачи вращения шпинделю (во включенном положении) на рабочей зиции; на фиг. 5 - шпиндельный блок и привод поворота и угловой ориентации шпинделя (в включенном состоянии) на загрузочной позиции.
Вертикальный многошпиндельный ста- нок содержит основание 1 и закрепленную на нем колонну 2, на рабочих позициях которой установлены суппорты 3 с инструментальными головками 4 (фиг. 1 и 2). Суппорты снабжены индивидуальными приводами 5 и б, управляемыми от системы числового программного управления станком (фиг. 3). На колонне установлен индексируемый стол 7. несущий шпиндельные блоки 8 со шпинделями 9, на которых установлены патроны 10 для зажима изделий 11 (фиг. 1).
Вращение шпинделям, установленным на рабочих позициях, передается от индивидуальных приводов 12, управляемых от системы ЧПУ, через редуктор 13, вертикальный вал 14, шестерни 15 и 16 (фиг. 3). Шестерни 16 закреплены на приводных валах 17 редукторов, установленных в основании 1. Приводные валы выполнены полыми и снабжены наружными зубчатыми венцами 18, находящимися в зацеплении с внутренними венцами 19 ведущих полумуфт 20 (фиг. 4 и 5). Полумуфты 20 соединены с осями 21 посредством штифтов 22, проходящих сквозь диаметрально противоположные продоль- ные окна 23. выполненные в стенках приводных валов 17. Оси 21 могут совершать возвратно-поступательные перемещения под действием шарнирно связанных с ними двуплечих рычагов 24, расположенных радиально и приводимых в движение через муфту 25, шток 26 при помощи гидроцилин дра 2 (фиг. 1 и 3).
Ведущие полумуфты 20 сцепляются с ведомыми полумуфтами 28. выполненными на предшпиндельных валах 29, установленных на подшипниках в индексируемом столе (фиг. 4 и 5). На валах 29 закреплены шестерни 30, находящиеся в зацеплении с шестернями 31, закрепленными на шпинделях 9 (фиг. 4). Валы 29 выполнены со сквозными центральными отверстиями, через которые проходят толкатели 32, предназначенные для взаимодействия с осями 21 и закрепленные в фиксирующих элементах 33, Эти элементы установлены в гильзах 34, закрепленных в индексируемом столе 7. зафиксированы от поворота штифтами- шпонками 35 и поджаты пружинами 36 в направлении предшпиндельных валов 29, которые снабжены торцовыми зубьями 37, предназначенными для сцепления в фиксированном положении шпинделей 9 с соответствующими торцовыми зубьями 38 фиксирующих элементов 33.
На загрузочной позиции ведущая полумуфта 20 снабжена наружным зубчатым венцом 39. находящимся в зацеплении при зафиксированных шпинделях с шестерней
40,закрепленной на индексируемом столе 7 (фиг. 5). Венец 39 и шестерня 40 образуют понижающую зубчатую передачу, предназначенную для поворота стола при помощи двигателя 41 привода поворота и ориентации шпинделя, червяка 42 и червячного колеса 43, закрепленного на соответствующем приводном валу 17.
Станок работает следующим образом.
После установки заготовки в патрон 10 при остановленных и зафиксированных шпинделях, как это показано на фиг. 5, двигатель 41 через червяк 42, червячное колесо 43, соответствующий приводной вал 17. ведущую полумуфту 20, имеющую наружный зубчатый венец 39, и шестерню 40 поворачивает- расфиксированный стол 7 относительно неподвижной колонны 2 на одну позицию. Угол поворота контролируется датчиком Д, установленным на двигателе
41,и системой ЧПУ. Затем при помощи специального устройства (не показано) стол фиксируется и зажимается на колонне. Под действием гидроцилиндра 27 через шток 26 муфту 25, радиально расположенные двуплечие рычаги 24. оси 21, штифты 22. ведущие полумутфы 20. перемещаясь вверх. своими внутренними венцами 19 входят в зацепление с ведомыми полумуфтами 28 предшпиндельных валов 29. чем достигается замыкание кинематических цепей между
приводами 12 и шпинделями 9. Одновременно оси 21, воздействуют на толкатели 32 и фиксирующие элементы 33, сжимают пружины 36 и расцепляют торцовые зубья 37 и 38, чем достигается расфиксация шпинделей. Кроме того, венец 39 выходит из зацепления с шестерней 40 стола.
По выполнении указанных операций включаются соответствующие приводы 12 шпинделей 9 и приводы 5 и 6 суппортов 3 и от системы ЧПУ при помощи инструментальных головок 4 производится токарная обработка изделий 11. На позиции выполнения дополнительных операций (если таковая имеется) производится нетокарная обработка, при этом дополнительный двигатель 41 может управлять шпинделем 9 по полярной координате. На загрузочной позиции при помощи основного двигателя 41 происходит ориентация кулачков патрона
10относительно захвата загрузочного устройства, снятие (или поворот) изделия, очистка установочных баз патрона при его медленном вращении и установке очередной заготовки.
По завершении описанных операций суппорты на рабочих позициях отводятся в исходные положения,приводы отключаются и посредством гидроцилиндра 27 через шток 26. муфту 25, двуплечие рычаги 24 и другие упомянутые выше элементы под действием пружин 36 замыкаются торцовые зубья 37 и 38 и производится фиксация шпинделей 9 и сцепление венца 39 с шестерней 40 для перевода стола 7 с изделиями
11в следующую позицию.
Далее цикл повторяется вышеописанным образом.
Подобное исполнение вертикального многошпиндельного станка последовательного действия позволяет расширить его технологические возможности за счет жесткой фиксации шпинделей в процессе поворота стола, что обеспечивает перевод изделия от позиции к позиции в строго ориентированном угловом положении для сочетания токарных и нетокарных операций, а также последовательной обработки с обоих торцов и автоматизацию загрузки и выгрузки изделий. Кроме того, совмещение привода
вращения и ориентации шпинделя на загрузочной позиции с механизмом поворота стола, а также предельная унификация практически всех деталей привода шпинделей на всех позициях позволяет упростить конструкцию станка.
Ф о р м у л а и з о б р е т е н и я Вертикальный многошпиндельный станок, содержащий основание с закрепленной на нем колонной, индексируемый стол с механизмом поворота, установленный на колонне, шпиндельные блоки со шпинделями, установленные на индексируемом столе, приводы вращения шпинделей,
кинематически связанные со шпинделями посредством зубчатых муфт, ведомые полумуфты которых выполнены с наружными венцами и установлены на предшпин- дельных валах, расположенных в индексируемом столе, а ведущие полумуфты установлены на осях, связанных с приводными валами, расположенными в основании, и выполнены с внутренними венцами, и установленный на основании и загрузочной позиции привод угловой ориентации шпинделя с механизмом фиксации и червячной передачей, червячное колесо которой закреплено на приводном валу, отличающийся тем, что, с целью расширения
технологических возможностей за счет сочетания токарных и нетокарных операций и упрощения конструкции, многошпиндельный станок снабжен механизмом фиксации шпинделей в виде торцовых зубьев, выполненных на предшпиндельных валах, фиксирующих элементов, установленных с возможностью взаимодействия с зубьями предшпиндельных валов во введенных в станок гильзах, расположенных в индексируемом столе, толкателей, закрепленных на фиксирующих элементах с. возможностью взаимодействия с осями ведущих полумуфт и расположенных в выполненных в предшпиндельных валах центральных отверстиях, при этом ведущая полумуфта, расположенная в позиции загрузки, выполнена с наружным зубчатым венцом, посредством которого она кинематически связана с шестерней механизма поворота, закрепденной на индексируемом столе,
ФигЗ
ФигА
| Авторское свидетельство СССР № 1514559, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
