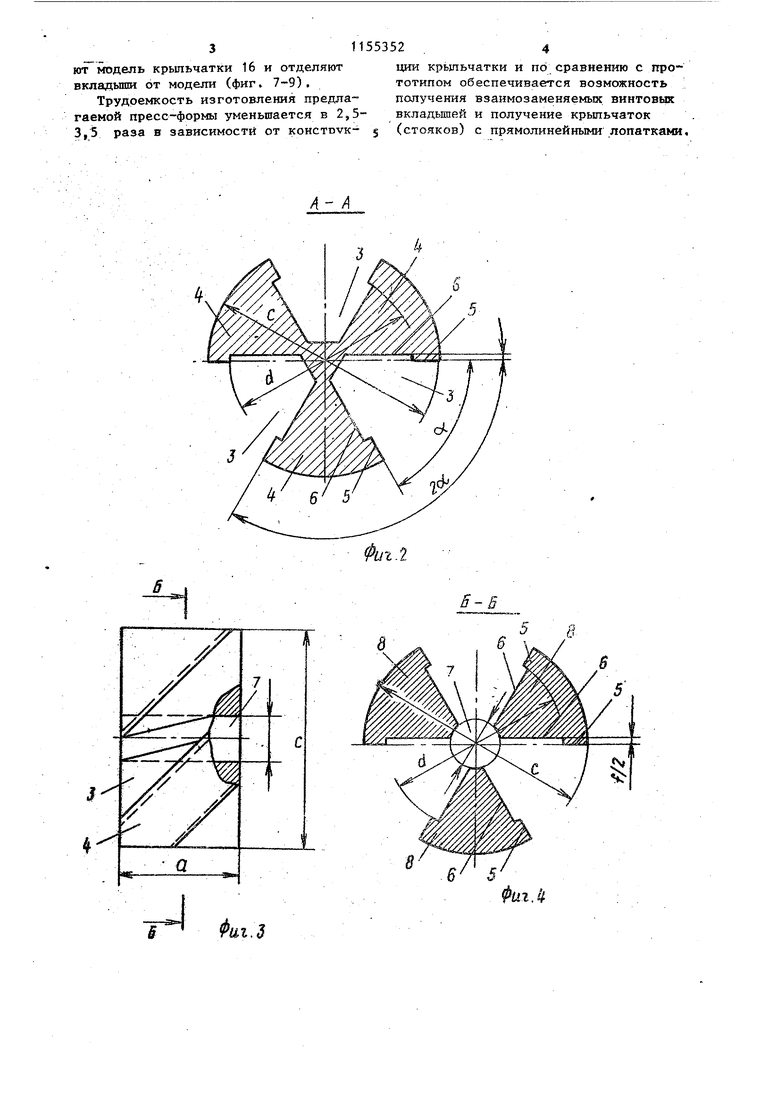
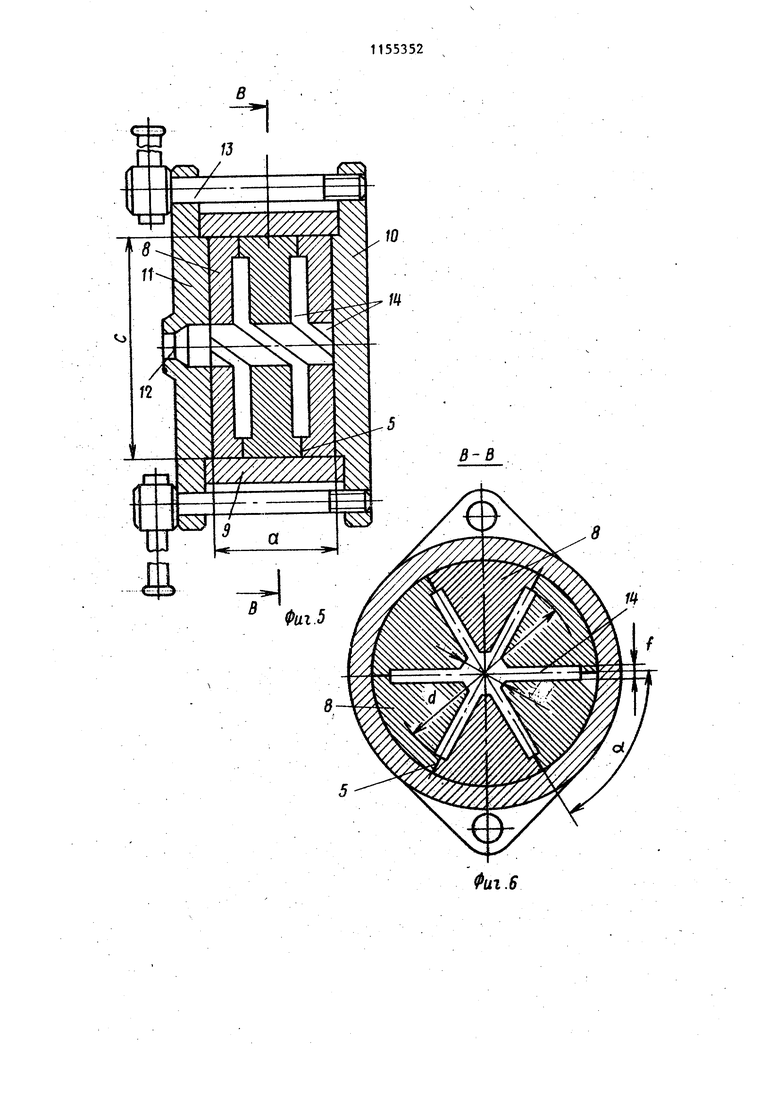
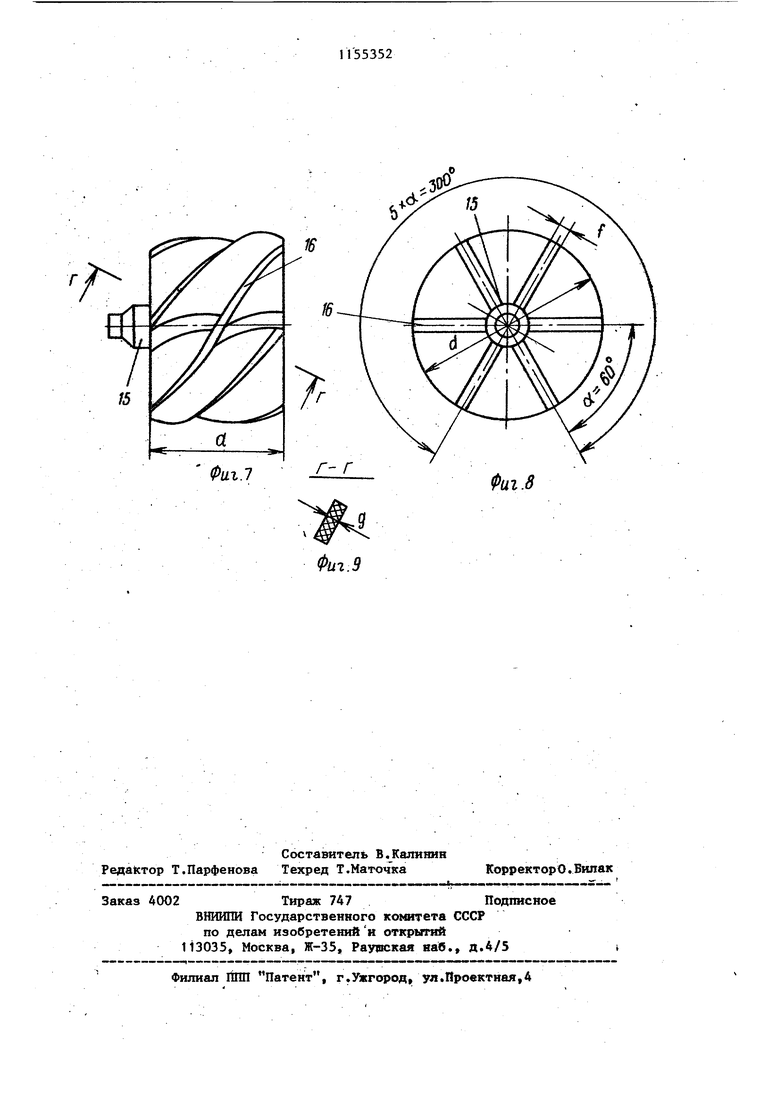
Изобретение относится к литейному производству, в частности к получению литья по вьтлавл5/емьм моделям, преиг-о щественно для получения огли вок с винтовыми лопаткамИэ и может найти пирокое применение в различных областях машиностроения. Цель изобретения - повышение производительности труда и обеспечение возможности получения взаимозаменяемых вкладышей пресс-форм за счет получелшя вкладышей, образующих при сборке полость литейной форг-1Ы, в которой затем получают выплавляемую модель с винтовыми, поверхностями. Сутдность изобретет-шя поясняется на примере изготовления пресс-формы для получения шестизаходной модели крыльчатки с винтовыми лопатками. На фиг. 1 изображе..а щшивдричес кая заготовка с тремя выполненными на ней винтовыми пазами| на фиг 2 разрез А-А на фиг. 1 (повернут); на фиг. 3 - цилиндр - :р-ская заготовка тремя винтов;-. пазами, разрезанная на две равные части с вырезанным центрапьньм отверстием); на фиг. 4 разрез Б-Б на фиг„ 3 (повернут); на фиг. 5 - пресс-форма в сборе, общий вид в разрезе; на фиго б - разрез В-В на фиг, 5| на фиг 7 - модель крыльчатки, по. ная в пресс-форме на фиг. 5; на .фиг. 8 - то же, вид с левого торца фиг, 7; на фиг. 9 - разрез винтовой лопатки крыльчатки в нормальном сечении толщинойД Способ изготовления пpecc фop ш по изобретению включает следукоцие операции. Первая.операция (фиг. 1 и.2)(фре зерная) заключается в нарезании на щшиндрической алюминиевой заготовк чкнтовык .пазов. При этом щ-ггшндрипескую за.готовк 1 /длиной, кратной длине крыльчатки а .с припуском на разрезкуЬ устанавли вают за технологический выступ 2 в делительную головку вертикально-фре зерного станка, закрепляют и центри руют ее с противоположш го торца по центром, а затем профильной двухсту . пенчатой фрезой (или двумя профильными фрезами) нарезают три винтовых паза 3 с образованием винтовых выст пев 4, на боковых поверхностях кото рых выполнены элементы вкладышей зa кoвыe выступы 5 и углубления б. равные полупрофилю лопатки крыпьчатки. Винтовые пазы нарезают с угловым шагом между замковыми выступами, равным удвоенному значению углового шага с/ч между лопатками крыльчатки, причем угол между выступами каждого паза вьтолняют равным угловому шагу между лопатками, Нарезание винтовых пазов на заготовке осуществляется путем последовательного поворота ее в делительной головке станка на угловой шаг, также равный удвоенному значению углового шага oL между лопатками крыльчатки. Боковая поверхность замковых выстуггов ограничена с одной стороны диал- етром заготовки С и диаметром cf , равным диаметру крыпьчатки. Глубина Углубления 6 в сечении, перпендикулярном оси заготовки, равна полутолщине - лопатки крыльчатки в том же сечении. Вторая и третья операции (фиг.1-3) (токарные) заключаются в разрезке заготовки на равные части длиной, равной длине лопатки крыпьчатки, и вырезании в каждой заготовке центрального отверстия 7 диаметром, равным диаметру ступицы крьшъчатки до разделения винтовых выступов 4. После вь1резания диаметра ступицы в каждой заготовке получают шесть винтовых вкладышей 8. Четвертая операция (слесарная) заключается в удалении заусенцев на полученных вкладышах. Пятая операция (фиг. 5 и б)(сборочная) заключается в сборке вкладышеи о. При этом шесть одинаковых вкладышей 8 соединяют между собой, сопрягая по замковым выступам и устанавливают в цилиндрическую обойму 9 (стакан), которую закрьшают с обеих сторон крышками 10 и 11, в одной из которых вьтолнено отверстие 12 для заполнения модельного состава. Крьшиси соединяют -между собой крепежными элементаш1 (болтами) 13. После сборки пресс-формы через отверстие 12 производят за полнение и запрессовку модельного состава в литейную форму 14. После застьгаания состава прессформу разбирают, извлекают из обоймы вкладьшш, отрезают ЛИТ.НИКОВУЮ систему (прибыль) 15 и затем вьгаима31155352 .4
ют модель крыльчатки 16 и отделяют ции крьэтьчатки и по сравнению с про вкладьшвн от модели (фиг. 7-9). тотипом обеспечивается возможность
Трудоемкость изготовления предла- получения взаимозаменяемых винтовых гаемой пресс-формы уменьшается в 2,5- вкладьшей и получение крыльчаток 3,5 раза в зависимости от KOHCTDVK- 5 (стояков) с прямолинейными лопатками.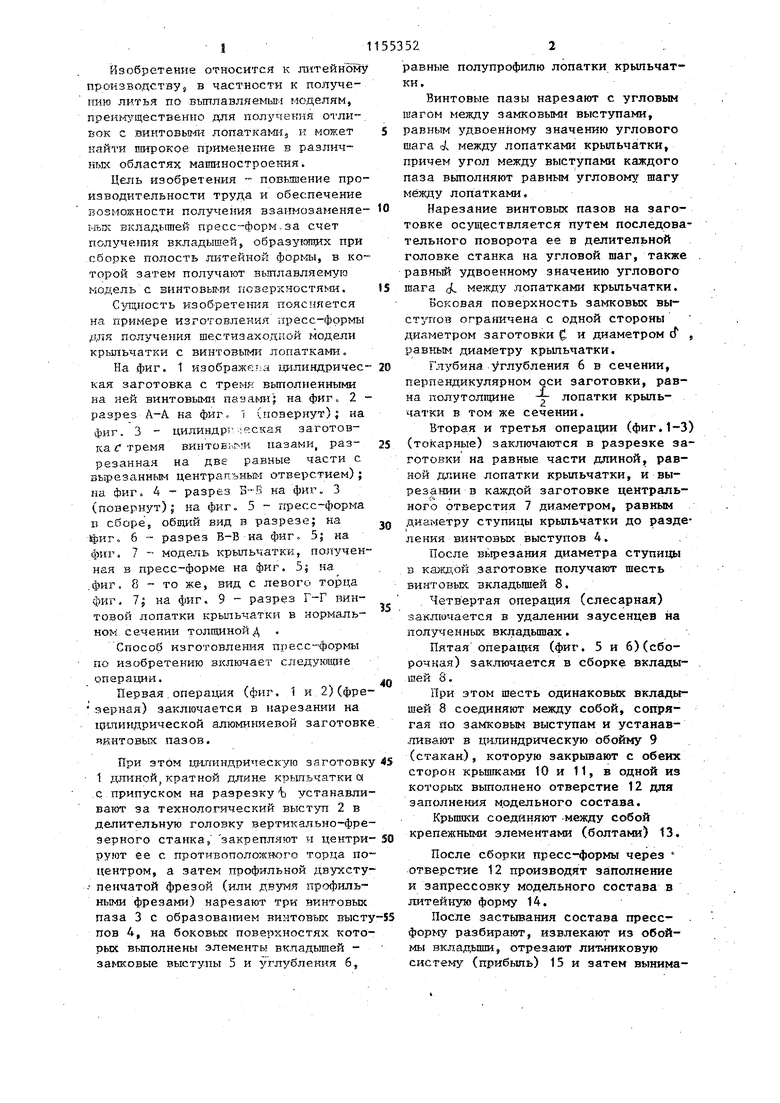
СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССФОРМ преимущественно для получения моделей крыльчаток с винтовыми лопатками, включак |ф1й резание цилиндрической заготовки на вкладыши с углублениями на их боковых поверхностях, равными полупрофилю винтовой лопатки, последующую сборку вкладышей в обойму с контактом вкладышей по замковым вьютупам, отличающийся тем, что, с целью повышения производительности труда и обеспечения возможности получения взанмрэамеяяемых вкладышей, перед резанием заготовки на вкладыши на ней нарезают винтовые пазы с угловым шагом между выступами, равным удвоенному угловому шагу между лопатками, причем утоп между выступами каждого выполняют равным угловому шагу между лопатками, а за- 5 тем заготовку разрезают на равные части длиной, равной длине лопатки крыльчатки, и В1фезают диаметр ступицы. Pui 1
б-В
5 8
Фиг 6
Фт.9
| 0 |
|
SU323244A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Королёв В.М., Степанова В.М | |||
| Фасонное литье по выплавляемым моделям | |||
| Оборонгяз, 1962, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Мендельсон B.C., Рудман Л.И | |||
| Технология изготовления штампов и пресс-форм | |||
| М., Машиностроение, 1981, с, f55. | |||
