Изобретение относится к технике переработки листовых заготовок из блочного полиметилметакрилата, нагретых до температуры высокоэластичес-« кого состояния, методом пневмовакуумного формования и может быть использовано в любой отрасли машиностроения.
Цель изобретения - повышение качества изделия путем обеспечения его равнотолщинности по всей сферической части.
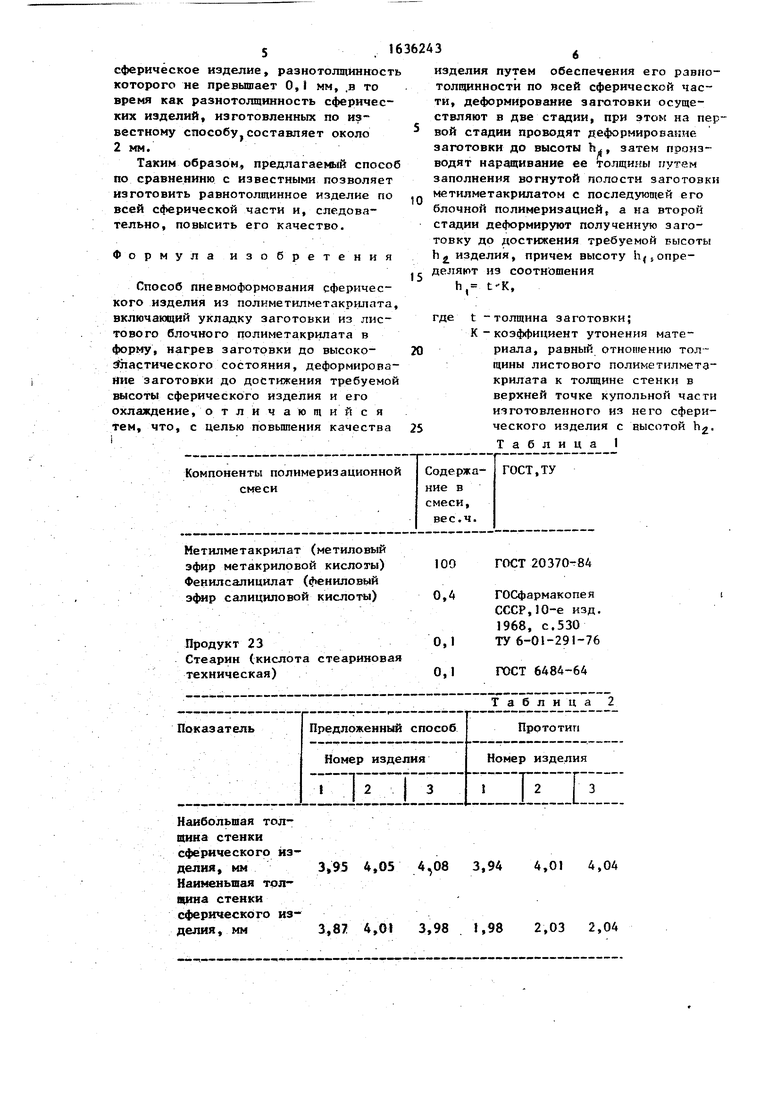
На фиг.1 изображена пневмоформа с заготовкой после проведения первой стадии деформирования заготовки до
высоты п, вид сбоку; на фиг.2 - заготовка с высотой Неустановленная основанием на лист полированного силикатного стекла, вид сбоку; на фиг.З - то же, после проведения наращивания толщины, вертикальное сечение плоскостью, проходящей через ось симметрии заготовки; на фиг.4 - пневмоформа со сферическим изделием требуемой высоты h., вид сбоку.
Способ осуществляют следующим образом.
Заготовку 1 из блочного листового органического стекла (полиметилметакрилата) укладывают в Форму 2 для пневмоформования с протяжным кольцом 3, имеющим круглое отверствие 4. .Форму 2 помещают в конвективную камеру нагрева (не показана), нагревают заготовку до высокоэластического состояния полиметилметакрилата и проводят первую стадию деформирования заготовки 1 до высоты 1ц, кото- рую определяют из соотношения , h, - t«K ,
где t - толщина блочного листового полиметилметакрилата (исходная толщина заготовки),мм К - коэффициент утонения материала, равный отношению толщины листового полиметилметакрилата к толщине стенки верхней точке купопьной час ти изготовленного из него сферического изделия с высотой hj.
Коэффициент К определяют экспериментально. Для этого нагретую заго- товку 1 из листового блочного полиметилметакрилата деформируют по известному способу пневмоформования в форме 2 до достижения изделием требуемой высоты hЈ к замеряют толщину стенки в верхней точке купольной части изделия Заготовку 1 охлаждают и извлекают из формы 2. -Затем проводят нарашивание толщины заготовки 1. Для этого заготовку с высотой h устанавливают основанием на лист 5 полированного силикатного стекла, укладывают между ними герметизирующую прокладку 6 по всему периметру заполняют внутреннюю по
лость 7 метилметакрилатом и проводят
его блочную полимеризацию. Отделяют от заготовки 1 лист 5 силикатного стекла и герметизирующую прокладку 6, Проводят BTOpyj стадию деформирования заготоъ..и 1. Заготовку повторно укладывают в форму 2, которую помещают в конвективную камеру нагрева, нагревают заготовку 1 до высокоэластического состояния полиметияме- такрилата и проводят ее деформирова- ние до достижения изделием 8 высоты hj. Изделие 8 охлаждают в форме 2 до комнатной температуры и извлекают из формы. Далее цикл повторяется.
Пример. Проводят испытание известного и предлагаемого способов пневмоформования сферического изделий из полиметилметакрилата. Из листо
5
5
0
5
0
5
вого органического стекла марки СО-120 по ГОСТ 10667-74 изготавливают сферическое изделие высотой 60 мм и диаметром окружности основания сферы ISO мм. Толщина листов органического стекла 4 мм, линейные размеры листов 220x220 мм. Листы органического стекла нагревают в конвективной камере при температуре циркулирующего воздуха 150°С, время нагрева 3 мин на 1 мм толщины листа. Определяют раз- нотолщинность сферического изделия, измеряя толщину стенки с помощью скобы с индикатором часового типа ИЧ-10 по ГОСТ 577-68. При испытании известного способа одновременно определяют коэффициент К (К««2),
При испытании предлагаемого способа деформирование листа органического стекла (заготовки) проводят до высоты 8 мм (). Затем производят наращивание толщины подвергнутой деформированию заготовки. Заготовку устанавливают основанием на лист полированного силикатного стекла по ГОСТ 8688-77 с линейными размерами 220x220 мм и толщиной 7 мм. Между основанием заготовки и листом силикатного стекла по всему периметру -укладывают герметизирующую прокладку - прокладочную трубку типа ПГИ по ТУ 6-01-2-807-87 (внутренний диаметр трубки 3,2±Q,2 мм). Сжимают герметизирующую прокладку с помощью винтовых прижимов, расположенных вдоль кромок листа силикатного стекла и заготовки.
Заполняют внутреннюю полость полученной (Ьормы метилметакрилатом по ГОСТ 20370-74 с добавками фенилсалици- лата, продукта 23 и стеарина в соотношении, приведенном в табл.1.
I .
Форму помещают в водяную ванну и подвергают метилметакрилат блочной радикальной полимеризации при температуре 25°С в течение 25 ч. Затем форму извлекают из ванны, отделяют от нее лист силикатного стекла и герметизирующую прокладку, а оставшуюся заготовку подвергают дальнейшему деформированию до достижения изделием высоты 60 мм (количество изделий, изготовленных по сравниваемым способам. 3 шт.)
Результаты испытания приведены в табл.2.
Из приведенных в табл.2 экспериментальных данных следует, что предлагаемый способ позволяет изготавливать
сферическое изделие, разнотолщинность которого не превышает 0,1 мм, ,в то время как разнотолщинность сферических изделий, изготовленных по известному способуj составляет около 2 мм.
Таким образом, предлагаемый способ по сравнениню с известными позволяет изготовить равнотолщинное изделие по всей сферической части и, следовательно, повысить его качество.
Формула изобретения
Способ пневмоформования сферического изделия из полиметилметакриллта, включающий укладку заготовки из листового блочного полиметакрилата в форму, нагрев заготовки до высоко- Зластического состояния, деформирование заготовки до достижения требуемой высоты сферического изделия и его охлаждение, отличающийся тем, что, с целью повышения качества
5
изделия путем обеспечения его равно- толщинности по всей сферической части, деформирование заготовки осуществляют в две стадии, при этом на первой стадии проводят деформирование заготовки до высоты h, затем производят наращивание ее толщины путем заполнения вогнутой полости заготовки метилметакрилатом с последующей его блочной полимеризацией, а на второй стадии деформируют полученную заготовку до достижения требуемой высоты h изделия, причем высоту h 5определяют из соотношения t-K,
hr
где
t -толщина заготовки;
К - коэффициент утонения материала, равный отношению толщины листового полиметилмета- крилата к толщине стенки в верхней точке купольной части изготовленного из него сфери25
ческого изделия с Таблица I
высотой h/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пневмоформования сферического изделия из листа полиметилметакрилата | 1990 |
|
SU1775308A1 |
| СПОСОБ ПНЕВМОФОРМОВАНИЯ СФЕРИЧЕСКОГО ИЗДЕЛИЯ ИЗ ЛИСТА ТЕРМОПЛАСТА | 1991 |
|
RU2014232C1 |
| Способ пневмоформования сферического изделия из листа термопласта | 1991 |
|
SU1808720A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ОСТЕКЛЕНИЯ | 2011 |
|
RU2477685C1 |
| ПРОКЛАДКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛИМЕРИЗАЦИОННОЙ ФОРМЫ | 2006 |
|
RU2319609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪEМНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ ПНЕВМОФОРМОВАНИЕМ ИЗ НЕСКОЛЬКИХ СЛОЕВ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2200660C2 |
| Способ получения листа оргстекла | 1989 |
|
SU1682361A1 |
| СПОСОБ, СОСТАВ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ОРГАНИЧЕСКОГО СТЕКЛА | 1995 |
|
RU2073609C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ ТРИПЛЕКСОВ | 1991 |
|
RU2007431C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРГАНИЧЕСКОГО СТЕКЛА, ОРИЕНТИРОВАННОГО ОРГАНИЧЕСКОГО СТЕКЛА И ИЗДЕЛИЙ, ПОЛУЧЕННЫХ ЭТИМИ СПОСОБАМИ | 2001 |
|
RU2220984C2 |
Изобретение относится к технике переработки листовых заготовок из блочного полиметилметакрилата, нагретых до температуры рысокоэластическо- го состояния, и может быть использовано в любой отрасли машиностроения. Цель изобретения - повышение качества изделия путем обеспечении его рав- нотолшинности по всей сферической части. Способ включает укладку заготовки из листового блочного полиметилметакрилата для пневмоформования, нагрев заготовки до высокоэластичного состояния, деформирование заготовки до получения требуемой высоты сферического изделия и его охлаждение. Для достижения цели изобретения деформи- ровлние заготовки проводят в две стадии. На первой стадии проводят деформирование заготовки до h, и последующими наращиванием ее толщины путем заполнения вогнутой полости заготовки мотилмстакрилатом и его блочной полимеризацией, а на второй стадии проводят деформирование полученной заготовки до достижения изделием требуемой высоты h.. Высоту h, заготовки определяют г.ч соотношения h t.K, где t - толщина заготовки, К - коэффициент утонения материала, равный отношению толщины листового полиметилметс- крилата к толщине стенки в верхней точке купольной части изготовленного из него сферического изделия с Ъ.Ј
Метилметакрилат (метиловый
эфир метакриловой кислоты) 100
Фенилсалицилат (фениловый
эфир салициловой кислоты) 0,4
Продукт 230,1
Стеарин (кислота стеариновая техническая)0,1
3,95 4,05 4,08 3,94 4,01 4,04
3,87 4,01 3,98 1,98 2,03 2,04
ГОСТ 20370-84
ГОСфармакопе я СССР,10-е изд. 1968, с.530 ТУ 6-01-291-76
ГОСТ 6484-64
| Марек 0 | |||
| и др | |||
| Акриловые полимеры | |||
| - М.-Л..: Химия, 1966, с.189- 192, |
