Предметом изобретения является устройство для автоматического управления приводом роторных ножниц сортопрокатного стана дли разрезки прокатанной нолосы без отходов с предварительным замером ее длины в момент прохождения через последний калибр г алков обжимной клети.
На известных прокатных станах применяется указатель, ось которого через синхронную электрическую передачу и электромагнитную муфту связана с главным валом обжимной клети. Вк.л10чение электромагнитной муфты осуществляется контактом, замыкаемым полосой при прохождении ее между валками таким образом, что угол поворота указателя пропорционален ее длине. Такой указатель совершенно не влияет на длину отрезаемых кусков от полосы и поэтому при разрезке полосы на роторных ножницах создаются большие отходы.
Предлагаемое устройство устраня.ет такие отходы, так как автоматически Станав,1ивает длину отрезаемых кугков полосы в зависимости от ее ,ей длины.
Это достигается тем, что ось указателя длины связана с реостатом, включенным в цепь обмотки возбуждения электрического двигателя привода иожниц, изменяющего скорость последнего и соответствии с требуемой длиной отрезаемых кусков полосы.
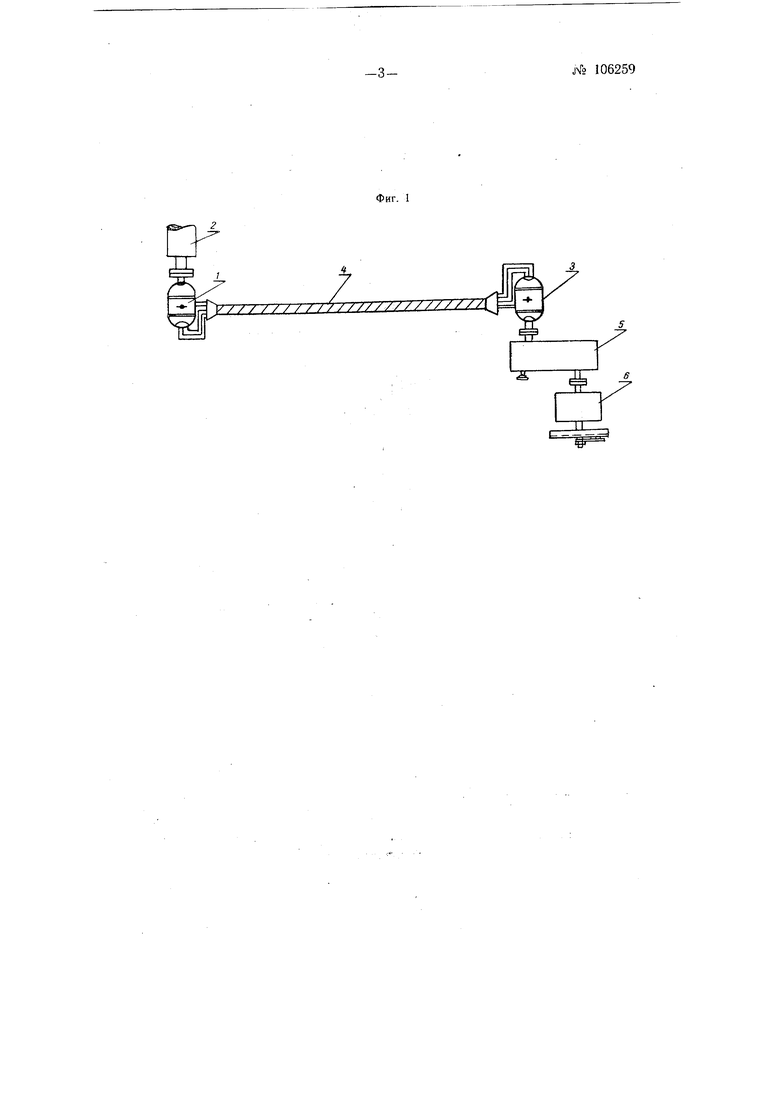
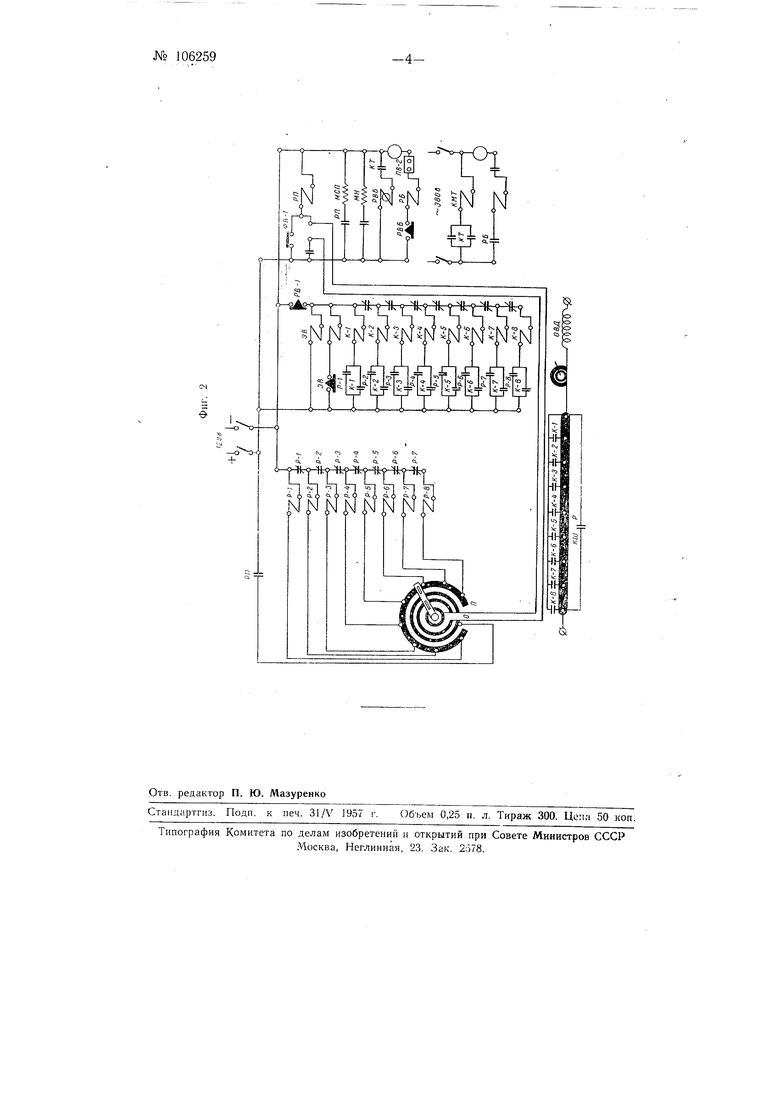
Па фиг. 1 изображена схема синхронноследяи1ей системы предлагаемого устройства; на фиг. 2-электрическа.ясхема автоматического регулирования скорости зрапшния электродвигателя роторных, ножниц.
Устройство состоит из сельеин-датчика / (фиг. 1), установленного на главном валу 2 обжимной клети, и сельсин-ирнемгп-п а 3, электрически соедикенного иосредством кабеля 4 с сельсин-датчиком и механически через вариатор ,5 с электромагнитной муфтой 6 и вращающимся переключателем реостата, связанным с электродвигатапем привода роторных 1ГОЖНИЦ.
Работа устройства заключается в том, что в последнем калибре обжимной клети полоса замеряется с учетом двух последующнх пропусков в черновой и чистовой 1слетях, причем скорость роторных ножниц автоматически перестраивается для пореза этой.полосы без отходов.
При вхождении полосы в пос;1ед- НИИ калибр включается электромагнитная муфта 6 устройства и начинается вращение переключателя.
Злехтромагнитная .муфта включается при подаче индикаторо.м ФВ-1, установленным в зоне валков обжимной клети, импульса на включение ра.те РП (фиг. 2).
При включении этого реле подается питание на об.мотку МСП электромагнитной муфты.
В процессе поворота переключателя П происходит поочередное включение реле Р1-Р8 и контакторов К1-К8, регулирующих величину сопротивления реостата Р в цени обмотки возбуждения ОВД электродвигателя привода ножниц.
После выхода полосы из ва.лков электромагнитная муфта отключается и переключатель реостата устанавливается в промежуточном положении.
Таким образом угол поворота переключателя и соответственно величина сопротивления в цепи электродвигателя привода ножниц пропорциональны длине пропущенной полосы.
В результате этого изменяется скорость ножниц и соответственно длина отрезаемых кусков полосы при постоянной скорости ее движения.
Перестройка скорости движения ножниц в зависимости от длины пропущенной полосы производится с некоторой выдержкой времени, необходимой для того, чтобы полоса
после измерения подошла к ножницам. Это осуществляется с помощью реле времени ЭВ, воздействзющего на контактор КШ, включенный в цепь реостата Р.
После разрезания полосы реле PB-I отключает схем} автоматического регулирования электропривода ножниц, ползунок переключателя П возвращается в исходное положение, а электродвигатель привода исжниц затормаживается системой контакторов КМТ и КТ и реле РВБ и РБ. Так как электродвигатель 1юж.ниц при работе на различиых скоростях останавливается в разных положениях, схемой предусмотрена доводка ножниц в исходное положение посредством электромагнитной муфты уИ//.
Предмет и ,; о б р е т е н и я
Устройство для автоматического управления приводом роторных ножниц сортопрокатного стана для разрезки прокатанной полосы с предварительным замером длины проходящей через последний калибр валков обжимной клети полосы, в котором применен указатель, ось которого через синхронную электрическую передачу связана с главным валом обжимной клети при помощи электромагнитной муфты, включаемой контактом, замыкаемым полосой при прохождении ее между валками таким образом, что угол поворота указателя пропорционален длине ленты, отличающееся тем, что, с целью устранения отходов путем установления длины отрезаемых кусков полосы в зависимости от ее общей длины, ось указателя длины связана с реостатом, включенным в цепь обмотки возбуждения электрического двигателя привода ножниц, изменяющего скорость последнего в соответствии с требуемой длиной отрезаемых кусков полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления электродвигателем летучих ножниц | 1949 |
|
SU88439A1 |
| Устройство для управления летучими (роторными) ножницами прокатного стана | 1938 |
|
SU58920A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство для указания и автоматического регулирования уровня жидкости | 1938 |
|
SU78956A1 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| Поточная линия для производства перфорированных изделий из рулонного материала | 1984 |
|
SU1228944A1 |
| Устройство для передачи раската в рабочих клетях сортопрокатных станов Трио | 1957 |
|
SU140404A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА!1Л'Е^Г[Н9^ТГХНГ!Е"КАБИБЛИОТ^ГКА | 1972 |
|
SU323203A1 |
| Способ изготовления чистящего элемента для очистки калибров сортопрокатных валков | 1989 |
|
SU1696022A1 |
V/////// ////////////////
