В основном авт. св. № 110933 описан способ изготовления термоэлемента, ноложительным электродом которого служит брикет, спрессованный из порошков химически соединенных цинка и сурьмы или иного интерметаллкческого соединения, а отрицательным - лента или проволока, например из константана.
Для обеспечения надежного и ностоянного контакта между электродами конец проволоки или ленты отрицательного электрода запрессовывают в положительный электрод в процессе его изготовления.
Предложенный способ повышает производительность труда, так как заготовки прессуют в прессформе с вкладышем сразу на несколько термоэлементов, а затем их разрезают на отдельные элементы.
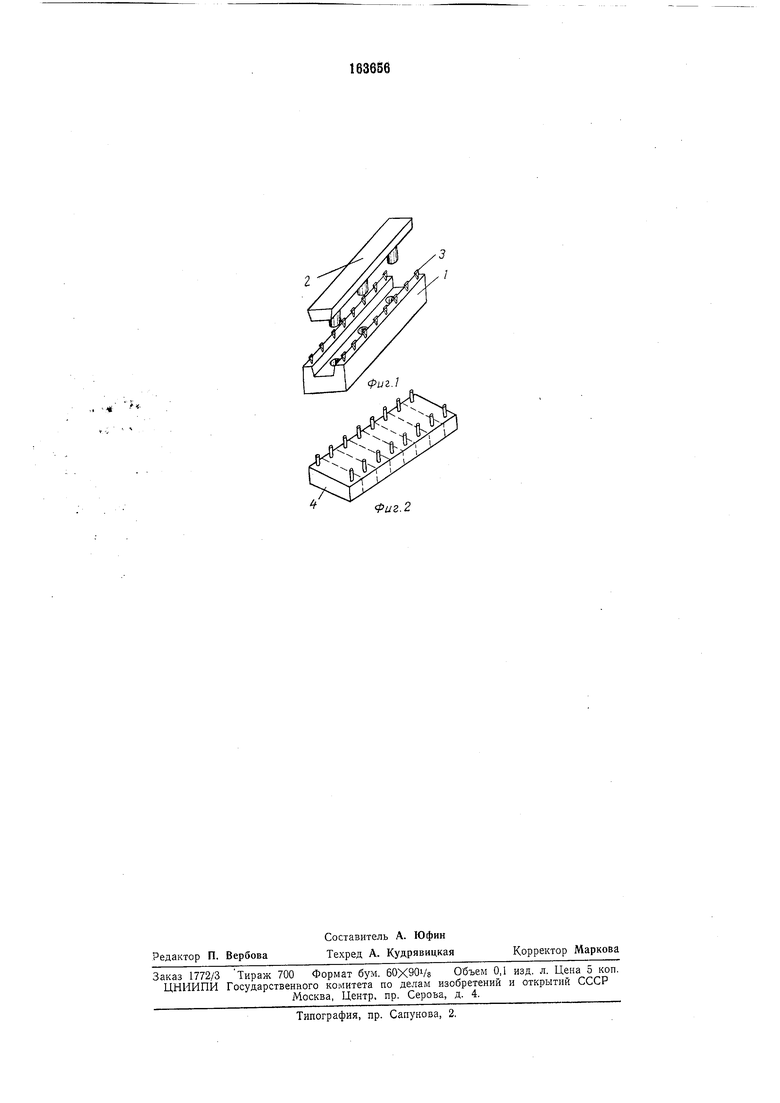
Па фиг. 1 71ля пояснения снособа изображена одна из конструкций разъемных вкладышей для нрессования брикетов термоэлементов; на фиг. 2 - вешний вид брикета.
При прессовании используется разъемный вкладыш, который состоит из двух частей - собственно вкладыша / с тремя круглыми отверстиями в центральной углубленной части и двумя рядами отверстий для установки константановых электродов по краям и средней п.анки 2 с тремя цилиндрическими выстунами, которые при сборке вкладыша входят в
его отверстия.
Количество отверстий для константановых электродов определяется числом термоэлеменiOB в блоке.
Перед прессованием константановые электроды 3 закладывают расплющенным концом кверху в отверстие вкладыша, который в собранном виде устанавливается в прессформу. В полость матрицы засыпают нужное количество норошка-снлава и прессуют при температуре 400-450°С и давленнн 2500-3000 кг/см.
На фиг. 2 пунктиром показаны линии разреза брикета 4 на заготовки термоэлементов. Разрезка может быть пронзведена па фрезерном станке абразивными (рекомендуется карборундовыми) дискамн, что дает гладкую и чистую поверхность разреза. Разрезанные термоэлементы свариваются так же, как и при изготовлении термоблоков из индивидуально отпрессованных термоэлементов.
Предмет изобретения
Способ изготовления термоэлемента по авт.
св. N° 110933, отличающийся тем, что, с целью повышения нроизводительности труда, брикеты-заготовки прессуют в прессформе с вкладышем сразу на несколько термоэлементов, а затем их разрезают на отдельФиг.2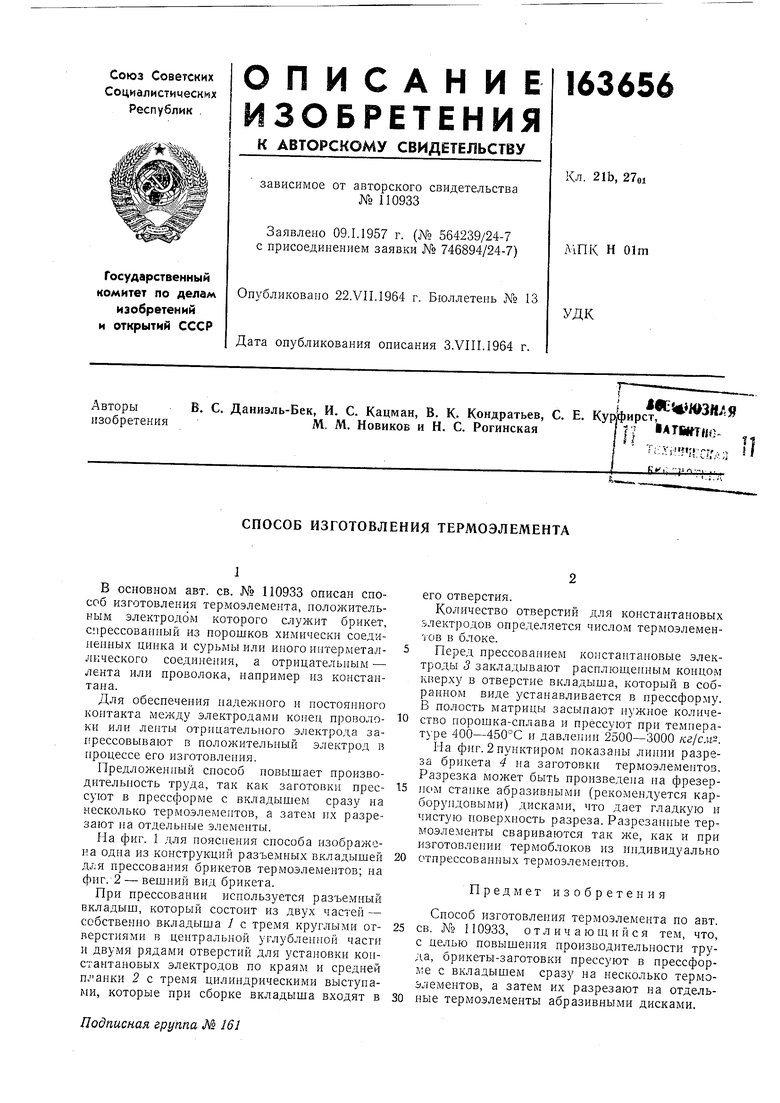
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования термоэлектрических материалов и устройство для реализации способа | 2020 |
|
RU2772225C1 |
| СПОСОБ БЛОЧНОЙ ПРЕССОВКИ ТЕРМОЭЛЕМЕНТОВ | 1968 |
|
SU219646A1 |
| Пресформа для изготовления брикетов при получении кварцевого стекла | 1978 |
|
SU776995A1 |
| Способ изготовления пресс-форм | 1981 |
|
SU1155352A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННЫХ ЗУБОВ | 1968 |
|
SU221210A1 |
| Пресс-форма для горячего прессования порошков | 1981 |
|
SU986594A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ПРЕССОВАННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041816C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА «МР» ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1966 |
|
SU183174A1 |
| Магнитный клин для крепления обмотки в пазах магнитопровода электрической машины | 1980 |
|
SU955373A1 |
| Способ изготовления высоковольтных термоэлектрических батарей | 1952 |
|
SU95801A1 |