Изобретение относится к машиностроению, а точнее к сварочной технике, а именно к управлению многопостовыми сварочными выпрямителями.
Цель изобретения - повышение надежности работы системы.
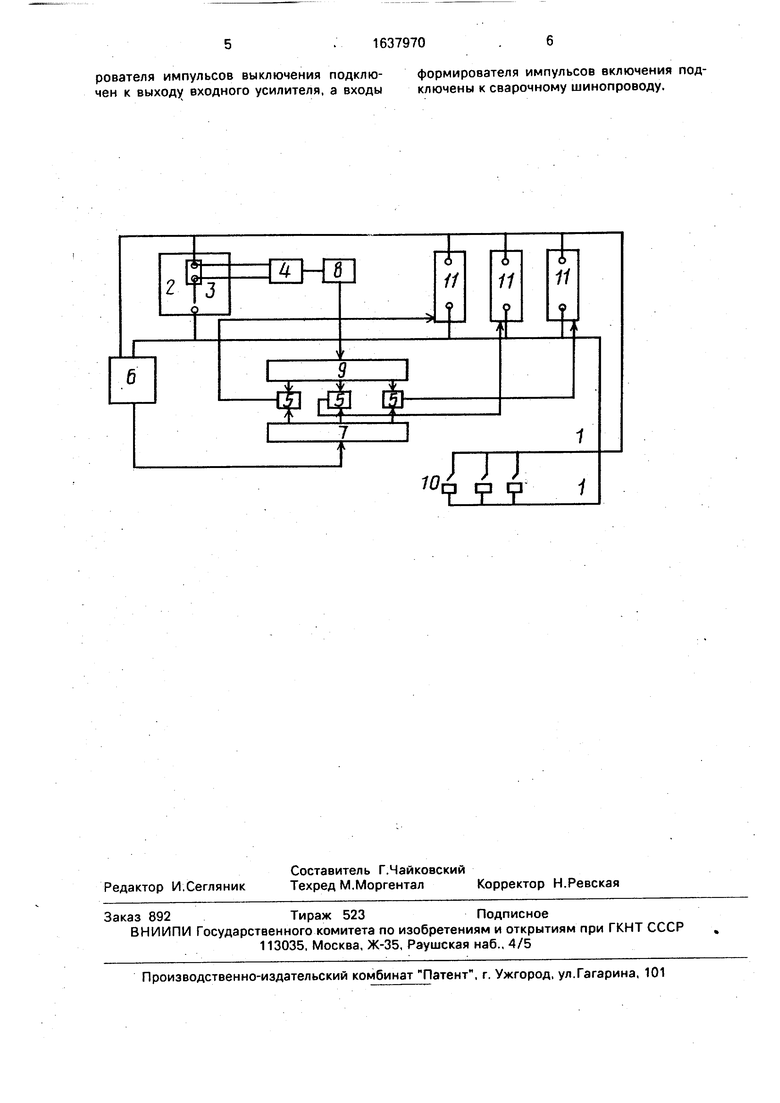
На чертеже изображена блок-схема устройства управления системой многопостовых выпрямителей.
Устройство включает в себя сварочный шинопровод 1, сварочный выпрямитель 2, содержащий токоизмерительный шунт 3, входной усилитель 4 постоянного тока, блок электронных реле 5, формирователь 6 импульсов включения, распределитель 7 импульсов включения, формирователь 8 импульсов выключения, распределитель 9 импульсов выключения, сварочные посты 10, дополнительные сварочные выпрямители 11.
Устройство работает следующим обра-
зом.
При включении сварочного выпрямителя 2 напряжение подается на сварочный шинопровод 1, сварочные посты 10 и формирователь 6 импульсов включения. По мере загрузки сварочного шинопровода 1 включением сварочных постов 10 напряжение на нем падает и при некотором пороговом значении формирователь 6 импульсов включения вырабатывает импульс, который поступает на распределитель 7 импульсов включения, представляющий собой кольцевой счетчик, и с него на одно из блока электронных реле 5, которое включит один из дополнительных сварочных выпрямителей 11.
При дальнейшем увеличении нагрузки на сварочном шинопроводе 1 через 2-3 с срабатывает соответствующее реле 5 и
О
со VJ ю VI
ключает один из следующих дополнительых сварочных выпрямителей 11 и т.д.
При уменьшении загрузки сварочного инопровода 1 уменьшается ток в сварочном выпрямителе 2, сигнал с шунта 3 через входной усилитель 4 и формирователь 8 им- пульсов выключения поступает на распреелитель 9 импульсов выключения в виде кольцевого счетчика и через него поочередно выключает электронное реле 5 и они - соответствующие дополнительные сварочные выпрямители 11.
Нагрузка сварочного шинопровода 1 носит спонтанный характер и не может быть заранее спрогнозирована, поэтому схема управления с замкнутым циклом работы позволяет равномерно загрузить все сварочные выпрямители.
Реализация способа на устройстве управления системой многопостовых сварочных выпрямителей позволяет упростить контроль за нагрузкой на сварочном ши- нопроводе, избежать перегрузки пусковой аппаратуры. Для этого при падении напряжения на сварочном шинопроводе 1 от 1,7 до 2,0 В через 2-3 с автоматически поочередно включают дополнительные сварочные выпрямители 11, таким образом компенсируют увеличение нагрузки на сварочном шинопроводе 1, т.е. увеличение отбираемого тока в сварочной цепи.
При напряжении 1,7 В (и менее) диоды сварочных выпрямителей работают в режиме 75% нагрузки (и менее) и могут так работать длительно. При напряжении 2,0 В (и более) диоды сварочных выпрямителей находятся в режиме 100% перегрузки (и более ) и могут выйти из строя.
Время выдержки на подключение дополнительного сварочного выпрямителя - 2-3 с. Автоматическое выключение дополнительных сварочных выпрямителей 11 при уменьшении нагрузки на сварочном шинопроводе 1, начиная с первого из включенных, осуществляют по изменению тока через сварочный выпрямитель 2 от 800 до 600 А.
Если отключать дополнительный сварочный выпрямитель при токе больше 800 А, то будет происходить частое подключение дополнительных выпрямителей при изменении нагрузки.
Если отключать на токе меньше 600 А, то произойдет уменьшение КПД сварочных выпрямителей, так как возрастут потери в трансформаторе.
Пример. Первым включают сварочный выпрямитель с шунтом, при повышении нагрузки на нем, т.е. при подключении к работе четырех сварщиков, напряжение на сварочном шинопроводе уменьшается до
1,85 В, что приводит к подключению схемой управления дополнительного сварочного выпрямителя к сварочному шинопроводу. При уменьшении нагрузки на сварочном
шинопроводе до 700 А первый из включенных дополнительных сварочных выпрямителей отключился с задержкой по времени 2,5 с, считая от момента возникновения тока 700 А. При этом ток на остальных выпрямителях
возрос. Если нагрузка уменьшится снова, то цикл повторится. Измеряя напряжение на шинопроводе и ток через сварочный выпрямитель с шунтом схема управления обеспечивает всегда оптимальное число
включенных дополнительных сварочных выпрямителей.
В результате использования данного предложения повышается эффективность использования сварочных выпрямителей,
установленных в машинном зале, повышается надежность работы пусковой аппаратуры, экономится электроэнергия.
25
Формула изобретения
1.Способ управления системой много- постовых сварочных выпрямителей, при котором первым включают источник питания с контролируемой величиной тока и при из0 менении величины тока нагрузки поочередно включают остальные источники, отличающийся тем, что, с целью повышения надежности работы системы, второй и последующий дополнительные источники пи5 тания включают при уменьшении величины напряжения на сварочном шинопроводе на 1,7-2,0 В в течение 2-3, а отключают поочередно, начиная с первого из дополнительно включенных, при уменьшении тока через ис0 точник питания с контролируемой величиной тока 800-600 А.
2.Устройство управления системой многопостовых сварочных выпрямителей, содержащее источник питания с токоизме5 рительным мостом, параллельно которому подключены дополнительные источники питания, на управляющий выход которого подключен входной усилитель, выходы блока электронных реле дополнительно средине0 ны с управляющим входом соответствующего источника питания, отличающееся тем, что, с целью повышения надежности работы системы, в него введены последовательно соединенные формирователь и рас5 пределитель импульсов включения, а также последовательно соединенные формирователь и распределитель импульсов выключения, выходы распределителей импульсов включения и выключения соединены с входами блока электронных реле, вход формирователя импульсов выключения подключен к выходу входного усилителя, а входы
формирователя импульсов включения подключены к сварочному шинопроводу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации напряжения многопостовых сварочных выпрямителей | 1972 |
|
SU507421A1 |
| Устройство для управления работой группы источников сварочного тока | 1989 |
|
SU1632677A2 |
| Способ управления многопостовой системой питания | 1984 |
|
SU1276453A1 |
| Устройство для управления работой группы источников сварочного тока | 1985 |
|
SU1328104A1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1255334A1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Система централизованного питания сварочных постов | 1985 |
|
SU1278144A2 |
| Устройство для многопостовой сварки | 1986 |
|
SU1344535A1 |
Изобретение относится к машиностроению, точнее к сварочной технике, а именно к способу управления многопостовыми сварочными выпрямителями. Цель изобретения - повышение надежности системы в работе. При падении напряжения на сварочном шинопроводе от 1,7 до 2,0 В в течение 2-3 с включают поочередно дополнительные источники для компенсации нагрузки на сварочном шинопроводе и при уменьшении тока через источник питания от 800 до 600А выключают их поочередно, начиная с первого включенного дополнительного источника питания. В устройство для осуществления способа дополнительно введены формирователи и распределители импульсов включения и выключения. За счет измерения напряжения на шинопроводе и тока через источник питания во время работы обеспечивается оптимальное число включенных дополнительных источников питания. 2 с.п. ф-лы, 1 ил. NW Ё
| Способ управления многопостовой системой питания | 1984 |
|
SU1276453A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для управления работой группы источников сварочного тока | 1985 |
|
SU1328104A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
