Ј-Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железо-бЕТОННыХ издЕлий | 1979 |
|
SU806418A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037405C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХРЯДНЫХ БЕТОННЫХ ОТОПИТЕЛЬНЫХ ПРИБОРОВ | 1996 |
|
RU2101168C1 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1094743A1 |
| Форма для изготовления изделий из бетонных смесей | 1984 |
|
SU1186490A1 |
| Бортоснастка для изготовленияСТРОиТЕльНыХ издЕлий | 1978 |
|
SU806416A1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1133102A1 |
| Форма для изготовления железобетонных изделий с арматурными выпусками | 1986 |
|
SU1337265A1 |
| Предварительно напряженная плита сборного дорожного или аэродромного покрытия,устройство и способ для ее изготовления | 1981 |
|
SU987004A1 |
| Форма-вагонетка для изготовления длинномерных строительных изделий | 1981 |
|
SU1004101A1 |
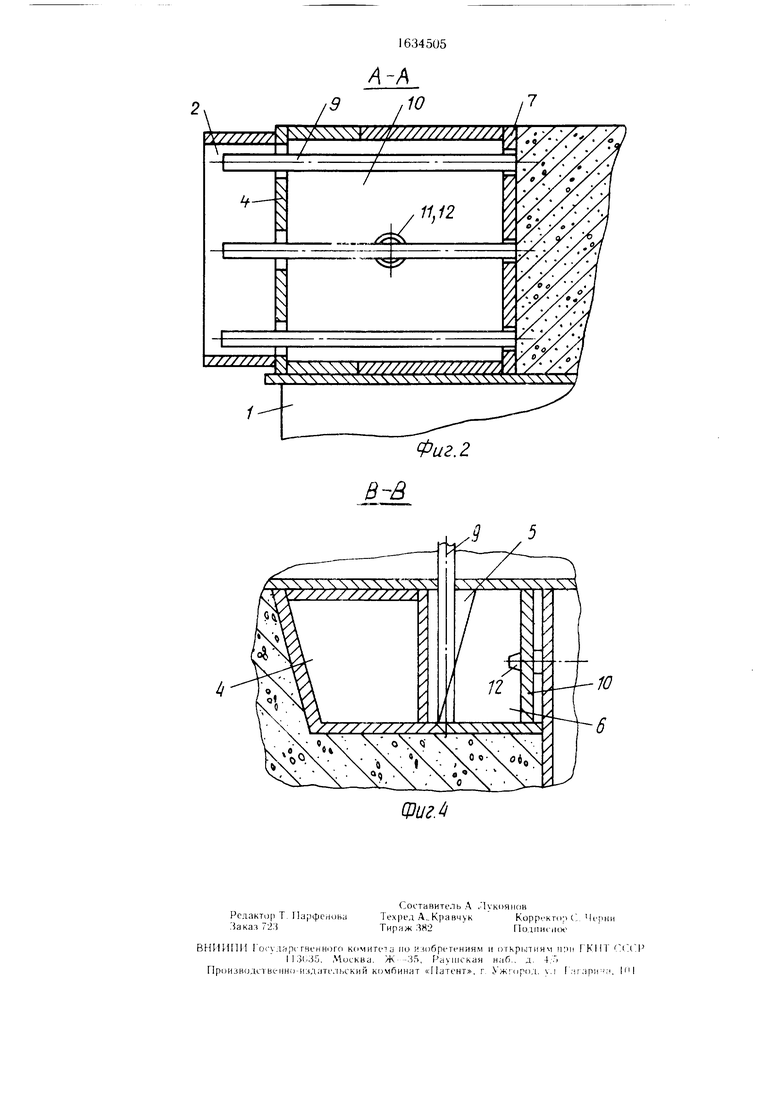
Изобретение относится к формам для изготовления железобетонных изделий с арматурными выпусками. Цель - обеспечение возможности изготовления и распалубки изделий с многорядным расположением арматурных выпусков. Форма содержит поддон 1,торцовые и продольные 3 борта и пустотообразователи, образованные трапецеидальной призмой 4, жестко закрепленной на торцовом борту, и вкладышем 6, устанавливаемым на поддоне Стенка 10 вкладыша контактирует с продольным бортом 3 с помощью конического фиксатора 12, на стенке 7 вкладыша имеются прорези 8 для арматурных выпусков 9. После установки на поддон арматурного каркаса закрывают торцовые борта, устанавливают на выпуски вкладыши 6 и закрывают продольные борта 3, при этом фиксатор 12 входит в отверстие 11 стенки 10, фиксируя при этом вкладыш в рабочем положении. Распалубка изделия осуществляется в обратном порядке. Заменяя вкладыши 6 с различными прорезями, можно в одной и той же форме изготавливать изделия с различным армированием, при этом зазор между выпусками и прорезями может быть сведен к минимуму. 4 ил. § (Л
4 875
Х ЧЛ//уХ//УУ
/ /у.
11
N
к. ччч ч
0
со
4
сл
о сд
т
12
V
прямоу юльнои I рапеиеидальной приз- 4 имеющей ВЫСТУПЫ 5 в верхней и
Изобретение относится к промышленное in сборною железобетона, в частности к формам, обеспечивающим изготовление железобетонных изделий с арматурными вы- и сками
Це 1ью и зобретения является обеспечение возможности изготовления и распалубки из- имии с мноюрядным расположением арма- выпусков
На фиг 1 показана предлатаемая форма, вид сверху, на фиг 2 - разрез А-А на фиг 1, на фш 3 разрем Б-Б на фиг 1 (повер- ), на фиг 4 - разрез В-В на фиг 3 Форма содержит поддон 1, горновые 2 и про юльные 3 борта и пустотшбразовате- П1 каждый из которых образован двумя цементами, первый из которых выполнен в ни к жестко закрепленной на торцовом бор- i s мы
нижней частях для контактирования со вторым -меменгом, выполненным в виде вкда- п,ш,а о, на стенке 7 которою имеются пюрези 8 ыя арматурных выпусков Ч На сгенке 10 вкла :ыша. примыкающей к про к) ТЫЮМУ борт 3. имеется отверстие 11, кон 1 акгнр ющее с коническим фиксатором 12 6opia 5
Форма ыя и зт отопления железобетонных н зимни с арматурными выпусками работа- i i с КМУ кипим обра юм
На по 1 юн устанавливается арматурный каркас с выпусками 9, на арматурные выпеки УС г анавливаюг вкладыши 6 таким об- IIJUAI, чтобы прорези 8 охватывали арма- i м1ые выпуски, taieM yi ганавливаются про ы 1ьные 3 и юрцовые 2 борта и фикс пру юге я между собой «мками 13
ll in установке продольных бортов i конические фиксаторы 12 входя в отверстия 11 испок 1(1 и BKiau iun b посредством фикса- юров 12 и ВЫСТУПОВ Г) фиксируются в про елггюу .loлJжeнии После сборки форма $а/
/
/
/
/
13
0
5
0
5
полняется бетонной смесью, уплотняется и подается на термообработку Распалубка изделия производится в обратном порядке. Отводятся торцовые борта 2 вместе с элементами wn 4, затем открываются продольные борта 3, изделие приподнимается, и вкладыши 6 огпорождаются с выпусков изделия
Предлагаемое техническое решение поз воляет формовать железобетонные изделия с арматурными выпусками, расположенными в несколько рядов по вертикали Конструктивная простота пустотообразователей обуславливает удобство их эксплуатации и незначительные трудозатраты при изготовлении Заменяя вкладыши б пустотообра ю- вателей с различными прорезями для арматурных выпусков, можно в одной и той же форме формовать и иедия с различной арматурой в зависимости от на рузок, при том зазор между арматурными выпусками и про резями пустотообразователей будет минимальным
Формуш июбрегения
Форма для изготовления железобетонных изделии с арматурными выпусками, содер жатая поддон, торцовые и продольные борта и пустогообра шватели, отличающаяся тем, что, с целью обеспечения возможности изютовления и распалубки изделий с мноюрядным расположением арматурных выпусков каждый п стоюобразователь выполнен в виде жестко закрепленной на торцовом боргу прямоуюльной трапецеидальной призмы, имеющей выступы в верхней и нижней частях, и контактирующего с ними вкладыша, имеющего прорези для арматурных ВЫНУ сков, и отверстие для связи с продольным боргом, снабженным коническим фиксато ром, взаимодействующим с отверстием вкладыша
LiL
7
k .
Фиг.1
У///////
,
§
Ъ SX SSSW//rf//////////////.
I
|
x vv////////w/////w
/
10
XVs
Фиг. 2
в-в
| Форма для изготовления изделий из бетонных смесей | 1984 |
|
SU1186490A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Форма для изготовления железобетонных изделий с арматурными выпусками | 1986 |
|
SU1337265A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
