Изобретение относится к области переработки листовых термопластичных материалов и может быть использовано при производстве из них объемных изделий сложной пространственной формы, преимущественно объемных панелей полки багажной легковых автомобилей.
Применение изобретения наиболее эффективно в мелкосерийном и серийном производстве, особенно при изготовлении часто сменяющихся по форме и габаритам объемных изделий сложной пространственной формы, преимущественно панелей полок багажных легковых автомобилей.
Известен "Способ и устройство для изготовления полых изделий формованием раздувом", при котором заготовку из термопластичного материала в нагретом состоянии вводят в нагретую выдувную форму и при вытяжке материала ее стенкам придают требуемую форму (патент Германии 4107011, В 29 С 49/54, 48/06, опубликованный 92.09.10. 37).
Недостатком известного способа является невозможность изготовления данным способом жестких объемных многослойных панелей с большой строительной высотой.
Известен также "Способ пневмоформования сферического изделия из листа термопласта свободным выдуванием", включающий нагрев заготовки для высокоэластичного состояния, укладку заготовки на проймообразную форму с герметизацией ее полости, деформированием заготовки при температуре высокоэластичного состояния термопласта и охлаждение изделия, при этом нагрев заготовки осуществляют после ее укладки на форму одновременно с нагревом формы в камере нагрева и после деформирования заготовки за счет температурного расширения воздуха, находящегося в полости формы, выдерживают форму и изделие до их охлаждения внутри камеры нагрева при ее естественном охлаждении (SU 1806770, В 29 С 51/00).
Недостатком известного способа является невозможность изготовления данным способом жестких объемных многослойных панелей с большой строительной высотой.
Наиболее близким по количеству существенных признаков прототипом может быть принят "Способ пневмоформования сферического изделия из листа полиметилметакрилата выдуванием", включающий нагрев заготовки до высокоэластичного состояния в течение 1-2 мин на каждый миллиметр ее толщины, укладку заготовки в форму, деформирование заготовки до достижения требуемой высоты изделия (SU 1775308, кл. В 29 С 51/06, заявитель - Новосибирский филиал Научно-исследовательского института авиационной технологии и организации производства, автор А.Н. Субботин, опубликованное 15.11.92 г. в Бюллетене 42).
Недостатком способа, принятого за прототип, является то, что данный способ не позволяет изготавливать изделия пневмоформованием из термопластичного материала типа жестких объемных многослойных панелей полок багажных легкового автомобиля, имеющих большую строительную высоту.
Технический результат изобретения - расширение возможностей способа, позволяющего изготавливать жесткие объемные многослойные изделия и преимущественно панели с большой строительной высотой.
Способ изготовления объемного многослойного изделия пневмоформованием из нескольких слоев термопластических материалов осуществляют следующим образом.
Укладывают в нагревательную печь нижний пакет из деформируемой заготовки, выполненный из листа древесно-наполненного полипропилена 1, с нанесенным ранее слоем термопластического клея и слоя нетканого лавсанового материала из лавсана, размещенного "книзу", осуществляют нагрев заготовки до высокоэластичного состояния в течение 1-2 мин на каждый миллиметр его толщины, укладку заготовки 1 в матрицу, деформирования заготовки 1 до требуемой высоты иделия и формуют первый элемент, затем в пресс-форму закладывают полученный первый элемент и на него сверху накладывают второй пакет, состоящий из деформируемой заготовки из листа древесно-наполненного полипропилена 3, с нанесенным слоем термопластического клея и слоя нетканого материала 4 - из лавсана.
При подогреве переводят клей в гелеобразное состояние для склеивания слоев.
Затем пакет в размягченном состоянии закладывают в нижнюю матрицу 5 нетканым лавсановым материалом "книзу" и вручную выполняют предварительные полости 6 путем продавливания вниз разогретого пакета до момента его прокалывания конусообразными соплами 7, расположенными в углублениях на нижней матрице 5. Затем накладывают второй верхний пакет из листа 3 нетканым лавсановым материалом 4 кверху и с помощью пресса 8 прижимают верхнюю матрицу 9 к нижней матрице 5 и через конусообразные сопла 7 осуществляют стесненный выдув до требуемых размеров, определяемых нижней матрицей 5 и верхней матрицей 9.
При сжатии производят процесс обрезания заготовок до необходимого размера контурными ножами 10, расположенными по периметру матриц. Процесс охлаждения ускоряется прокачкой холодного воздуха через внутренние полости панели, используя часть сопел для подачи воздуха, а часть сопел - для выпуска воздуха в атмосферу. Матрицы разъединяют, готовое охлажденное изделие вынимают из формы, далее цикл повторяется.
Данный заявляемый способ позволяет пневмоформованием изготавливать жесткие объемные многослойные изделия преимущественно панели полок багажных легкового автомобиля.
Проведенные испытания на Тольяттинском автомобильном заводе показали, что при нагрузке 70 кг прогиб панели не превысил 15 мм, что укладывается в нормативные требования, предъявляемые к данному изделию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДУЛЬНОЙ СТРОИТЕЛЬНОЙ ПАНЕЛИ | 2009 |
|
RU2398941C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННОЙ СВАРКОЙ | 2008 |
|
RU2397054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ КОМПОЗИТОВ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2008 |
|
RU2371315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОПОЛИМЕРНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2513855C1 |
| Тканый препрег | 1986 |
|
SU1440973A1 |
| ВОЛОКНИСТЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО МАТА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) И ФОРМОВАННОЕ ИЗДЕЛИЕ | 1991 |
|
RU2074914C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ, АЛЮМИНИЕВЫЙ СПЛАВ И СПОСОБ ПРОИЗВОДСТВА ИЗ НЕГО ПРОМЕЖУТОЧНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111826C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| ПАНЕЛЬ СРЕДНЕГО СЛОЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2507352C1 |
Изобретение относится к переработке листовых термопластичных материалов и может быть использовано при производстве из них объемных изделий сложной пространственной формы, преимущественно объемных панелей полки багажной легковых автомобилей. Технический результат изобретения - расширение возможностей способа, позволяющего изготавливать объемные многослойные изделия формованием и получать жесткую панель с большой строительной высотой. Способ изготовления объемного многослойного изделия пневмоформованием из нескольких слоев термопластичных материалов включает изготовление двух пакетов. Один пакет состоит из деформируемой заготовки термопласта, слоя нетканого материала и слоя термопластического клея и этот пакет закладывают в пресс с одновременным его нагревом до приведения заготовки в высокоэластичное состояние. Затем его закладывают в пресс-форму и на него сверху накладывают второй пакет. Второй пакет состоит из деформируемой заготовки из термопласта, слоя нетканого материала со слоем термопластического клея. При подогреве переводят клей в гелеобразное состояние для склеивания слоев и формуют сжиманием обоих пакетов при помощи верхней и нижней матриц пресса в изделие. Пакет из деформируемой заготовки выполнен из древесно-наполненного полипропилена, а слой нетканого материала из лавсана, размещенного книзу. Осуществляют нагрев заготовки до высокоэластичного состояния в течение 1-2 мин на каждый миллиметр ее толщины. Заготовку укладывают в матрицу, осуществляют деформирование заготовки до требуемой высоты изделия. Затем пакет в размягченном состоянии закладывают в нижнюю матрицу нетканым лавсановым материалом книзу. Выполняют предварительные полости путем продавливания вниз разогретого пакета до момента его прокалывания конусообразными соплами, расположенными на нижней матрице. Затем накладывают второй пакет нетканым лавсановым материалом кверху. После этого осуществляют стесненный выдув до требуемых размеров, определяемых нижней и верхней матрицами. 1 ил.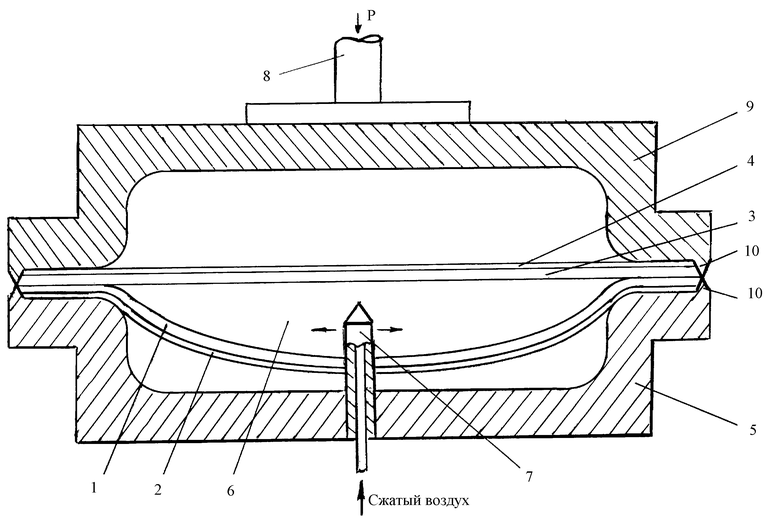
Способ изготовления объемного многослойного изделия пневмоформованием из нескольких слоев термопластических материалов, включающий изготовление двух пакетов, один из которых состоит из деформируемой заготовки термопласта, слоя нетканого материала и слоя термопластического клея и этот пакет закладывают в пресс с одновременным его нагревом до приведения заготовки в высокоэластичное состояние и формуют первый элемент, затем в пресс-форму закладывают полученный первый элемент и на него сверху накладывают второй пакет, состоящий из деформируемой заготовки из термопласта, слоя нетканого материала со слоем термопластического клея, при подогреве переводят клей в гелеобразное состояние для склеивания слоев и формуют сжиманием обоих пакетов при помощи верхней и нижней матриц пресса в изделие, отличающийся тем, что пакет из деформируемой заготовки выполнен из древесно-наполненного полипропилена, а слой нетканого материала из лавсана, размещенного "книзу", осуществляют нагрев заготовки до высокоэластичного состояния в течение 1-2 мин на каждый миллиметр ее толщины, укладку заготовки в матрицу, деформирование заготовки до требуемой высоты изделия, затем пакет в размягченном состоянии закладывают в нижнюю матрицу нетканым лавсановым материалом "книзу", выполняют предварительные полости путем продавливания вниз разогретого пакета до момента его прокалывания конусообразными соплами, расположенными на нижней матрице, затем накладывают второй пакет нетканым лавсановым материалом кверху, после чего осуществляют стесненный выдув до требуемых размеров, определяемых нижней и верхней матрицами.
| US 5261984 A, 16.11.1993 | |||
| Пресс-форма для изготовления слоистых изделий | 1977 |
|
SU637269A1 |
| ВСЕСХЭЮЗМЛЯRiiTiHTH0-T?xan^БИБЛИОТЕК^^ | 0 |
|
SU353391A1 |
| Устройство для пневмовакуумного формования | 1976 |
|
SU639204A1 |
| Способ изготовления изделий сложного профиля из композиционных материалов | 1985 |
|
SU1227487A1 |
| Подслой для лавсановой основы кинофотопленок | 1960 |
|
SU138363A1 |

