[01] Изобретение относится, во-первых, к способу изготовления металлической трубы из заготовки, при котором заготовка сначала прошивается, затем вытягивается на реечном стане, а потом начисто прокатывается в форме трубы, причем реечный стан, предпочтительно, содержит, по меньшей мере, два блока толкателей с разными диаметрами толкателей.
[02] Изобретение относится также к способу эксплуатации установки для изготовления бесшовных труб с прошивным станом, с располагающимся за прошивным станом реечным станом и с располагающимся за реечным станом чистовым прокатным станом, в частности, редукционно-растяжным прокатным станом, в котором для изготовления металлической трубы из заготовки данная заготовка сначала прошивается в прошивном стане, затем вытягивается в реечном стане и потом начисто прокатывается в форме трубы в чистовом прокатном стане.
[03] Изобретение относится далее к реечному стану с толкателем и, по меньшей мере, с двумя роликовыми обоймами, расположенными на кольцевой платформе.
[04] Изобретение относится кроме того к установке для изготовления бесшовных труб с прошивным станом, с располагающимся за прошивным станом реечным станом и с располагающимся за реечным станом чистовым прокатным станом, в частности, редукционно-растяжным прокатным станом, причем прокатный стан рассчитан на систему калибров, а реечный стан содержит, по меньшей мере, два блока толкателей с разными диаметрами толкателей.
[05] Соответствующий аналогичный способ изготовления металлической трубы, способ эксплуатации установки для изготовления бесшовных труб, а также реечный стан и установка для изготовления бесшовных труб уже достаточно хорошо известны из уровня техники. В частности, находят применение, например, прошивные косовалковые станы, такие как прошивной стан поперечно-винтовой прокатки с грибовидными валками, в качестве прошивных станов и/или редукционно-растяжные трубопрокатные станы в качестве чистовых прокатных станов в соответствующих установках для изготовления бесшовных труб, а также при эксплуатации установок для изготовления бесшовных труб подобного рода.
[06] Например, техническое решение патента DE 3742155 А1, в частности, описывает способ изготовления металлических бесшовных труб, в котором сначала открытая гильза получает на своем переднем конце путем уменьшения ее внутреннего диаметра упор для торцевой поверхности дорна, протянутого через расположенные в продольном направлении одну за другой обжимные клети, в которых три или четыре свободно вращающиеся ролика образуют калибр, затем с помощью тянущего движения дорна прогоняется через обжимные клети, тем самым уменьшается в своем наружном диаметре и растягивается на дорне.
[07] Далее в патенте ЕР 1498193 А1 описывается способ, а также устройство для изготовления бесшовных труб из металла, в частности из стали, из стержнеобразно прокатанной или литой заготовки, указанный способ, в частности, характеризуется тем, что после введения дорна в прошитую из заготовки толстостенную полую гильзу удаляется дно гильзы, затем происходит вытягивание гильзы, а перед растягиванием гильзы на реечном стане загибается открытая с вводной стороны реечного стана концевая часть вытянутой гильзы, из-за чего, благодаря отсутствию толстостенного дна гильзы удается избегать дефектов поверхности при вытягивании и прокатке, что, в свою очередь, позволяет обеспечивать значительное улучшение качества бесшовных труб.
[08] Также в DE 636741 С, DE 640955 С и DE 911365 С описываются реечные станы, причем в каждом из них между вытяжными калибрами с ведомыми роликами расположены фрикционные калибры с приводными фрикционными валками, что позволяет уменьшать нагрузку на геометрическое замыкание в области дна и достигать более высоких коэффициентов растяжения.
[09] Задачей предлагаемого изобретения является разработка экономичного метода изготовления бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см).
[10] Данная задача решается в принципе благодаря тому, что реечный стан берет на себя задачи агрегатов, которые в обычной технологической цепочке располагаются перед реечным станом, или передает задачи тем агрегатам, которые в обычной технологической цепочке располагаются за реечным станом. При учете данной основной идеи имеются различные конкретные решения, которые, хотя фактические задачи всего лишь сдвигаются внутри технологической цепочки, все же неожиданно приводят к сокращению расходов при изготовлении бесшовных металлических труб, в частности, также средних и относительно больших диаметров.
[11] Изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производиться благодаря способу изготовления металлической трубы из одной заготовки, при котором заготовка сначала прошивается, затем вытягивается на реечном стане, а потом начисто прокатывается в форме трубы. Данный способ характеризуется тем, что прошитая заготовка сначала проталкивается вперед на реечном стане, по меньшей мере, одним валком, расположенным в роликовой обойме реечного стана. При этом еще не прошитая заготовка может быть известным образом прошита в виде гильзы или прошитой болванки, причем после этого данная гильза вытягивается на реечном стане в трубную заготовку, причем гильза или трубная заготовка сначала подаются ведущей частью минимум одного валка, расположенного в роликовой обойме реечного стана, дополнительно к толкателю по направлению толкания и прокатки реечного стана. Предпочтительно, эта ведущая часть содержит один валок роликовой обоймы. Благодаря собственной ведущей части реечного стана в начале процесса толкания воздействующее на заготовку усилие не должно производиться исключительно одним лишь толкателем, из-за взаимодействия между толкателем и прошитой заготовкой. Соответственно, трудозатраты которые до этого были необходимы для подготовки данного взаимодействия, например, гибка, могут быть сокращены, что, соответственно позволяет уменьшить производственные расходы.
[12] Далее реечный стан может отличаться приводным устройством, с помощью которого ролики, или, по меньшей мере, один ролик роликовой обоймы, расположенной первой по направлению действия толкателя, могут вращаться для продвижения гильзы или трубной заготовки, таким образом, чтобы эти ролики действовали как валки. Соответственно, изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производиться благодаря применению реечного стана с толкателем и, по меньшей мере, двумя расположенными на кольцевой станине роликовыми обоймами, если реечный стан отличается тем, что, по меньшей мере, роликовая обойма, расположенная первой по направлению действия толкателя, имеет, по меньшей мере, один приводной валок. Это является условием того, что расходы могут быть соответственно сокращены, благодаря, в частности, тому, что можно будет отказаться от производимых ранее действий, таких как, например, гибка, и связанные с этим трудозатраты отпадут.
[13] Таким образом, прошитая заготовка на реечном стане может сначала подаваться, по меньшей мере, одним валком, расположенным в роликовой обойме реечного стана, пока фрикционное замыкание между толкателем и прошитой заготовкой или гильзой не достигнет достаточно высокой степени, и движение не сможет осуществляться как на обычном реечном стане одним толкателем. Разумеется, что при этом могут быть задействованы несколько валков, как и несколько роликовых обойм.
[14] Изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производиться дополнительно или альтернативно к вышеописанному применению ведущего приспособления в одной роликовой обойме реечного стана способом изготовления металлической трубы из одной заготовки, при котором заготовка сначала прошивается, затем вытягивается на реечном стане, а потом начисто прокатывается в форме трубы, причем данный способ отличается тем, что, по меньшей мере, ролики первой роликовой обоймы реечного стана создают фрикционное замыкание между толкателем реечного стана и прошитой заготовкой или гильзой, так, чтобы продвижение прошитой заготовки или гильзы могло быть поддержано движением вперед толкателя или осуществлено исключительно им. В отличие от известных реечных станов или соответствующих способов изготовления, при которых фрикционное или геометрическое замыкание между толкателем и прошитой заготовкой обеспечивается произведенными до этого операциями, такими как, например, гибка, или, как это описано в патентах DE 636741 С, DE 640955 С или DE 911365 С, роликами в прокатных калибрах оказывается дополнительное фрикционное воздействие, в данном случае фрикционное замыкание между толкателем и реечным станом, благодаря которому лишь и становится возможным толкательный процесс, производится на самом реечном стане. С созданием фрикционного замыкания между толкателем и прошитой заготовкой, продвижение вперед заготовки может осуществляться самим толкателем, как на обычном реечном стане.
[15] Понятно, что двигающий заготовку вперед валок с одной стороны и создающие фрикционное замыкание ролики с другой стороны как совместно, так и по отдельности представляют соответствующие преимущества. Так, например, двигающий заготовку вперед валок может продвигать ее в одиночку через калибр, образуемый роликовыми обоймами реечного стана, пока в целом трение между толкателем и станом не станет достаточно большим для того, чтобы можно было отказаться от воздействия валка для продвижения заготовки вперед, и эту задачу смог бы обеспечить один толкатель, как это и происходит на обычном реечном стане. Также возможно, что при отказе от двигающего заготовку вперед валка ролики первой роликовой обоймы способны создать достаточное взаимодействие между толкателем и прошитой заготовкой, так что продвижение последней вперед может быть обеспечено одним толкателем. Кроме того эти операции могут быть комбинированы таким образом, чтобы валок сначала помогал продвигать заготовку вперед, а ролики, при необходимости вместе с валком, усиливали фрикционное замыкание между толкателем и прошитой заготовкой соответствующими действиями, например, уменьшением калибра первой роликовой обоймы.
[16] В качестве альтернативы или дополнения к созданию фрикционного замыкания между толкателем и прошитой заготовкой роликами первой роликовой обоймы прошитая заготовка или гильза может быть подвергнута гибке на реечном стане и/или прокатана роликами или валками, по меньшей мере, первой роликовой обоймы на толкателе. Также и гибка на реечном стане обусловливает то, что операции, которые при обычном способе изготовления бесшовных металлических труб из одной заготовки производятся до реечного стана, отныне могут производиться на реечном стане при меньших временных затратах, что позволит сократить производственные расходы. При этом гибка может производиться с помощью особого агрегата, что в свою очередь приведет к соответствующим финансовым затратам на данный агрегат. Также гибка может осуществляться с помощью роликов или валков реечного стана, в частности, первой роликовой обоймы. Также и прокатка на толкателе может производиться с помощью валков или роликов реечного стана, предпочтительно, валков или роликов первой роликовой обоймы реечного стана. Также и в данном случае могут применяться несколько роликовых обойм сразу.
[17] Изготовление бесшовных металлических труб, в частности, средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производиться способом изготовления металлической трубы из одной заготовки, при котором заготовка сначала прошивается, затем вытягивается на реечном стане, а потом начисто прокатывается в форме трубы, причем данный способ отличается тем, что свободно размещенная на толкателе прошитая заготовка перед вытягиванием на реечном стане подвергается гибке роликами, по меньшей мере, роликовой обоймы на реечном стане и/или прокатывается на толкателе. Подразумевается, что данные операции по отдельности или совместно, в частности, также с операциями, в которых, по меньшей мере, ролики первой роликовой обоймы реечного стана создают фрикционное замыкание между толкателем реечного стана и прошитой заготовкой и/или прошитая заготовка на реечном стане сначала продвигается вперед, по меньшей мере, одним валком, размещенным в роликовой обойме реечного стана, являются предпочтительными и, в частности, оптимизируют способ изготовления с точки зрения экономичности, благодаря тому, что, например, можно отказаться от гибки перед подачей прошитой заготовки на реечный стан. При этом данное выполнение изобретения позволяет, в частности, в отличие от патента US 2,819,790, при котором гибка хотя и производится на реечном стане, однако для этого требуются специально разработанные гибочные клещи, что позволяет отказаться от дополнительных направляющих приспособлений, необходимых из-за длинного толкателя, поскольку в распоряжении имеется первый валок, который может использоваться для придания направления заготовке.
[18] Изготовление бесшовных металлических труб, в частности, средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производиться дополнительно или альтернативно способом изготовления металлической трубы из одной заготовки, при котором заготовка сначала прошивается, затем вытягивается на реечном стане, а потом начисто прокатывается в форме трубы, причем данный способ отличается тем, что при прошивке заготовка получает постоянный сквозной внутренний диаметр, а затем подается на реечный стан без предварительной гибки. Другими словами это означает, что происходит отказ от гибки или оставления дна или тому подобного прошитой заготовки или гильзы, так что прошитая заготовка или гильза подается на реечный стан, не имея соответствующего дна и не подвергаясь гибке. Далее прошитая заготовка или гильза без соответствующей гибки направляется на реечный стан для дальнейшей обработки и, в частности, без дальнейшей гибки прогоняется через реечный стан, что соответственно ведет к уменьшению отходов.
[19] Благодаря описанному выше способу может быть сэкономлено время при проведении минимум одной технологической операции, либо можно отказаться от одной технологической операции, благодаря чему прошитая заготовка или гильза могут обрабатываться значительно быстрее, а значит и при более высокой температуре, что, в частности, даст положительный эффект в отношении результата формовки, а также издержек.
[20] Подразумевается также, что дальнейшие технологические операции, такие как отделение головки гильзы, расширение и тому подобное, могут быть интегрированы в способ изготовления, если это необходимо для производства определенного вида металлической трубы из заготовки.
[21] Кроме того представляется предпочтительным, если для гибки или прокатки на толкателе прошитая заготовка на реечном стане, по меньшей мере, подвергается гибке, по меньшей мере, роликами первой роликовой обоймы и/или прокатке на толкателе, поскольку там возникновение хорошего взаимодействия или внутреннего фрикционного замыкания между полой заготовкой или гильзой позволяет быстро использовать толкатель для продвижения вперед гильзы и снова производить процесс проталкивания, в основном, по обычной технологии.
[22] Толкательные усилия, которые, в частности, прилагаются в ходе производственного процесса, могут быть с выгодой уменьшены, если ведомые ролики и/или внешняя поверхность заготовки смазываются перед их проходом через ведомые ролики. Подобного рода смазывание может, например, производиться путем нанесения смазочных веществ только на отдельные части заготовки и, соответственно, не должна производиться на всю площадь прошитой заготовки или гильзы, что является экономичным. Так, в частности, оказывается тогда, когда валки с приводом располагаются в той же роликовой обойме, что и ведомые ролики, которые тогда могут смазываться соответствующим образом. При подходящей смазке на участке валков может быть обеспечено повышенное трение, благодаря которому валок или валки могут соответственно особенно хорошо продвигать заготовку вперед. Если после этого через ролик должна проходить соответственно не смазанная или недостаточно смазанная часть, то на этом участке может быть произведена смазка, если это окажется необходимым.
[23] В этой связи является целесообразным, поскольку легко осуществимо с технологической точки зрения, если смазываться будут только ведомые ролики в тех роликовых обоймах, в которых нет валков, соединенных с приводом, и/или внешние поверхности заготовок перед их проходом через такие роликовые обоймы, поскольку благодаря этому может быть обеспечено улучшенное фрикционное замыкание. В частности, благодаря этому может быть уменьшена опасность того, что фрикционное замыкание валков, соединенных с приводом, и заготовки или гильзы может быть понижено из-за смазочных веществ. Поэтому выгодным является, если соответствующая смазка будет применяться преимущественно только в тех роликовых обоймах, в которых нет валков, соединенных с приводами или приводы которых отключены.
[24] Соответствующая операция смазки может с технологической точки зрения особенно просто производиться, если смазываться будут только ролики в тех роликовых обоймах, в которых имеются только ведомые ролики и/или внешние поверхности заготовок перед их проходом через такие роликовые обоймы.
[25] Подразумевается, что выше описанные действия по смазке роликов могут быть полезными также независимо от прочих признаков предлагаемого изобретения при работе с реечными станами с роликовыми обоймами, имеющими с одной стороны ведомые ролики, а с другой стороны ролики или валки, соединенные с приводом.
[26] Далее предпочтительным является, если толкатель реечного стана проталкивает заготовку по станине стана с повышающейся скоростью проталкивания и/или со скоростью проталкивания не превышающей 4 м/с.Если толкатель работает с повышающейся скоростью проталкивания или со сбалансировано ограниченной относительно соответствующего материала, из которого состоит заготовка, скоростью проталкивания, то, в частности, начальное фрикционное замыкание может быть сформировано особенно эффективно. При этом скорость проталкивания должна быть настроена на соответствующий материал, из которого состоит заготовка и толкатель, и должны быть предусмотрены максимальные скорости, определенные на основании опытов и сведенные в соответствующие таблицы. Из патента DE 3021940 уже известно, как действует толкатель с повышающейся скоростью проталкивания через реечный стан, причем в той публикации предусматривается, что выгнутая прошитая заготовка проталкивается через реечный стан, в то время как в предлагаемом изобретении должна применяться повышающаяся скорость проталкивания, в частности, в комбинации с толчками, при которых не производится гибка, но делается ставка в основном на фрикционное замыкание, на прокатку на толкателе или иное поступательное продвижение вперед проталкиваемой прошитой заготовки.
[27] Почти полностью независимый процесс проталкивания может быть реализован с конструктивной точки зрения просто в предлагаемом способе производства, если прошитая заготовка, по меньшей мере, пока она не дошла до первой роликовой обоймы и не вступила в контакт с роликами и/или валками этой роликовой обоймы, помещается с помощью отдельного позиционирующего устройства на толкателе и/или с помощью отдельного вдвигающего модуля направляется к этой роликовой обойме. Это позволит, в частности, при необходимости отказаться от отдельного валочного привода, поскольку вдвигающий модуль, например, дополнительный шток или отдельная цанга, и/или позиционирующее устройство, например, соответствующий выступ на основании толкателя, который затем отсоединяется, продвигает прошитую заготовку до возможной операции гибки, до фрикционного замыкания между толкателем и прошитой заготовкой или до иного достаточно действенного соединения между толкателем и прошитой заготовкой. Таким образом, при правильном осуществлении производственного процесса можно обеспечить, чтобы прошитая заготовка, в частности, до наступления момента, когда будет создана достаточно определенная связь между толкателем и прошитой заготовкой, например, путем гибки или фрикционного замыкания, была правильно позиционирована относительно толкателя. Можно предположить, что как отдельное позиционирующее устройство, так и отдельный вдвигающий модуль смогут обеспечить достаточное усилие, чтобы, по меньшей мере, в начальной фазе процесса проталкивания активно протолкнуть прошитую заготовку через реечный стан, по меньшей мере, пока не появится достаточное силовое или фрикционное замыкание. Это, однако, обуславливает относительно большие сложности с регулировкой, поскольку, в частности, должно быть предусмотрено, в том числе, и растягивание материала, из которого состоит заготовка, при проталкивании. Поэтому предпочтительным является, если как отдельное позиционирующее устройство, так и отдельный вдвигающий модуль, в случае их наличия, смогут оказывать влияние на положение прошитой заготовки только до гибки или до достижения другой формы фрикционного замыкания, чтобы, гибка или создание фрикционного замыкания, например, путем накатывания валков или роликов, происходило на прошитой заготовке целенаправленно на заданных позициях. После этого прошитая заготовка, приведенная таким образом в состояние силового, фрикционного или геометрического замыкания с толкателем, отсоединяется от позиционирующего устройства и/или вдвигающего модуля и продвигается через реечный стан только толкателем и, при необходимости, валками.
[28] Соответственно, изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производится благодаря применению реечного стана с толкателем и, по меньшей мере, двумя расположенными на кольцевой станине, если реечный стан отличается тем, что реечный стан содержит позиционирующее устройство для позиционирования прошитой заготовки на толкателе и/или вдвигающее устройство для перемещения находящейся на толкателе прошитой заготовки по направлению к роликовым обоймам, поскольку благодаря этим вышеуказанным преимуществам могут быть минимизированы сложности связанные с помещением прошитой заготовки на реечный стан.
[29] Позиционирующее устройство, которое позиционирует прошитую заготовку на толкателе и таким образом обеспечивает то, чтобы прошита заготовка вслед за толчком толкателя благодаря передаваемому через позиционирующее устройство геометрическому и/или фрикционному замыканию направлялась сквозь калибр реечного стана, может быть сконструировано таким образом, чтобы геометрическое и/или фрикционное замыкание погашалось, когда возникает достаточное непосредственное фрикционное замыкание между прошитой заготовкой или гильзой и толкателем. В качестве позиционирующего устройства может служить, например, откидывающийся выступ или отводящаяся назад скоба или тому подобная деталь.
[30] Как уже объяснено выше, предпочтительно, если при прошивке заготовка получает постоянный сквозной внутренний диаметр, а затем подается на реечный стан без предварительной гибки. Соответственно изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производится способом изготовления металлической трубы из одной заготовки, при котором заготовка сначала прошивается, затем вытягивается на реечном стане, а потом начисто прокатывается в форме трубы, причем реечный стан содержит, по меньшей мере, два блока толкателей с разными диаметрами толкателей, и данный способ изготовления отличается тем, что заготовка прошивается соответственно диаметру толкателя с подогнанным внутренним диаметром.
[31] Если заготовка прошивается соответственно диаметру толкателя с подогнанным внутренним диаметром, то заготовка или гильза могут быть лучше подогнаны к диаметру толкателя, так чтобы гибка заготовки или гильзы была проще. При известных обстоятельствах можно вообще отказаться от подобной гибки, в частности, если между толкателем и заготовкой или гильзой легко достигается хорошо выраженное фрикционное замыкание.
[32] Подразумевается, что наряду с прошивкой заготовки и вытягиванием ее в гильзу могут быть предприняты и другие технологические операции, например, такие как отделение головной части, расширение или тому подобные. В частности, при необходимости, могут осуществляться технологические операции с помощью клети для снятия трубы с оправки. Подразумевается также, что соответствующая прошивка с подогнанным внутренним диаметром может быть, в частности, комбинирована с другими, вышеуказанными элементами.
[33] Изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производится дополнительно или альтернативно к вышеописанным подходам с применением реечного стана с толкателем и, по меньшей мере, двумя роликовыми обоймами, расположенными в кольцевой станине, причем толкатель на своем конце имеет выступ, диаметр которого больше остальной части толкателя. Подобный выступ может облегчить образование фрикционного замыкания между толкателем и прошитой заготовкой, либо даже обеспечить его в одиночку. Так, например, может быть облегчен процесс гибки, особенно если он производится на реечном стане. Также и ролики, задача которых состоит в обеспечении фрикционного замыкания, могут обеспечить создание фрикционного замыкания с этим выступом, а тем самым и с толкателем, при меньшем расходе энергии на формоизменение заготовки. Если внутренний диаметр прошитой заготовки и внешний диаметр выступа отличаются друг от друга лишь в небольшой степени, то может быть достаточно лишь ввести выступ в прошитую заготовку, чтобы сформировать необходимое фрикционное замыкание, так чтобы толкатель смог обеспечить продвижение прошитой заготовки или гильзы обычным способом. В зависимости от конкретного выполнения технологического процесса или модификации реечного стана этот выступ может использоваться как позиционирующее устройство, которое позиционирует полую заготовку на толкателе с помощью геометрического или фрикционного замыкания, по меньшей мере, в начале операции проталкивания.
[34] При необходимости выступ может выходить из гильзы во время операции проталкивания, причем на выступе может оставаться небольшой остаток гильзы, который затем может быть отправлен в отходы или в последующих процессах по своему внутреннему диаметру снова быть подогнан к внутреннему диаметру остальной гильзы.
[35] Кроме того выступ может быть выполнен съемным, так чтобы он мог быстро заменяться или при необходимости даже использоваться как расходная изнашиваемая деталь.
[36] Подразумевается, что вышеописанный выступ, в частности, может в качестве дополнения использоваться предпочтительно в сочетании с приводным валком, в частности, на роликовой обойме или одной из первых роликовых обойм, или ином ведущем элементе, вместе с позиционирующим устройством или в качестве позиционирующего устройства, с вдвигающим приспособлением или с роликами, создающими фрикционное замыкание, или при отказе от операции гибки.
[37] С помощью предлагаемого реечного стана могут, в частности, производиться описанные здесь производственные процессы, причем при их правильном осуществлении могу быть сокращены временные затраты, так чтобы обрабатываемая заготовка могла проходить следующие технологические операции до их завершения в значительно более горячем состоянии.
[38] В предлагаемом контексте имеется различие между роликами и валками, состоящее в том, что ролики как ограничительная часть формулы изобретения вступают в контакт с соответствующей заготовкой вращаясь и, как правило, оказывая формоизменяющее воздействие, в то время как валки являются роликами, которые вступают или могут вступать во взаимодействие с заготовкой, продвигая ее вперед. Часто ролики не имеют привода, что с точки зрения техники регулирования, значительно проще осуществить, причем в определенных эксплуатационных условиях, например, если прогон заготовок на реечном стане полностью обеспечивается одним толкателем, то и валки могут работать как ведомые.
[39] Кроме того может быть предусмотрено несколько роликовых обойм, имеющих минимум один приводной валок, причем в предлагаемом изобретении речь идет преимущественно о роликовой обойме (роликовых обоймах), расположенной (расположенных) в начале реечного стана, смотря по направлению движения (проталкивания и прокатки).
[40] Здесь следует еще раз указать на то, что приводной валок, позднее, когда фрикционное замыкание между толкателем и заготовкой будет создано в другом месте, может действовать как ведомый ролик.
[41] Если кроме этого реечный стан имеет вталкивающее приспособление для перемещения находящейся на толкателе прошитой заготовки по направлению к роликовым обоймам, то толкатель не нуждается во фрикционном замыкании или дополнительном позиционирующем устройстве, поскольку данное вталкивающее приспособление само сможет производить продвижение заготовки вперед. Например, вталкивающее приспособление может содержать валки, которые, однако, преимущественно не будут оказывать формоизменяющего воздействия, либо это их воздействие будет пренебрежительно малым. При необходимости вталкивающее приспособление может содержать тележку, или отдельный подаватель, или тому подобное. Понятно, что подобное вталкивающее приспособление с конструктивной точки зрения потребует дополнительных расходов, что, однако, в зависимости от конкретных условий, может быть компенсировано за счет отказа от в ином случае необходимого приспособления для гибки, а также более строгого соблюдения технологических требований. Вталкивающее приспособление отпускает прошитую заготовку предпочтительно именно тогда, когда обеспечено достаточное силовое, фрикционное и геометрическое замыкание между толкателем и прошитой заготовкой, так что помощь вталкивающего приспособления служит только точному позиционированию прошитой заготовки относительно толкателя, пока это позиционирование не будет обеспечено другим образом.
[42] В частности, операция проталкивания может быть оптимизирована, если находящаяся на толкателе прошитая заготовка будет направляться к роликовым обоймам с помощью вталкивающего приспособления, пока не будет обеспечено достаточное фрикционное замыкание, что в свою очередь будет означать возврат к известному выполнению технологического процесса. Подразумевается, что, в частности, до образования фрикционного замыкания могут быть еще применены и дополнительные операции, например, те, которые были описаны выше.
[43] При необходимости в клети для снятия трубы с оправки или на чистовом прокатном стане может быть снова произведена подгонка внутреннего диаметра заготовки, если из-за воздействия выступа на конце толкателя возникнут отклонения от заданных значений, например, от постоянного внутреннего диаметра.
[44] Далее могут быть положительно увеличены эффект растяжения и/или фрикционное замыкание, если, по меньшей мере, одна из роликовых обойм имеет четыре ролика, образующие круглый калибр роликовой обоймы. Вследствие этого может быть также повышена передача толкательного усилия с толкателя.
[45] Полая заготовка или гильза могут значительно лучше прогоняться через реечный стан, если роликовая обойма имеет два приводных валка и два ведомых ролика. Причиной этого является, в частности, то обстоятельство, что подобная конструкция с инженерной точки зрения значительно более легко выполнима.
[46] Кроме того манипулирование полой заготовкой, в частности ее позиционирование или подведение, может быть улучшено, если позиционирующее устройство и/или вталкивающее приспособление будут содержать перемещающийся параллельно толкателю и отсоединяемый от прошитой заготовки грейфер и/или перемещающуюся параллельно толкателю и отсоединяемую установку. Поскольку при этом предусмотрен собственный привод для грейфера и установки, место последней может быть, например, предусмотрено на штоке, то речь здесь идет о вталкивающем приспособлении, и грейфер и установка располагаются на толкателе и приводятся в действие им, позиционируют заготовку на толкателе и служат, таким образом, в качестве позиционирующего устройства.
[47] Усовершенствование предусматривает, что грейфер и/или установка могут быть объединены с толкателем, так что грейфер становится позиционирующим устройством, которое позиционирует прошитую заготовку относительно толкателя и так синхронизирует движение заготовки с движением толкателя до тех пор, пока не происходит отпускание заготовки, осуществляющееся путем раскрытия грейфера или путем отцепления. Благодаря этому операция передачи заготовки может быть значительно усовершенствована.
[48] Также изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производится с применением реечного стана с толкателем и, по меньшей мере, двумя роликовыми обоймами, расположенными в кольцевой станине, у которого, во-первых, длина кольцевой станины реечного стана короче или равна двойной длине самой длинной заготовки, проходящей через реечный стан, всей системы калибров, для которой рассчитан реечный стан; и/или у которого, во-вторых, роликовые обоймы могут быть установлены сбоку на кольцевой станине.
[49] Первый вариант, касающийся длины кольцевой станины, в частности, позволяет достигать, в частности очень малых коэффициентов растяжения. Помимо того, он позволяет делать реечный стан более компактным. Соответственно, это ведет к уменьшению расходов, причем в целом недостающие растянутые длины труб, при необходимости, возможно частями, могут быть пропущены через агрегаты расположенные до или после реечного стана.
[50] Второй вариант, касающийся возможности бокового размещения роликовых обойм на кольцевой станине, позволяет достичь того, что данные роликовые обоймы могут быть установлены в станине без больших технических сложностей, например, без крановых устройств или тому подобного. Это также позволяет делать реечный стан более компактным и, соответственно, более экономичным.
[51] Альтернативный этому вариант исполнения изобретения предусматривает, что длина кольцевой станины короче или равна полуторной длине самой длинной заготовки, проходящей через реечный стан, всей системы калибров, для которой рассчитан реечный стан, так что описанный выше эффект может быть достигнут еще более явно.
[52] То же самое действительно и для другого альтернативного варианта, при котором длина кольцевой станины короче или равна 1,3 длины самой длинной заготовки, проходящей через реечный стан, всей системы калибров, для которой рассчитан реечный стан.
[53] Общая конструкция может быть усовершенствована с инженерной точки зрения, если кольцевая станина имеет, по меньшей мере, два крепления роликовых обойм, которые открыты сбоку, благодаря чему преимущества второго альтернативного варианта могут быть лучше осуществлены.
[54] Кроме того является целесообразным, если между креплением роликовых обойм и относящейся к соответствующему креплению роликовых обойм позиции замены, которая располагается сбоку кольцевой станины, предусмотрен поперечный транспортер. Вследствие этого перемещение роликовых обойм может быть упрощено и, в частности, также производиться очень быстро. Это соответственно способствует сокращению расходов благодаря преимуществам в скорости. В частности, благодаря поперечной транспортировке соответствующие роликовые обоймы могут быстро выниматься из станины и опять помещаться в нее, что, в частности, при необходимости в отношении соответствующих роликовых обойм может производиться одновременно, в отличие, например, от крана, который, соответственно, должен работать последовательно.
[55] В данной связи предпочтительно, если реечный стан отличается наличием тележки, которая располагается сбоку от кольцевой станины и может перемещаться параллельно направлению действия реечного стана, причем тележка должна иметь, по меньшей мере, две подушки для роликовых обойм, которые располагаются на тележке в соответствии к относящимся к ним позициям замены. Благодаря такой конфигурации переналадка реечного стана вместе со всеми окружающими агрегатами может производиться очень быстро. Так, например, будет возможно подготовить все подлежащие замене роликовые обоймы на тележке, при операции замены переместить заменяемые роликовые обоймы с помощью поперечного транспортера на тележку, затем расположить тележку таким образом, чтобы заменяемые роликовые обоймы оказались в позиции замены, чтобы затем их переместить с помощью поперечного транспортера в крепления роликовых обойм.
[56] В частности, блоки роликовых обойм могут подготовляться значительно быстрее, но, тем не менее, компактно располагаясь по отношению друг к другу, если тележка имеет, по меньшей мере, четыре подушки для роликовых обойм, из которых две, относящиеся к первому блоку подушек, располагаются на тележке, находясь на должном расстоянии от соответствующих им позиций замены, и две, относящиеся ко второму блоку подушек, располагаются на тележке, находясь на должном расстоянии от соответствующих им позиций замены, причем оба блока подушек размещены на тележке с определенным сдвигом параллельно направлению действия реечного стана. Благодаря данному сдвигу обе позиции замены могут достигаться подушками для роликовых обойм одновременно.
[57] Путь тележки при замене может быть минимизирован или, по меньшей мере, значительно сокращен, и тем самым ускорена операция замены, если сдвиг меньше длины кольцевой станины, предпочтительно меньше чем расстояние, считая по направлению действия реечного стана, между первой и последней подушками одного из блоков подушек, и, в частности, меньше чем расстояние между двумя соседними подушками одного из блоков подушек для роликовых обойм.
[58] Здесь еще следует упомянуть, что расстояние между двумя соседними подушками не должно быть расстоянием между наиболее близко друг от друга расположенными подушками, если роликовые обоймы расположены не эквидистантно.
[59] В частности, безопасность работы реечного стана может быть повышена, если, по меньшей мере, одно из креплений роликовых обойм буде иметь открывающийся наверх перегрузочный предохранитель, благодаря которому находящаяся в креплении роликовая обойма при возникновении перегрузки на реечном стане могла бы отклоняться наверх, и/или блокирующее устройство, действующее параллельно поперечному транспортеру, которое могло бы препятствовать выскакиванию роликовой обоймы по направлению действия поперечного транспортера. Подразумевается, что конструкция открывающегося наверх перегрузочного предохранителя может быть самой разнообразной, главное, чтобы он пресекал непредусмотренное боковое отклонение роликовой обоймы. В этом отношении, в частности, можно хорошо работать сбоку реечного стана, поскольку отклонение роликовой обоймы никогда не происходит в боковую сторону, с которой происходит замена роликовых обойм. Поэтому, в частности, также повышается безопасность труда. Блокирующее устройство, действующее параллельно поперечному транспортеру, может быть выполнено, например, в виде защитной стенки, запора на направляющей поверхности или тому подобного. Выскакивание роликовой обоймы в сторону при перегрузке во время проталкивания заготовки и связанная с этим потенциальная опасность для человека и машины сводится, таким образом, к минимуму.
[60] Изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может, согласно дополнительному аспекту изобретения, экономично производится благодаря применению реечного стана с толкателем и, по меньшей мере, двумя расположенными на кольцевой станине роликовыми обоймами, в котором направляющая толкателя, имеет, по меньшей мере, один участок с подводным направляющим калибром. Вследствие этого без проблем и дополнительных расходов могут применяться толкатели с различными диаметрами, если направляющий калибр при замене толкателя подгоняется к соответствующему толкателю. При помощи предлагаемой здесь направляющей толкателя может быть надежно с конструктивной точки зрения предотвращен или сведен к минимуму изгиб прошитых заготовок или гильз под действием продольной нагрузки, и тем самым предотвращено или сведено к минимуму повреждение, в частности, роликовых обойм.
[61] Далее является предпочтительным, если на участке направляющей имеется, предпочтительно открывающаяся, направляющая клеть, в которой расположены, по меньшей мере, две направляющие, из которых каждая имеет направляющую поверхность для контакта с толкателем, подводящиеся с помощью нажимного устройства. Благодаря этому с конструктивной точки зрения просто может производиться подгонка к различным толкателям.
[62] Эти нажимные устройства могут быть различного типа, например, гидравлические, электромоторные и/или механические.
[63] Изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может, согласно дополнительному аспекту изобретения, экономично производиться благодаря применению реечного стана с толкателем и, по меньшей мере, двумя расположенными на кольцевой станине роликовыми обоймами, в котором ролики или валки роликовой обоймы расположены в роликовой обойме по ориентации калибра, которое относительно направления монтажа роликовой обоймы находится под углом больше 0° и меньше 180°. Благодаря этому возможно множественное применение роликовых обойм, что благоприятно сказывается на затратах.
[64] При определении этого угла направление калибра в симметрии конфигурации роликов ставится на минимальный угол, что позволяет эффективно и рационально определить здесь угол. Так, например, содержащая три ролика роликовая обойма может иметь наклон под углом между 0° и 120° к ее направлению калибра относительно направления монтажа, если более тупые или более острые углы в соответствии с симметрией не обусловливают новых направлений роликов. То же самое действует и для двух роликов в одной обойме в отношении углового диапазона между 0° и 180°.
[65] В частности в этой связи предпочтительно, если, по меньшей мере, одна из роликовых обойм имеет 4 ролика или валка, образующих круглый калибр роликовой обоймы, и направление калибра имеет наклон под углом 22,5° к направлению монтажа роликовой обоймы. Благодаря этому эффект растяжения и/или фрикционное замыкание, а вместе с последним и передача толчкового усилия от толкателя к заготовке может с одной стороны оставаться на хорошем уровне, а с другой стороны это делает возможным множественное применение соответствующего типов роликовых обойм и связанное с этим сокращение расходов. В качестве альтернативного варианта эти преимущества могут быть достигнуты уже в том случае, если, по меньшей мере, одна из роликовых обойм имеет 3 ролика или валка, образующих круглый калибр роликовой обоймы, и направление калибра имеет наклон под углом 30° к направлению монтажа роликовой обоймы. Соответствующих результатов можно добиться с роликовыми обоймами, имеющими 2 ролика или валка, образующих круглый калибр роликовой обоймы, если направление калибра имеет наклон под углом 45° к направлению монтажа роликовой обоймы.
[66] В целом исходя из этого можно установить, что изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может, согласно дополнительному аспекту изобретения, экономично производиться благодаря применению реечного стана с толкателем и, по меньшей мере, двумя расположенными на кольцевой станине роликовыми обоймами, в котором ролики или валки роликовой обоймы расположены в роликовой обойме в направлении калибра, которое по отношению к направлению монтажа роликовой обоймы находится под углом 90° разделенного на количество n роликов или валков в роликовой обойме, то есть под углом 90° / n. Таким образом, делается возможным множественное применение роликовых обойм, имеющее следствием понижение расходов, поскольку нужно будет только использовать роликовые обоймы в соответственно различных направлениях монтажа, чтобы располагать ролики или валки в роликовой обойме со смещением относительно оси.
[67] Дополнительно или альтернативно изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производится способом изготовления металлической трубы из одной заготовки, при котором заготовка сначала прошивается, затем вытягивается на реечном стане, а потом начисто прокатывается в форме трубы, причем данный способ отличается тем, что прошитая заготовка вытягивается на реечном стане с коэффициентом растяжения не больше 7, предпочтительно не больше 6. Этот относительно небольшой коэффициент, который сам по себе является противосистемным, с другой стороны обусловливает, что нагрузка на прошитую заготовку во время протягивания оказывается достаточно небольшая, что позволяет удешевить конструкцию реечного стана.
[68] Особенно предпочтительно, если заготовка при прошивке растягивается с коэффициентом растяжения, по меньшей мере, 1,2, предпочтительно, по меньшей мере, 1,5, что в целом соответственно повышает коэффициент растяжения.
[69] В частности, изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производится способом изготовления металлической трубы из одной заготовки, при котором заготовка сначала прошивается, затем вытягивается на реечном стане, а потом начисто прокатывается в форме трубы, причем данный способ отличается тем, что при прошивке заготовка растягивается с коэффициентом растяжения, по меньшей мере, 1,2, предпочтительно, по меньшей мере, 1,5, а на реечном стане с коэффициентом растяжения не больше 7, предпочтительно не больше 6.
[70] Если соответствующий коэффициент растяжения располагается в таком диапазоне, то, в частности, может достигаться очень большая гибкость в производственном процессе. К тому же благодаря умеренному растяжению в реечном стане могут быть предусмотрены располагающиеся особенно близко друг к другу роликовые обоймы, что позволит использовать более компактную кольцевую станину, и тем самым снизить ее стоимость, причем часть операции растягивания можно будет перенести с реечного стана уже в прошивной стан.
[71] Изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может, согласно дополнительному аспекту изобретения, экономично производиться способом с применением установки для изготовления бесшовных труб с прошивным станом, в частности, с прошивным косовалковым станом, таким как, например, прошивной стан поперечно-винтовой прокатки с грибовидными валками, располагающимся за прошивным станом реечным станом и располагающимся за реечным станом чистовым прокатным станом, в частности, редукционно-растяжным трубопрокатным станом, при котором для изготовления металлической трубы из заготовки заготовка сначала прошивается в прошивном стане, затем вытягивается на реечном стане, а потом начисто прокатывается в форме трубы в чистовом прокатном стане, при котором данный способ отличается тем, что обрабатываются и изготовляются исключительно трубы мерной длины.
[72] Благодаря обработке и изготовлению исключительно труб мерной длины может быть предусмотрена очень короткая кольцевая станина для реечного стана установки для изготовления бесшовных труб. Последнее обстоятельство является предпочтительным, в частности, в сочетании с освещенными выше коэффициентами растяжения.
[73] В этой связи изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может, согласно дополнительному аспекту изобретения, экономично производиться способом с применением установки для изготовления бесшовных труб с прошивным станом, в частности, с прошивным косовалковым станом, таким как, например, прошивной стан поперечно-винтовой прокатки с грибовидными валками, располагающимся за прошивным станом реечным станом и располагающимся за реечным станом чистовым прокатным станом, в частности, редукционно-растяжным трубопрокатным станом, причем прокатный стан рассчитан преимущественно на систему калибров, а реечный стан предпочтительно содержит, по меньшей мере, два блока толкателей с разными диаметрами толкателей, причем, по меньшей мере, один из агрегатов установки для изготовления бесшовных труб, в частности, прошивной стан, реечный стан и чистовой прокатный стан, а также всей остальные агрегаты установки для изготовления бесшовных металлических труб с диаметром более 7'' (17,78 см), рассчитаны исключительно на трубы мерной длины, что позволяет реализовать в установке для изготовления бесшовных труб очень короткую кольцевую станину.
[74] Благодаря обработке и изготовлению исключительно труб мерной длины здесь также может быть предусмотрена очень короткая кольцевая станина для реечного стана установки для изготовления бесшовных труб, что приведет к уменьшению издержек производства.
[75] Причем подразумевается, что описанная выше установка для изготовления бесшовных труб может использоваться также для изготовления труб с меньшими диаметрами, причем без проблем смогут прокатываться также трубы различной длины с меньшими диаметрами. Ограничение установки и производственного метода изготовлением труб мерной длины с диаметром более 7'' (17,78 см) имеет большой недостаток, состоящий в том, что будут потери из-за неизбежных обрезов торцов и потери при выходе на концах соответствующих трубных изделий. С другой стороны, возможность использования установки для производства труб с меньшими диаметрами и разной длины, и ограничиваться производством труб мерной длины только при диаметрах более 7'' (17,78 см), позволит значительно расширить спектр возможностей экономичного использования установки. Как правило, к трубам мерной длины относятся трубы длиной между 10,67 м и 16,76 м, в зависимости от предназначения трубы, так, например, буровые трубы должны изготовляться и поставляться длиной между 11,55 и 13,68 м, скважинные и тюбинговые трубы длиной между 10,36 и 13,63 м, трубы для магистральных трубопроводов длиной между 10,67 и 13,72 м или между 13,35 и 16,76 м.
[76] При этом подразумевается, что в сущности достаточно, если один из агрегатов установки будет ограничен производством только металлических труб мерной длины с диаметром 7'' (17,78 см), а другие агрегаты, соответственно обладающие большей производственной мощностью, будут предназначены для труб с меньшими диаметрами, если они должны будут изготовляться кратной длины. Предпочтительно, по меньшей мере, что как прошивной стан и реечный стан, так и чистовой прокатный стан имеют такие размеры, что они позволяют обрабатывать заготовки, необходимые для изготовления металлических труб с диаметром 7'' (17,78 см) в мерных длинах. Это означает, в частности, например, что соответствующие станины прокатного стана и приводные мощности рассчитаны на соответствующие веса и усилия, и коэффициенты растяжения и деформации при обработке заготовок для изготовления металлических труб с диаметром 7'' (17,78 см) рассчитаны по минимуму. Предпочтительно, если все агрегаты, такие как, например, спуско-подъемные и тому подобные инструменты, также рассчитаны соответствующим образом, что соответственно повышает экономичность.
[77] Также изготовление бесшовных металлических труб, в частности, также средних и относительно больших диаметров, а также диаметров более 7'' (17,78 см) может экономично производиться способом с применением установки для изготовления бесшовных труб с прошивным станом, в частности, с прошивным косовалковым станом, таким как, например, прошивной стан поперечно-винтовой прокатки с грибовидными валками, располагающимся за прошивным станом реечным станом и располагающимся за реечным станом чистовым прокатным станом, в частности, редукционно-растяжным трубопрокатным станом, причем прокатный стан рассчитан преимущественно на систему калибров, а реечный стан предпочтительно содержит, по меньшей мере, три блока толкателей с разными диаметрами толкателей, причем прошивной стан содержит, по меньшей мере, три дорна разного диаметра и, соответственно, один блок толкателей с первым диаметром толкателя и один дорн с первым диаметром дорна, которые предназначены для, по меньшей мере, одного общего калибра системы калибров.
[78] Благодаря сконструированной таким образом установке изготовления бесшовных труб толкатель, несмотря на очень высокую достижимую вариативность, значительно лучше входит в полую заготовку, так что гибка происходит значительно проще или от нее даже можно вообще отказаться, что приводит к снижению трудозатрат.
[79] При этом допустимы различные комбинации толкателей и дорнов, в частности, принимая в внимание, что в производстве могут применяться, в зависимости от калибра, различные роликовые обоймы.
[80] В общем, предлагаемое изобретение может особенно успешно применяться в установках изготовления бесшовных труб, в частности, для производства бесшовных труб более 7 дюймов, имеющих малую и среднюю производительность.
[81] Кроме того, при надлежащем исполнении изобретения, занимаемая установкой площадь, может быть значительно уменьшена, учитывая изменения, коснувшиеся реечного стана.
[82] Также и необходимость в операции гибки при надлежащем исполнении изобретения с помощью вышеприведенных признаков или комбинации признаков при желании может быть полностью устранена.
[83] Кроме того, могут быть значительно уменьшены потери материала благодаря отказу от в противном случае необходимого дна в прошитой заготовке или гильзе.
[84] Предпочтительно операция гибки в предлагаемом изобретении интегрируется в процесс прокатки, так что предлагаемый способ производства бесшовных труб может быть упрощен.
[85] В частности, дополнительно или альтернативно может быть существенно сокращено длительное время, тратившееся на переналадку, особенно при значительных изменениях толщины стенок изделия или бесшовной трубы.
[86] Кроме того, может быть существенно сокращено время, необходимое на замену инструментов, в сравнении с обычными реечными станами.
[87] Также может быть достигнуто уменьшение требований к инструментам, а также улучшена стойкость инструментов в сравнении с обычными способами изготовления труб (беспрерывным, МРМ и PQF).
[88] К тому же получается упрощенная концепция привода, в частности, полых заготовок, а также достигается упрощение работ, связанных с техническим обслуживанием, и упрощение устройств прокатного стана.
[89] Особенно выгодно улучшение прокатываемости, в частности, тонкостенных или легированных трубных изделий в сравнении с косовалковыми элонгаторами.
[90] Предлагаемое изобретение предназначено преимущественно для обработки или прокатки труб мерной длины. Однако, трубы кратной длины также в принципе относятся к сфере применения предлагаемого изобретения.
[91] Вследствие этого предлагаемый реечный стан ограничивается преимущественно средними коэффициентами вытяжки, так что уменьшение длины стержней и типоразмеров является достижимым. При необходимости может быть предусмотрено применение прошивного стана поперечно-винтовой прокатки с грибовидными валками, обеспечивающего соответственно высокую растяжимость при прошивке для разгрузки реечного стана.
[92] Чтобы кольцевая станина была как можно компактнее, может быть предусмотрено ограничение длины трубных заготовок примерно 14-15 метрами.
[93] Кроме того, предпочтительным является использование четырехвалковых клетей в предлагаемом реечном стане для повышения эффекта растяжимости.
[94] Дополнительно или альтернативно предпочтительным является применение одной или нескольких клетей, располагающихся в начале стана, для раскатки прошитой заготовки или гильзы на дорн в реечном стане, как это уже детально описано выше.
[95] С конструктивной точки зрения предлагаемое изобретение может быть исполнено, если применяемые в связи с предлагаемым реечным станом клети выполнены в виде четырехвалковых клетей с двумя приводными валками и двумя ведомыми валками или тому подобным.
[96] Кроме того, предпочтительным является использование толкателя с передним буртом, на котором прокатывается полая заготовка. Благодаря этому может быть достигнуто повышение передаваемого от толкателя на полую заготовку толкающего усилия, как это уже равным образом описано выше.
[97] Для уменьшения толкающего усилия может, в частности, производиться смазка роликов и/или внешней поверхности полой заготовки в бесприводных роликовых обоймах.
[98] Кроме того, предлагаемое изобретение имеет еще следующие преимущества.
Благодаря упрощению привода, повышению срока службы инструментов, упрощению требований к инструментам, а также уменьшению требований к управлению предлагаемый способ изготовления бесшовных труб является, в частности, при меньшей продуктивности более экономичным в сравнении с МРМ и PQF.
Кроме того, при необходимости могут применяться более простые, низколегированные виды инструментальной стали.
Также при необходимости можно отказаться от вредного для окружающей среды хромирования дорна.
Для обработки дорнов предпочтительно также может использоваться станок более простой конструкции, например, такой как обдирочный станок.
В целом получается более длительный срок службы толкателей и валков, тем более, что прокатный агрегат может быть сконструирован более просто и экономично.
[99] Подразумевается, что признаки описанных выше или в пунктах формулы изобретения решения при необходимости могут быть также комбинированы, чтобы их преимущества могли быть соответствующим образом объединены при реализации изобретения.
[100] Дальнейшие преимущества, цели и качества предлагаемого изобретения объясняются с помощью следующего далее описания примера исполнения изобретения, которое, в частности, изображено также на прилагаемом чертеже. На чертежах изображены:
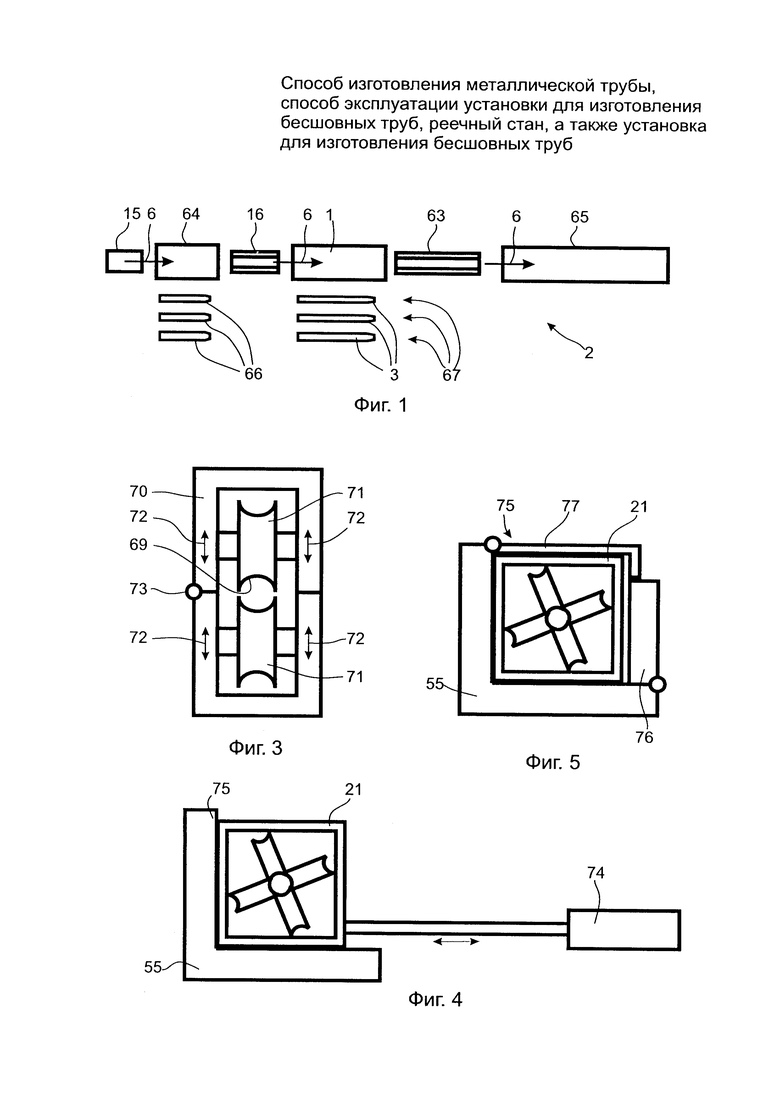
на Фиг. 1 - установка для изготовления бесшовных труб (схематически);
на Фиг. 2 - реечный стан установки для изготовления бесшовных труб согласно фиг. 1;
на Фиг. 3 - участок направляющей для реечного стана согласно фиг. 2;
на Фиг. 4 - вид крепления роликовой обоймы с относящейся к ней поперечной транспортировкой; и
на Фиг. 5 - вид на следующее крепление роликовой обоймы.
[101] Показанная в фиг. 1 установка для изготовления бесшовных труб 2 содержит в данном примере исполнения сконструированный в виде прошивного стана поперечно-винтовой прокатки с грибовидными валками прошивной стан 64, реечный стан 1, а также рассчитанный в данном примере исполнения в виде редукционно-растяжного трубопрокатного стана чистовой прокатный стан 65, причем заготовка 15 прошивается в прошивном стане 64, проталкивается как прошитая заготовка 16 через реечный стан 1 и затем в виде полой гильзы 63 начисто прокатывается в чистовом прокатном стане 65.
[102] Реечный стан 1 содержит при этом, по меньшей мере, три блока толкателей (схематически изображены на фиг. 1) с толкателями 3 с разными диаметрами толкателя 4, причем блоки толкателей могут быть соотнесены с системами калибров 67 (см. фиг. 1), к которым со своей стороны относятся соответствующие дорны 66 прошивного стана, и причем на изображении фигуры 2 первый толкатель 3 с первым диаметром толкателя 4 одного из трех блоков толкателей приведен на линию проталкивания и прокатки 5 реечного стана 1. Показанный толкатель 3 продвигается вдоль линии проталкивания и прокатки 5 с помощью не показанного и как такового обычного привода в продольном направлении проталкивания и прокатки 6. При этом толкатель 3 своим концом 7 вперед толкается вперед по линии проталкивания 5 в продольном направлении проталкивания и прокатки 6.
[103] Обрабатываемая заготовка 14, которая прошивается из слитка 15, и из которой изготовляется металлическая труба (не показана), размещается на толкателе 3, таким образом, что данная заготовка 15 имеется в виде прошитой заготовки 16 или прошитой полой гильзы (отдельно не пронумерована), причем заготовка 15 перед этим прошивается в не показанном здесь прошивном стане установки для изготовления бесшовных труб 2, получая внутренний диаметр 17 подогнанный на диаметр толкателя 4.
[104] Кроме того, реечный стан 1 содержит для формовки такого полой гильзы 63 кольцевую станину 26, которая, по меньшей мере, в данном примере исполнения содержит в целом четыре расположенных одна за другой вдоль линии проталкивания и прокатки 5 роликовых обоймы 21, 22, 23 и 24 первого блока роликовых обойм 25, которые согласно изображению на единственной фигуре уже размещены в кольцевой станине 26 реечного стана 1. При этом роликовые обоймы 21, 22, 23 и 24 размещены соответственно в креплениях роликовых обойм 55, которые достаточно прочно закреплены анкерными болтами вдоль линии проталкивания и прокатки в кольцевой станине 26, таким образом, чтобы находящиеся в креплениях роликовых обойм роликовые обоймы 21, 22, 23 и 24 могли противодействовать усилиям, прилагаемым толкателем 3.
[105] При этом каждая из роликовых обойм от 21 до 24 первого блока роликовых обойм 25 демонстрирует ролики 27 и/или валки 28 (пронумерованы только в качестве примера), которые в зависимости от требований и применения, будучи приводными и бесприводными или ведомыми могут быть размещены в соответствующей роликовой обойме от 21 до 24.
[106] В данном примере исполнения, по меньшей мере, один валок 28 первой роликовой обоймы 21 (начальной роликовой обоймы) приводится в движение не изображенным здесь приводом, так что прошитая заготовка 16 при достижении первой роликовой обоймы 21 данным приводным валком 28 может прогоняться вперед в продольном направлении проталкивания и прокатки 6.
[107] Данные ролики 27 или валки 28 могут образовывать круглый калибр (не показан) в роликовых обоймах от 21 до 24, причем предпочтительно предусмотрены четыре ролика 27 или валка 28, образующих круглый калибр. Поэтому, по меньшей мере, одна из роликовых обойм от 21 до 24 содержит четыре ролика 27 или валка 28, образующих этот круглый калибр. При этом, в частности, роликовые обоймы 21 до 24 могут иметь два приводных валка 28 и два ведомых ролика 27, в то время как остальные роликовые обоймы 22 до 24 содержат только ведомые ролики 27.
[108] Кольцевая станину 26 демонстрирует длину 30, которая является короче 1,3 длины 31 самой длинной заготовки 14, проходящей через реечный стан, всей системы калибров, для которой рассчитан реечный стан.
[109] Кроме того, роликовые обоймы от 21 до 24 сбоку, то есть со стороны 32, могут вставляться в кольцевую станину 26, что, в частности, изображено также на фигурах 4 и 5. Эта сторона 32 расположена радиально относительно продольного направления проталкивания и прокатки 6 рядом с линией проталкивания и прокатки 5.
[110] Далее реечный стан 1 содержит, по меньшей мере, один следующий блок роликовых обойм 40, который, по меньшей мере, в данном первом примере исполнения состоит из минимум четырех следующих роликовых обойм 41, 42, 43 и 44.
[111] При этом как первый блок роликовых обойм 25, так и следующий блок роликовых обойм 40 могут быть размещены рядом с кольцевой станиной 26 вдоль линии проталкивания и прокатки 5, так что отдельные роликовые обоймы с 21 по 24 или с 41 по 44 для замены без проблем могут быть сбоку перемещены в эту линию проталкивания и прокатки 5 или из нее.
[112] Подача обоих блоков роликовых обойм 25 или 40 сбоку рядом с кольцевой станиной 26 и параллельно линии проталкивания и прокатки 5 происходит в предлагаемом изобретении с конструктивной точки зрения особенно просто благодаря тележке 50, которая способна нести оба блока роликовых обойм 25 или 40, так что они без проблем могут быть доставлены соответственно на свои позиции замены 51 (здесь пронумерованы только в качестве примера), на которых отдельные роликовые обоймы с 21 по 24 или с 41 по 44 могут быть заменены.
[113] К тому же тележка 50 располагает первым блоком подушек 52, а также вторым блоком подушек 53, причем первый блок подушек 52 и следующий блок подушек 53 образованы соответственно четырьмя подушками для роликовых обойм 54 (здесь пронумерованы только в качестве примера).
[114] Для каждой роликовой обоймы с 21 по 25 и с 41 по 44 предоставлена собственная позиция замены 51 на тележке 50.
[115] И наоборот это означает, что каждая позиция замены 51 соответствующим образом определена относительно тележки 50 сбоку рядом с кольцевой станиной 26 и соответствующих креплений роликовых обойм 55 в кольцевой станине 26.
[116] Для перемещения отдельных роликовых обойм с 21 по 24 и с 41 по 44 между имеющимися на тележке 50 позициями замены 51 и предусмотренных в кольцевой станине 26 креплений роликовых обойм 55 предусмотрен соответствующим образом сконструированный и не изображенный на фигуре 2, но показанный только на фигуре 4 поперечный транспортер 74 на реечном стане 1.
[117] Для реализации позиций замены 51 тележка 50 оборудована соответствующими подушками для роликовых обойм 54, которые могут иметь разную конструкцию, но должны обеспечивать то, чтобы соответствующие роликовые обоймы с 21 по 24 или с 41 по 44 могли надежно держаться на тележке 50 и перевозиться на ней.
[118] Реечный стан 1 в данном примере исполнения содержит два блока подушек 52 и 53, которые расположены на тележке 50 со сдвигом 60 параллельно относительно продольного направления проталкивания и прокатки 6 реечного стана 1. Тележке тем самым нужно только передвинуться на длину этого сдвига 60, чтобы переместить соответствующие блоки подушек 52 или 53 в позицию замены 51. Таким образом, сначала можно привести свободный блок подушек 52 для роликовых обойм с 21 по 24 в позицию замены 51, чтобы переместить роликовые обоймы с 21 по 24 с помощью поперечного транспортера 74 на тележку 50. После этого тележка 50 передвигается на длину сдвига 60, так чтобы следующий блок роликовых обойм 40 со своими роликовыми обоймами 41 по 44 оказался в позиции замены 51 и его роликовые обоймы 41 по 44 могли быть помещены в крепления роликовых обойм с помощью поперечного транспортера 74. Это позволяет очень быстро производить замену соответствующих роликовых обойм с 21 по 24 и с 41 по 44.
[119] При этом длина сдвига 60 меньше длины 30 кольцевой станины 26. В частности, длина сдвига 60 меньше чем расстояние 61 между ориентированными в продольном направлении проталкивания и прокатки 6 реечного стана 1 первой подушкой для роликовых обойм 54А и последней подушкой для роликовых обойм 54D одного из блока подушек 52 или 53 и, в частности, меньше одного из более узких расстояний 62 двух непосредственно соседних подушек для роликовых обойм 54 одного из блока подушек 52 или 53. Это означает, что тележка 50 может двигаться при минимальных затратах, что соответственно экономит время, а также являет конструктивные преимущества.
[120] Выскакивание роликовых обойм 21 по 24 и 41 по 44 в направлении 62 движения поперечного транспортера 74 может быть надежно предотвращено с помощью действующего параллельно движению поперечного транспортера 74 блокирующего устройства (смотри фигуру 5).
[121] Чтобы обеспечить уклонение роликовых обойм 21 по 24 и 41 по 44, находящихся в креплениях роликовых обойм 55, при возникновении перегрузки на реечном стане 1 последний располагает или крепления роликовых обойм 55 располагают открывающимся кверху, согласно изображению на фиг. 2 из плоскости чертежа наружу, перегрузочным предохранителем 75 (см. фиг. 4 и 5). При этом перегрузочный предохранитель 75 согласно фиг. 4 содержит только открытое кверху крепление роликовых обойм 55, так что при возникновении перегрузки на реечном стане 1 соответствующая роликовая обойма 21, 22, 23, 24, 41, 42, 43 или 44 может уклониться вверх. Согласно фиг. 5 перегрузочный предохранитель 75 напротив, содержит перегрузочную балку 77, которая как таковая создает условие для удержания соответствующей роликовой обоймы 21, 22, 23, 24, 41, 42, 43 или 44 при нормальной работе установки и открывается кверху только при достижении определенной заранее перегрузки.
[122] Далее реечный стан 1 содержит направляющую толкателя 71, которая содержит, по меньшей мере, один участок направляющей 68 с подводным направляющим калибром. Как, в частности, изображено на фигуре 3, на участке направляющей 68 находится направляющая клеть 70, в которой размещены две выполненных в виде валков направляющих 71, которые могут подводиться с помощью нажимного устройства 72, чтобы подгоняться к различным диаметрам толкателя 4 или при необходимости способные пропустить прошитую заготовку 16. Также направляющая клеть 70 может открываться с помощью открывателя 73 для проведения технического обслуживания и наладки.
[123] С помощью установки для изготовления бесшовных труб 2, содержащей реечный стан 1, может, в частности, очень эффективно осуществляться способ изготовления металлической трубы из одной заготовки 15, при котором заготовка 15 сначала прошивается в располагающемся перед реечным станом 1 прошивном стане 64, причем прошитая заготовка 16 после этого растягивается на реечном стане 1 в полую гильзу 63 и затем начисто прокатывается в форме трубы в чистовом прокатном стане 65, располагающемся за реечным станом 1.
[124] При этом прошитая заготовка 16 сначала продвигается вперед на реечном стане 1 с помощью валка 28, расположенного в первой роликовой обойме 21 или 41 реечного стана 1, причем между толкателем 3 реечного стана 1 и прошитой заготовкой 16 благодаря роликам этой первой роликовой обоймы 21 или 41 реечного стана 1 производится фрикционное замыкание.
[125] Предпочтительно при этом прошитая заготовка 16 прокатывается уже на толкателе 3.
[126] Особенно предпочтительно, если заготовка 15 при прошивке в прошитую заготовку 16 получает постоянный сквозной внутренний диаметр 17, и потом без проведения операции гибки направляется к реечному стану 1 или кольцевой станине 26.
[127] В качестве альтернативы прошитая заготовка 16 может также подвергнуться гибке на реечном стане 1 с помощью роликов 27, а при необходимости также валков 28.
[128] Предпочтительно внешняя поверхность 18 заготовки 16 или прошитой заготовки 16 смазывается после прохождения первой роликовой обоймы 21, так как здесь не предусмотрено продвижение вперед заготовки следующими валиками. В альтернативных вариантах исполнения смазка может производиться также перед первой роликовой обоймой 21, если участки, которые захватываются валками 28, остаются в окружном направлении сначала не попавшими по их действие. Как только валки 28 становятся больше не нужны для прогона заготовки, можно производить смазку и на этих местах.
[129] Подразумевается, что при описанном выше примере выполнения речь идет лишь о разработке реечного стана или установки для изготовления бесшовных труб согласно изобретению. В этом отношении разработка изобретения не ограничивается данным примером его выполнения.
[130] При этом прошивной стан 64 и реечный стан 1 настолько настроены друг на друга своими блоками толкателей и блоками дорнов, а также соответствующими системами калибров 67, что при прошивке наблюдается коэффициент растяжения между 1,8 и 2,2 а при проталкивании коэффициент растяжения между 4,5 и 5,5. Также на установке для изготовления бесшовных труб 2 изготовляются только трубы мерной длины.



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2020 |
|
RU2793593C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2004 |
|
RU2270068C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| ПРОШИВНАЯ УСТАНОВКА, ОПРАВКА, ИСПОЛЬЗУЮЩАЯСЯ ДЛЯ ПРОШИВНОЙ УСТАНОВКИ, И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ | 2012 |
|
RU2590459C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2003 |
|
RU2243837C1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ, СТАН ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ И ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2599931C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2303497C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ГОРЯЧЕКАТАНОЙ ТРУБЫ, ЦЕНТРОБЕЖНОЛИТАЯ КАТАНАЯ ТРУБА И ПРИМЕНЕНИЕ ПУСТОТЕЛОГО БЛОКА, ПОЛУЧАЕМОГО ПУТЕМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2017 |
|
RU2724224C2 |

Изобретения относятся к области машиностроения и могут быть использованы при изготовлении металлических труб. Заготовку прошивают и направляют на реечный стан без изгибания. Прошитую заготовку на реечном стане сначала продвигают вперед по меньшей мере одним расположенным в роликовой обойме реечного стана валком, и/или с помощью по меньшей мере роликов первой роликовой обоймы реечного стана создают фрикционное замыкание между толкателем реечного стана и прошитой заготовкой, и/или свободно размещенную на толкателе прошитую заготовку перед вытягиванием на реечном стане подвергают гибке по меньшей мере роликами роликовой обоймы реечного стана и/или прокатывают на толкателе. В результате обеспечивается сокращение количества оборудования, используемого при изготовлении труб. 9 н. и 37 з.п. ф-лы, 5 ил.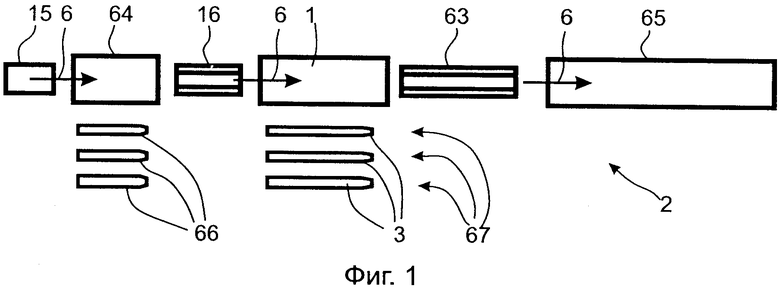
1. Способ изготовления металлической трубы из заготовки (15), при котором заготовку (15) сначала прошивают, затем вытягивают на реечном стане (1) и далее начисто прокатывают в форме трубы, характеризующийся тем, что заготовку (15) прошивают с выполнением в ней постоянного сквозного диаметра (17) и направляют на реечный стан (1) без изгибания, при этом
(i) прошитую заготовку (16) на реечном стане (1) сначала продвигают вперед по меньшей мере одним расположенным в роликовой обойме (21, 22, 23, 24, 41, 42, 43, 44) реечного стана (1) валком (28), и/или
(ii) с помощью по меньшей мере роликов (27) первой роликовой обоймы (21, 22, 23, 24, 41, 42, 43, 44) реечного стана (1) создают фрикционное замыкание между толкателем (3) реечного стана (1) и прошитой заготовкой (16), и/или
(iii) свободно размещенную на толкателе (3) прошитую заготовку (16) перед вытягиванием на реечном стане (1) подвергают гибке по меньшей мере роликами (27) роликовой обоймы (21, 22, 23, 24, 41, 42, 43, 44) реечного стана (1) и/или прокатывают на толкателе (3).
2. Способ по п. 1, характеризующийся тем, что прошитую заготовку (16) на реечном стане (1) подвергают гибке по меньшей мере роликами (27) первой роликовой обоймы (21, 41) реечного стана (1) и/или прокатывают на толкателе (3).
3. Способ по п. 1 или 2, характеризующийся тем, что ведомые ролики (27) и/или внешнюю поверхность заготовки (18) смазывают перед ее проходом через ведомые ролики (27).
4. Способ по п. 3, характеризующийся тем, что ведомые ролики (27) роликовых обойм (21, 22, 23, 24, 41, 42, 43, 44), валки (28) которых не являются приводными, и/или внешнюю поверхность заготовки (18) смазывают перед ее проходом через такие роликовые обоймы (21, 22, 23, 24, 41, 42, 43, 44).
5. Способ по п. 4, характеризующийся тем, что ролики (27) роликовых обойм (21, 22, 23, 24, 41, 42, 43, 44), имеющих ведомые ролики (27), и/или внешнюю поверхность заготовки (18) смазывают перед ее проходом через такие роликовые обоймы (21, 22, 23, 24, 41, 42, 43, 44).
6. Способ по п. 1 или 2, характеризующийся тем, что толкатель (3) реечного стана (1) толкают через станину реечного стана (1) с повышающейся скоростью и/или скоростью толкания, не превышающей 4 м/с.
7. Способ по п. 3, характеризующийся тем, что толкатель (3) реечного стана (1) толкают через станину реечного стана (1) с повышающейся скоростью и/или скоростью толкания, не превышающей 4 м/с.
8. Способ по п. 4 или 5, характеризующийся тем, что толкатель (3) реечного стана (1) толкают через станину реечного стана (1) с повышающейся скоростью и/или скоростью толкания, не превышающей 4 м/с.
9. Способ по п. 1 или 2, характеризующийся тем, что прошитую заготовку (16) по меньшей мере до того, пока она не достигнет первой роликовой обоймы (21, 41) реечного стана (1) и не вступит в контакт с роликами (27) и/или валками (28) этой роликовой обоймы (21, 41), позиционируют с помощью отдельного позиционирующего устройства на толкателе (3) и/или направляют с помощью вталкивающего приспособления к этой роликовой обойме (21, 41).
10. Способ по п. 3, характеризующийся тем, что прошитую заготовку (16) по меньшей мере до того, пока она не достигнет первой роликовой обоймы (21, 41) реечного стана (1) и не вступит в контакт с роликами (27) и/или валками (28) этой роликовой обоймы (21, 41), позиционируют с помощью отдельного позиционирующего устройства на толкателе (3) и/или направляют с помощью вталкивающего приспособления к этой роликовой обойме (21, 41).
11. Способ по п. 4 или 5, характеризующийся тем, что прошитую заготовку (16) по меньшей мере до того, пока она не достигнет первой роликовой обоймы (21, 41) реечного стана (1) и не вступит в контакт с роликами (27) и/или валками (28) этой роликовой обоймы (21, 41), позиционируют с помощью отдельного позиционирующего устройства на толкателе (3) и/или направляют с помощью вталкивающего приспособления к этой роликовой обойме (21, 41).
12. Способ по п. 6, характеризующийся тем, что прошитую заготовку (16) по меньшей мере до того, пока она не достигнет первой роликовой обоймы (21, 41) реечного стана (1) и не вступит в контакт с роликами (27) и/или валками (28) этой роликовой обоймы (21, 41), позиционируют с помощью отдельного позиционирующего устройства на толкателе (3) и/или направляют с помощью вталкивающего приспособления к этой роликовой обойме (21, 41).
13. Способ изготовления металлической трубы из заготовки (15), при котором заготовку (15) сначала прошивают на прошивном стане, затем вытягивают на реечном стане (1), затем начисто прокатывают на стане чистовой прокатки в форме трубы, при этом реечный стан (1) содержит по меньшей мере два набора толкателей (4) и упомянутые прошивной стан, реечный стан и стан чистовой обработки выполнены с возможностью изготовления труб определенной длины, характеризующийся тем, что заготовку (15) вытягивают на реечном стане (1) с коэффициентом растяжения не более 7, предпочтительно не более 6.
14. Способ по п. 13, характеризующийся тем, что на реечном стане (1) и на всех агрегатах, расположенных перед и за реечным станом (1), изготавливают трубы мерной длины, при этом реечный стан (1) и все агрегаты, расположенные перед и за реечным станом (1), рассчитаны на трубы мерной длины.
15. Способ по п. 13, характеризующийся тем, что заготовку (15) при прошивке перед обработкой на реечном стане (1) вытягивают с коэффициентом растяжения по меньшей мере 1,2, предпочтительно по меньшей мере 1,5.
16. Способ по п. 13, характеризующийся тем, что прошивной стан выполнен в виде стана поперечно-винтовой прокатки, в частности стана поперечно-винтовой прокатки с грибовидными валками, и/или чистовой прокатный стан выполнен в виде редукционно-растяжного трубопрокатного стана.
17. Способ изготовления металлической трубы из заготовки, при котором используют установку для изготовления бесшовных труб (2) с прошивным станом, с располагающимся за прошивным станом реечным станом (1) и с располагающимся за реечным станом (1) чистовым прокатным станом, при котором для изготовления металлической трубы диаметром более 7" (17,78 см) из одной заготовки (15) данную заготовку (15) сначала прошивают на прошивном стане, затем вытягивают на реечном стане (1), а затем начисто прокатывают в форме трубы, характеризующийся тем, что обрабатывают и изготавливают трубы мерной длины, при этом заготовку (15) вытягивают на реечном стане (1) с коэффициентом растяжения не более 7, причем заготовку (15) при прошивке перед обработкой на реечном стане (1) вытягивают с коэффициентом растяжения по меньшей мере 1,2, при этом прошивной стан выполнен в виде стана поперечно-винтовой прокатки и/или чистовой прокатный стан выполнен в виде редукционно-растяжного трубопрокатного стана.
18. Способ по п. 17, характеризующийся тем, что коэффициент растяжения составляет не более 6.
19. Способ по п. 17, характеризующийся тем, что коэффициент растяжения составляет по меньшей мере 1,5.
20. Способ по п. 17, характеризующийся тем, что прошивной стан выполнен в виде стана поперечно-винтовой прокатки с грибовидными валками.
21. Реечный стан (1), выполненный с одним толкателем (3) и по меньшей мере двумя размещенными в кольцевой станине (26) роликовыми обоймами (21, 22, 23, 24), характеризующийся тем, что
(i) по меньшей мере первая расположенная по направлению действия толкателя (3) роликовая обойма (21, 41) содержит по меньшей мере один приводной или имеющий возможность подключения к приводу валок (28) и/или
(ii) реечный стан (1) содержит позиционирующее устройство для позиционирования прошитой заготовки (16) на толкателе (3) и/или вталкивающее приспособление для направления находящейся на толкателе (3) прошитой заготовки (16) к роликовым обоймам (21, 22, 23, 24).
22. Реечный стан (1) по п. 21, характеризующийся тем, что по меньшей мере одна из роликовых обойм (21, 22, 23, 24, 41, 42, 43, 44) имеет четыре ролика (27) или валка (28), образующих круглый калибр роликовой обоймы (21, 22, 23, 24, 41,42,43, 44).
23. Реечный стан (1) по п. 22, характеризующийся тем, что роликовая обойма (21, 22, 23, 24, 41, 42, 43, 44) содержит два приводных валка (28) и два ведомых ролика (27) или четыре ведомых ролика (27).
24. Реечный стан (1), выполненный с одним толкателем (3) и по меньшей мере двумя размещенными в кольцевой станине (26) роликовыми обоймами (21, 22, 23, 24, 41, 42, 43, 44), характеризующийся тем, что роликовые обоймы (21, 22, 23, 24, 41, 42, 43, 44) имеют возможность встраивания сбоку в кольцевую станину (26).
25. Реечный стан (1) по п. 24, характеризующийся тем, что кольцевая станина (26) содержит по меньшей мере два крепления роликовых обойм (55), открытых сбоку.
26. Реечный стан (1) по п. 25, характеризующийся тем, что между креплением роликовых обойм (55) и относящейся к соответствующему креплению роликовых обойм (55) позицией замены (51), расположенной сбоку от кольцевой станины (26), установлен поперечный транспортер (74).
27. Реечный стан (1) по п. 26, характеризующийся тем, что он содержит тележку (50), размещенную сбоку от кольцевой станины (26) и выполненную с возможностью перемещения параллельно направлению действия (6) реечного стана (1), причем тележка (50) содержит по меньшей мере две подушки для роликовых обойм (54), расположенные на тележке (50) соответственно относящимся к ним позициям замены (51) на расстоянии друг от друга.
28. Реечный стан (1) по п. 27, характеризующийся тем, что тележка (50) содержит по меньшей мере две пары подушек для роликовых обойм (54), из которых две подушки расположены в виде первого блока подушек (52), который включает подушки для роликовых обойм (55), расположенные на тележке (50) соответственно относящимся к ним позициям замены (51) на расстоянии друг от друга, и две подушки расположены в виде второго блока подушек (53), который включает подушки для роликовых обойм (54), расположенные на тележке (50) соответственно относящимся к ним позициям замены (51) на расстоянии друг от друга, причем оба блока подушек (52, 53) расположены на тележке (50) со сдвигом (60) параллельно направлению действия (6) реечного стана (1).
29. Реечный стан (1) по п. 28, характеризующийся тем, что длина сдвига (60) меньше длины (30) кольцевой станины (26), предпочтительно меньше, чем расстояние (61) между ориентированными по направлению действия (6) реечного стана (1) первой подушкой для роликовых обойм (54А) и последней подушкой для роликовых обойм (54D) одного из блоков подушек (52, 53) и, в частности, меньше, чем расстояние (62) между двумя соседними подушками для роликовых обойм (54) одного из блоков подушек (52, 53).
30. Реечный стан (1) по любому из пп. 25-29, характеризующийся тем, что по меньшей мере одно из креплений роликовых обойм (55) снабжено открывающимся кверху перегрузочным предохранителем (75), благодаря которому находящаяся в креплении роликовых обойм (55) роликовая обойма (21, 22, 23, 24, 41, 42, 43, 44) при возникновении перегрузки на реечном стане (1) имеет возможность уклонения вверх, и/или блокирующим устройством, действующим параллельно движению поперечного транспортера (74), предотвращающим выскакивание роликовой обоймы (21, 22, 23, 24, 41, 42, 43, 44) в направлении движения поперечного транспортера (74).
31. Реечный стан (1), содержащий кольцевую станину (26), в которой размещены по меньшей мере две роликовые обоймы (21, 22, 23, 24, 41, 42, 43, 44), съемный толкатель (3) и направляющая толкателя (71), по меньшей мере один участок (68) которой имеет подводной направляющий калибр с направляющими, выполненными с возможностью перемещения для обеспечения подгонки упомянутого направляющего калибра к диаметру толкателя.
32. Реечный стан по п. 31, характеризующийся тем, что упомянутый подводной направляющий калибр выполнен в виде направляющей клети (70) с двумя направляющими (71), выполненными с направляющей поверхностью (69) для контакта с толкателем (3) и имеющими возможность перемещения посредством нажимного устройства (72), при этом упомянутая направляющая клеть (70) выполнена с возможностью открывания.
33. Реечный стан (1), выполненный с одним толкателем (3) и по меньшей мере двумя размещенными в кольцевой станине (26) роликовыми обоймами (21, 22, 23, 24, 41, 42, 43, 44), характеризующийся тем, что
(i) ролики (27) или валки (28) роликовой обоймы (21, 22, 23, 24, 41, 42, 43, 44) расположены в роликовой обойме (21, 22, 23, 24, 41, 42, 43, 44) по ориентации калибра, при этом по меньшей мере одна из роликовых обойм (21, 22, 23, 24, 41, 42, 43, 44) содержит четыре ролика (27) или валка (28), образующих круглый калибр роликовой обоймы (21, 22, 23, 24, 41, 42, 43, 44), а направление калибра имеет наклон под углом 22,5° к направлению монтажа роликовой обоймы (21, 22, 23, 24, 41,42,43, 44), и/или
(ii) по меньшей мере одна из роликовых обойм (21, 22, 23, 24, 41, 42, 43, 44) содержит три ролика (27) или валка (28), образующих круглый калибр роликовой обоймы, и направление калибра имеет наклон под углом 30° к направлению монтажа роликовой обоймы (21, 22, 23, 24, 41, 42, 43, 44).
34. Установка для изготовления металлических бесшовных труб, содержащая прошивной стан (64), реечный стан (1), расположенный за прошивным станом (64), и расположенный за реечным станом (1) чистовой прокатный стан (65), образующие систему калибров (67), характеризующаяся тем, что блок толкателей с толкателем, имеющим первый диаметр, и дорн, имеющий первый диаметр, соответствуют по меньшей мере одному общему калибру системы калибров.
35. Установка для изготовления бесшовных труб (2), содержащая прошивной стан (64), расположенный за прошивным станом (64) реечный стан (1) и расположенный за реечным (1) станом чистовой прокатный стан (65) для изготовления металлической трубы диаметром более 7'' (17,78 см), характеризующаяся тем, что по меньшей мере один из агрегатов установки для изготовления бесшовных труб (2), в частности прошивной стан (64), реечный стан (1) и чистовой прокатный стан (65), рассчитаны на трубы мерной длины, при этом реечный стан (1) рассчитан на коэффициент растяжения по меньшей мере 1,2 и не более 7.
36. Установка для изготовления бесшовных труб (2) по п. 35, характеризующаяся тем, что прошивной стан (64), реечный стан (1), чистовой прокатный стан (65) и, предпочтительно, все агрегаты для изготовления бесшовных труб (2) для изготовления металлической трубы диаметром более 7'' (17,78 см) рассчитаны на трубы мерной длины.
37. Установка для изготовления бесшовных труб (2) по п. 35 или 36, характеризующаяся тем, что реечный стан (1) рассчитан на коэффициент растяжения не более 7, предпочтительно не более 6.
38. Установка для изготовления бесшовных труб (2) по п. 35 или 36, характеризующаяся тем, что прошивной стан (64) рассчитан на коэффициент растяжения по меньшей мере 1,2, предпочтительно по меньшей мере 1,5.
39. Установка для изготовления бесшовных труб (2) по п. 37, характеризующаяся тем, что прошивной стан (64) рассчитан на коэффициент растяжения по меньшей мере 1,2, предпочтительно по меньшей мере 1,5.
40. Установка для изготовления бесшовных труб (2) по п. 35 или 38, характеризующаяся тем, что она рассчитана на систему калибров (67), а реечный стан (1) содержит по меньшей мере два блока толкателей с разными диаметрами толкателей (4).
41. Установка для изготовления бесшовных труб (2) по п. 37, характеризующаяся тем, что она рассчитана на систему калибров (67), а реечный стан (1) содержит по меньшей мере два блока толкателей с разными диаметрами толкателей (4).
42. Установка для изготовления бесшовных труб (2) по п. 38, характеризующаяся тем, что она рассчитана на систему калибров (67), а реечный стан (1) содержит по меньшей мере два блока толкателей с разными диаметрами толкателей (4).
43. Установка для изготовления бесшовных труб (2) по п. 35 или 40, характеризующаяся тем, что прошивной стан является станом поперечно-винтовой прокатки, в частности станом поперечно-винтовой прокатки с грибовидными валками, и/или чистовой прокатный стан является редукционно-растяжным трубопрокатным станом.
44. Установка для изготовления бесшовных труб (2) по п. 35, характеризующаяся тем, что прошивной стан является станом поперечно-винтовой прокатки, в частности станом поперечно-винтовой прокатки с грибовидными валками, и/или чистовой прокатный стан является редукционно-растяжным трубопрокатным станом.
45. Установка для изготовления бесшовных труб (2) по п. 38, характеризующаяся тем, что прошивной стан является станом поперечно-винтовой прокатки, в частности станом поперечно-винтовой прокатки с грибовидными валками, и/или чистовой прокатный стан является редукционно-растяжным трубопрокатным станом.
46. Установка для изготовления бесшовных труб (2) по п. 39, характеризующаяся тем, что прошивной стан является станом поперечно-винтовой прокатки, в частности станом поперечно-винтовой прокатки с грибовидными валками, и/или чистовой прокатный стан является редукционно-растяжным трубопрокатным станом.
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ | 2009 |
|
RU2385194C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| DE 3742155 A1, 22.06.1989 | |||
| Умножитель частоты следования импульсов | 1983 |
|
SU1092717A1 |

