В настоящее время процесс прокатки бесшовных труб на одноклетьевоы пильгерстане с индивидуальным приводом клети состоит из двух операций - затравки гильзы в валки и установившегося процесса прокатки. Прокатка проводится с постоянными числом оборотов валков и величиной подачи по всей длине гильзы. При таком способе не используются все резервы скоростного режима механизмов.
Предложепный способ прокатки состоит в том, что в начале процесса прокатки скорость прокатного двигателя устанавливают максимальной по условиям сцепления при затравке, а затем увеличивают по мере увеличения прокатанной части трубы. При таком способе прокатки повышается производительность пильгерстана.
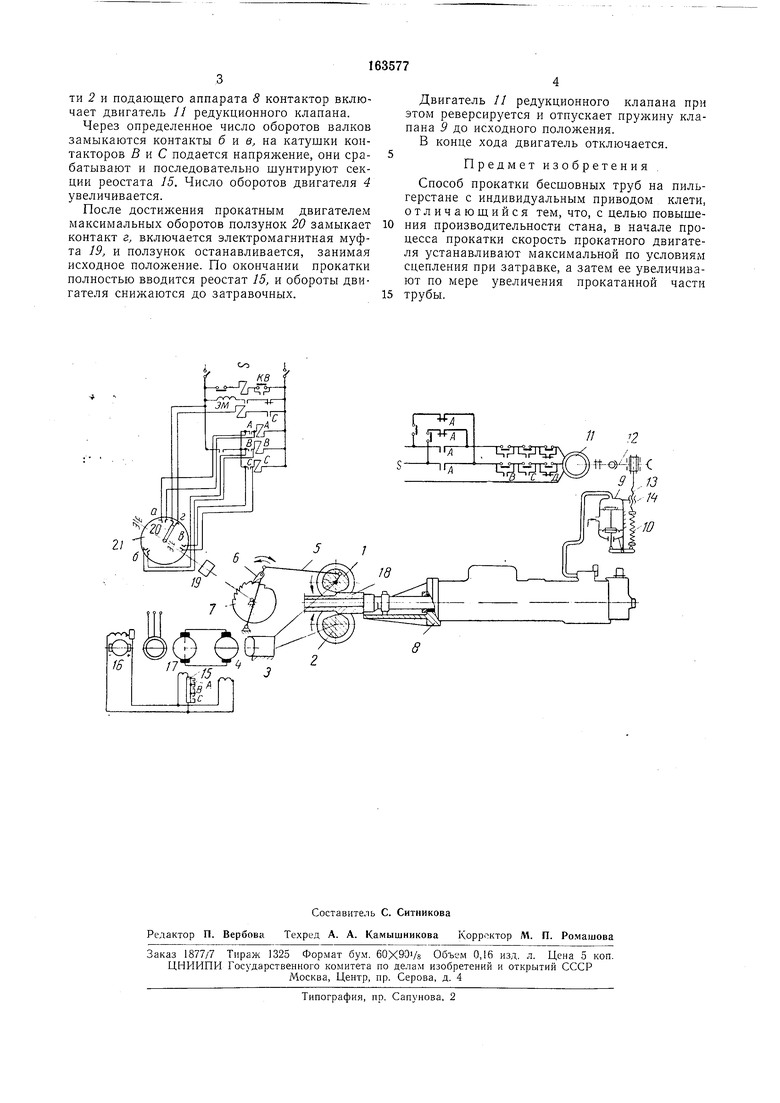
На чертеже изображен один из вариантов устройства для осуществления предложенного способа.
В процессе прокатки сила сцепления между гнльзой Н дорном, а также зависящее от нее максимально допустимое ускорение возрастают. Поэтому число оборотов валков в период прокатки можно постепенно увеличивать, начииая с максимально возможных при затравке, поддерживая режим нильгерования оптимальным.
постоянного тока 4, управляемым по системе Г-Д. От валка / через кривошипно-щатунный механизм 5 и собачку 6 приводится во вращение храповое колесо 7. Режим работы подающего аппарата 8 пильгерстана регулируется с помощью редукционного клапана 9.
Давление воздуха, поступающее в аппарат 8 после редукционного клапана, определяется силой затяжки пружины 10. Изменение величины затяжки осуществляется при помощи асинхронного двигателя // через червячный редуктор 12 Н винт 13 с гайкой 14.
В начале прокатки двигатель работает на затравочных оборотах, и реостат 15 в цепи возбуждення возбудителя /б генератора 17 полностью введен. После затравки гильзы 18 подающий аппарат 8, перемещаясь к валкам, замыкает контакты конечного выключателя КВ. Дальнейшее срабатывание релейно-контакторной аппаратуры приводит к включению электромагнитной муфты 19. Ползунок 20, приводимый в движение от колеса 7, начинает перемещаться по диску 2, замыкая последовательно контакты а, б, в, г.
25
При замыкании контакта а подается напряжение на катущку контактора А и контактор срабатывает, часть реостата 15 щунтируется, и скорость двигателя 4 увеличивается. Для поддержания синхронизма в работе пильгерклети 2 и подающего аппарата 8 контактор включает двигатель 11 редукционного клапана.
Через определенное число оборотов валков замыкаются контакты б и в, на катушки контакторов В и С подается напряжение, они срабатывают и последовательно шунтируют секции реостата 15. Число оборотов двигателя 4 увеличивается.
После достижения прокатным двигателем максимальных оборотов ползунок 20 замыкает контакт г, включается электромагнитная муфта 19, и ползунок останавливается, занимая исходное положение. По окончании прокатки полностью вводится реостат 15, и обороты двигателя снижаются до затравочных.
Двигатель // редукционного клапана при этом реверсируется и отпускает пружину клапана 9 до исходного положения.
В конце хода двигатель отключается.
Предмет изобретения
Способ прокатки бесшовных труб на пильгерстане с индивидуальным приводом клети, отличающийся тем, что, с целью повышения производительности стана, в начале процесса прокатки скорость прокатного двигателя устанавливают максимальной по условиям сцепления при затравке, а затем ее увеличивают по мере увеличения прокатанной части трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизации работы подающего аппарата пилигримового стана | 1960 |
|
SU142617A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 ММ С ТОЛЩИНОЙ СТЕНКИ ОТ 8 ДО 90 ММ НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2519195C1 |
| "Способ неподвижного соединения деталей типа "вал-втулка" | 1991 |
|
SU1829991A3 |
| Устройство для автоматического управления приводом роторных ножниц | 1956 |
|
SU106259A1 |
| СПОСОБ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ СЛИТКОВ И ЗАГОТОВОК СПЛАВОВ НА ОСНОВЕ ТИТАНА НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2315672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ, СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ, РЕЕЧНЫЙ СТАН, А ТАКЖЕ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2016 |
|
RU2690621C2 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| Способ управления пилигримовым станом | 1986 |
|
SU1398941A1 |
| Устройство для смазки ручьевых валков | 1988 |
|
SU1715458A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ КОВАНЫХ И НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК (НЛЗ), СЛИТКОВ ЭШП И ВДП НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2276625C2 |
// 2
