Изобретение относится к сварочному производству и может быть использовано в производстве с большим объемом сварочных работ, а именно при сварке стальных конструкций в судостроении, машиностроении и других отраслях промышленности.
Целью изобретения является повышение качества сварного соединения за счет повышения точности поддержания напряжения на сварочном шинопроводе.
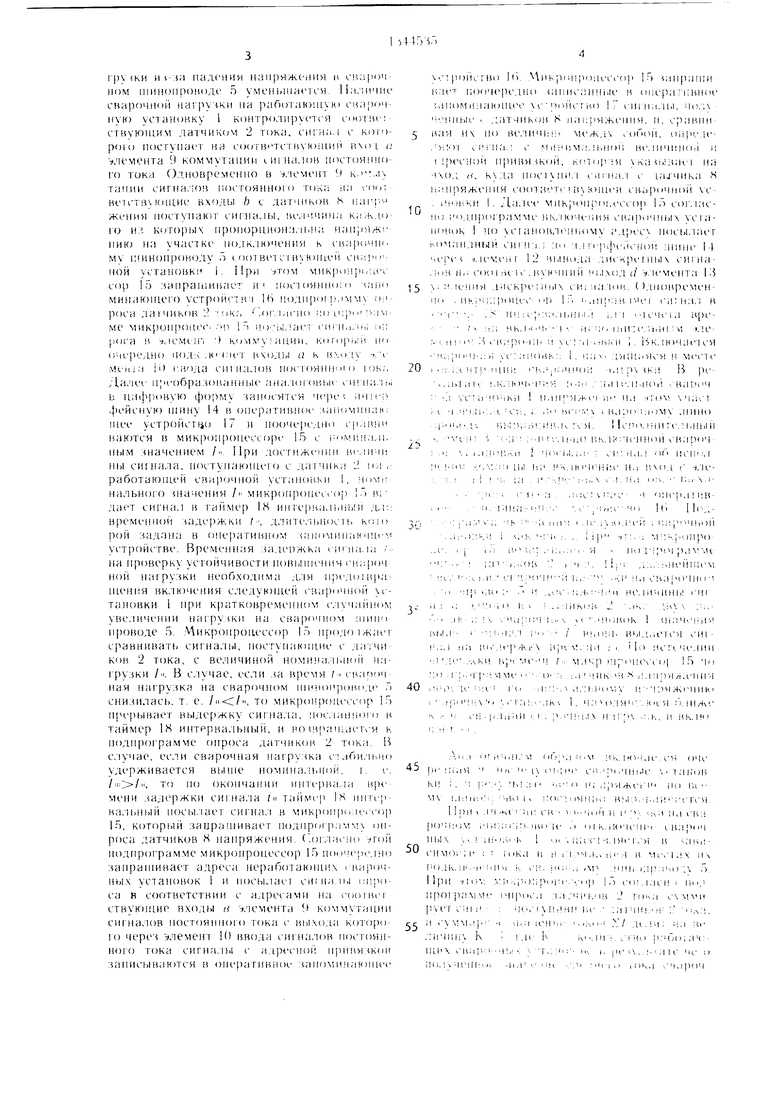
На фиг. 1 представлена блок-схема устройства для многопостовой сварки; на фиг. 2 - блок-схема управления.
Устройство для многоностовой сварки содержит сварочные установки 1, в качестве которых использованы выпрямители ВДМ 3001, датчики 2 тока, например шунты, исполнительные элементы 3, в качесте которых использованы пускатели серии ПА, источник 4 питания, сварочный шинопро- вод 5, сварочные посты 6, например типа БР 300, блок 7 управления исполнительными элементами, выполненный на элементах микропроцессорного набора «Микродат, датчики 8 напряжения, например резистор- ный делитель напряжения 60/10 В.
Элемент 9 коммутации сигналов постоянного тока, например типа КС 31.05, предназначен для коммутации поочередно аналоговых сигналов от датчиков 2 тока с входов а и аналоговых сигналов от датчиков 8 напряжения с входов в. Элемент 10 ввода сигналов постоянного тока, например типа КС 31.03, служит для преобразования аналоговых сигналов в цифровой код. Элемент 11 ввода дискретных сигналов, например типа КС 34.03, предусмотрен для преобразования дискретных сигналов с входов с в цифровой код. Элемент 12 вывода дискретных сигналов, например типа КС 35.04, предназначен для преобразования цифрового кода в дискретный сигнал. Элемент 13 усиления дискретных сигналов, например типа КС 63.20, служит для усиления дискретных сигналов и управления исполнительными элементами с выходов d.
Интерфейсная шина 14, например ИК 1, предусмотрена для обмена информацией между всеми эле.ментами блока 7 управления.
Микропроцессор 15, например типа КС 59.01, осуществляет все логические и арифметические операции по программе, заложенной в постоянном запоминающем устройстве 16.
Оперативное запоминающее устройство 17, например типа КС 54.07, используется для хранения про.межуточных результатов в процессе обработки поступающей информации в ходе выполнения программы.
В постоянном запоминающем устройстве 16, например типа КС 54.34, хранится программа работы устройства и таблица следующих постоянных величин; номинальной нагрузки /н на сварочную установку, минимальная нагрузка .з, где Кз - коэф0
5
0
5
0
5
0
5
0
5
фициент запаса, учитывающий некоторую неравномерность распределения нагрузки по сварочным установкам, интервал времени проверки сварочной нагрузки t«, интервал времени включения исполнительного элемента to.
с помощью интервального таймера 18, например типа КС 54.02, реализуются все временные интервалы.
Входы а являются входами аналоговых сигналов от датчиков 2 тока, входы в - аналоговых сигналов от датчиков 8 напряжения, входы с - дискретных сигналов от исполнительных элементов 3, выходы d - выходами командных сигналов на исполнительные элементы 3.
Каждая сварочная установка 1 входом через датчик 2 тока и исполнительный элемент 3 соединена с источником 4 питания, а выходом - со сварочным шинопроводом 5 и заземленным шинопроводом, к которым параллельно друг другу подключены сварочные посты 6. Второй вход и второй выход каждого исполнительного элемента 3 соединены с соответствующими выходом и входом блока 7 управления, соединенного другими входами с выходом соответствующего датчика 2 тока. Каждый датчик 8 напряжения двумя входами соединен с сварочным шинопроводом 5 и зазе.мленным шинопроводом в месте подключения к ним соответствующей сварочной установки 1, а выходом - с соответствующим входом блока 7 управления. Причем в блоке 7 управления входы а н b элемента 9 коммутации сигналов постоянного тока, соединенного с элементом 10 ввода сигналов постоянного тока, и входы с элемента И ввода дискретных сигналов являются входами блока 7 управления.
Кроме того, в блоке 7 управления соединены параллельно между собой интерфейсной щиной элемента 9 коммутации сигналов постоянного тока, элемент 10 ввода сигналов постоянного тока, элемент 11 ввода дискретных сигналов, элемент 12 вывода дискретных сигналов, к которому последовательно подключен элемент 13 усиления дискретных сигналов. К интерфейсной шине 14 также подключены микропроцессор 15, оперативное запоминающее устройство 17, постоянное запоминающее устройство 16, таймер 18 интервальный. При этом выходы d элемента 13 усиления дискретных сигналов являются выходами блока 7 управления.
Устройсгво работает следуюшим образом.
В начале смены включается одна из сварочных установок 1, условно считающаяся дежурной, для подачи напряжения на сварочный шинопровод. Одновременно включается в работу и блок 7 управления. По мере подключения сварочных постов 6 ток в сварочном шинопроводе 5 растет, а напряжение в местах концентрации сварочной наг|1 чки H(-;i:i падения иапряжс-ния и ср.ароч- lioM шиис.шроиоде 5 уменьшается. 1 la. in iiie свирочной иагручки иа рапотаюшуш сиар| )ч- иук) устанонку 1 К()нтро.;111р ется спотиг; ствуюшим датчиком 2 тока, сш яа, с ком) poio поступает иа 1;)(Л ветсти Н)11ий р,от а : лемепта 9 коммутации uinia.inH иостпяниг)- го тока ()диоЕ ремеиио в 4, 9 к.,. таиии еигпа. юв постоянного тока иа cooi нетствх ющие входы b с датчиков Н жения поступают .ты, ве.тччипа ,IO- го и., KoTopiiix пропорпиона. П,; naiijiH i - пиК) на участке подключения к сварочц. му iMUHonpoHi x iy Г ( 001 вет с I ByKiiueii сн М ной устаиовк: i. При 1ИК1),иес сор 15 .чапра111И1;ает ii пост ояипо; п .иио минающесо устрой.стич 1в 1оди1)о I..IMMX ;):i- роса ; а1чиков }. ок;, .oc.iacno чо uij NI i- ме микроиропес М no -i i, cniMbi/ii.; л:; /оси в .leMi-ii i ( ации, ко i i) ио очередно чоД1 дспет вход.ы i к -..т Mi-hja ill гчюда спшадов постоянной) IOK;, Да.тее прео6ра:-101 аин1 К ана.тоговые v4i иа/ и ь 11;(ф)овук) форму чапосятс Я чере - HHie;; 41ейснук) HlHiiy 14 в оперативное :( inee ycTpOHCTFio 17 и 11ооче(11 дно CJMIIH наются li мик|)оп)опессор 15 с . и, пым значением /« Прн достижс нии ве.ичи ны сигнала, иостунаюнкто с дагчика 2 ir/i ,- работакмцен енар()чной установки 1, чом;: нального чиачения I- мнкрог1роиессо| 1) BI дает сигнал в та11ме) 18 иитер альнь и д/с,: в)еменно11 ;-(ад1 ржки I , длит1 льиос i ь loii задана в оператиши):. лаиомииа1 ч 1е 1 устройстве. Временная зад1Ч)жка cni iia.ia л- на проверку ус тойчивости п()В1 1пенич сцароч noil нагрузки необхс)дима д.тя п;1едо1ира- включения с. 1едук)П1ей ciuipiiniioii i - та)К)вки 1 при к)атковрем1Ч1иом с.т ча11пом увеличении нагрузкп на сварочном шнио п|)оводе 5. .Микропроцессор 15 иродо 1жаст сравнивать сигна. И), постунакпнне с да;чн ков 2 тока, с величиной номинально нагрузки /11. В с.тучае, если за время i ная нагрузка на сварочном ип нопроно.е 5 снизилась., т. е. , то микро1)оиессо 15 нре|)ывает выде)жку си1Д1ала, чослан 10 т и таймер 18 интррвальньп, н во В|1ап;ается к 11одп|)ограмме опроса датчиков 2 тока. с.тучае, если сварочная на1рузка ст , it-,iio удерживается вьине номинально , i. с . , то по окончании инте)ва.1а вре-- мени ,(адержки сигнала 1« TaiiMcp IS интгр- вал1)НЫЙ носьгтает си1 на,.т в мнк|1опро.и ссор 15, KOTopiiui заира нивает подпро|-рамл опроса датчиков Н напряжения. (л)г,тасно roii нодпрограмме микропроцессор 15 иоочс-релно занран1И ает адреса нераоогаюши.ч сва.роч- ны.х установок 1 н носылае си1на.п.1 iMipo- са в соответствии с адресами на COOIIUM CTByK)HUie входы ч .темента коммутапнп сигна,1ов И()стоянно1( тока с выхода которого через : лемен1 1(1 ввода сигналов посюян- ного тока сигна,-|Ы с адрес ной (цтивязкок занисываются в онеративиое заиоми.наюиц е
0
0
чс роисгво It). икplЧlpoi eccop 15 ан)ап1И пае поочередно laiiHv aHHi.ie и oiie)a Г1;вное -:апом инакицее с пойсг ко 17 cni нальк чо;; . пные 1 датчиков S иа 1:Г1ЯЖ1Ч1ии, и, сравин пая и по ве, 1ПЧ|; ;1 и жд соГищ, oiipe.ie- . ; о | ci rna.i с м itiMiM:;. ьноп ие.шчпнои и 1)ес:иои привязкой, которая Kaii ;iiaei на зчод, н, к.та . | с.исн;, с laj HHKa 8
1 ; НрЯЖ1М ИЯ COOTl. TC В Н)1ПеИ СВч(ОЧНОЙ С. I ioi-.KH I. Далее M4Kj4iniM4,eccop 15 i,4), - iio i o.i программе вк,1К)Че1;ня сварочн1)1 cia- iioiioK I но ciaHOB, ic-HboMV ; д;)е-с иосы. юег |ч мандныи сигн- ; им и.| ,|H ,iciioH иппк- 14 .еГ(м -i.,eiii 12 вывода диск 1е1НЫ сИ1На- . h)H н,. соо I .riei с . в и м111Г| ч,1ход (/ :).ieмента I . i -. .uicKpe Н1)1 i.4ii иа.тои. ( ) мм . iiKi ii:; ршкч I lii I-.iHp. ii i - e i си;на. | в Т: . , И1;: г;. 3;|, ibiihi и I. Г 1 i, 4v 1 а Н)с ч НК.. Ч. : it- :;г, liill :е.П,Н1 М Ле- : i н л cnapo.i;i. 1 ч-; ii , i . И к. почае К Я Ч;|1 liii.;:,; с: а I i О riK:: 1, .1ЯП1;о1ч-я I Mi C ie i . ;:.v I p тип I h; ji; i.i iuiKi в PC ,..bla|.. ,K, : il4i4 ; -: : 1 r: . ;i И 1 ; .I MIO li .. 4
.: c ,1 Mi-iKii пан|М|/ьг| ,, па -doM ч;;с1
15
0
H i-iii .....iUlbl hi 4. Ih iMC HUi H.i МЛ.ОД ( -J. H . . : i 4, ;a . 1 -.. V :„ : . ti.l ч::. Ki, .) Ji ; с I i a . .I;;C ; ч e. C 3 nni p.l I I;B :i. I ИНа- . . i ; ( /ilc 4n | I) |i,.: , Ь 4i м n ; i . ; j tu.i ru ; i;;; p ч iiOH
. .i :.;: -. i , к - |i j. .. ( p -):.; M lKjiOIlpO
..Г. . j .; iv- .,.: ,- i:,..:-1. я - Mil I ipoi ;)
C . . la 1 . ioii ; 1 ч : . i j l .u;.: :.не)
-: . -:v I, И . с I VMi ip S I.,: .- .I M.i сьа рочнм
p;io : . i .o c ii. b и не. 1ичины ии
ii ; .: I ч о h ; , , iHKoji J .is: :h : -. .1 ) ,: ч U ;:::44: i i . Hi iBOK 1 (H ;i 4i I-11
iibia I -: I.и; . - - / И,1):Л. выд,,е1 ся cm - i .-i . la I .i/ lep. ;ijn.;. na : i i lo iHTi,
И ДС . лКИ bpi М(- 1Ч ., МИЧр )Чр1И(ЧЧо| 15 40
:о и :. и р:- VI u м . О :; : .i и iia и ш/киннч че : ;;1 : Г( И;:: , . : г. 1Г и;п1жеиик1
Р 1 i ;, с r;i::i ,;к 1 , Ч ; М ). Я И .. iO, Я о. к :- Cli.iiaii;UI -.1 : р..1Х 1ГП Л ,:.К. н JiK.IKi
- |;1ая I Мл и- i5i,;ii,.i 1.. PI .4 н I.U laKoli М- . j ,; :о и; ,;р 1жеги1 lui ;
И: ih I : . ibi i ;:ОГ ; iHiHii,; BS .i.-i li :ЧТСЯ 1 1 рИ I .1 ч .- %( :i I с в ь. iji il ( ij 1 I -V. , pO4l;i;V iM,i;;: i:,). 4io ic ,i о I к, i И 14C4 hi |,ВароЧ 11Ы ;i U ;lio,i T 1 I. , 111; 1 .5ЛЯеГ/ в -.aiii) (Ч 1Ог;и ; iiiK.l Ii H ri 4,.v ii-. и U C|,i н I o.iK, il-. li . СИ. IK;; ,1 ,r .4 |t|i i;:p: : . ; 5. Ii|)H 111),: л ii ..l o;i ii Ii: i .-., i ip ,) ro.iacH i Гм i i
npoi |) Me iMipoc.i и a/чи кпц гок;, ; ет СЧ ;| ; iji Ci he . ;а I чи. ; ;л:;,
а , .1 ..i,:i 11 ИЧ, |.,л1|- Л / Д(.Ь ;;И Зг . ;ii41ili к Иг ьKI Л ч : . CTih I 1 ч о;аЧ}nth И1а ii; ч ;, V } r.::(i; - ч i. |ie i.. i- а i с ic о o. Ti И1чп-: )i HI .1 u ..ч : Ч 1 ,1 I 1 Ичл , 4,1 роч
ных установок /ср с 1ан11ивак)г с величиной минимальной наг)узки /«ин. |1|1и достижении значения срсднск) гока /ч величины мини- ia. ii)Hoii нагр (ки 1икпо11|)оиессор 15 лает сигнал и ;айме) 18 ин 1 е{)на. 11)Н.1Й д.пя г.еупиствления заде( еи|иала на выключение / ч л ли а время сигна- jia (иачение е()ед1|е|-п гока /ч )icii;iu /мин, го мик)О11 оиеееи 1 нрерынает BI.I- де) и ио (вра;иа1 тея к пол.- |||)О1 uiMv.L опроса да1чмк()н 2 1Ч)ка. В е.лучае. ее I l за время 5| 1Д| р/1х; 1 си/нала 1 зиа- 41, iif.t е;Н Днего IOKH / : Ш 11)евыеил() /«ни то MHKjJoniioHen Oj) I Г) ограпа iTiinaei иод- HpoipaviMx iiiipoia агчиков h напряжения, R |)езул1)Таге ко10;)ой нь дае1ея К()ма11дн1,1| | сигнал на отк.ночение eBapoMiioH уеталювки 1. на учаепчг ер, Кч о шиномроиода :i к(ЛЧ1- poii ныя|5лен() мак . пмал 1,1101 1 апря/кение (т- ключаетея одна енарочная eianoBKa I и нааряж:(Ч1Ие ао :( Н1иион|1оноду вы).Лналогичиым (ч )м;1(,м о I ея мо- еледчющне nsapoa мыг чеганонки 1.
В конн:- смемы oeraEiHi К)ея отну гвароч- нчао устанонк) 1 оч К.лючаюг eavioc i оятельно
11 |н дла аем ч- . rpoiie i во но ерави1Ч{ик) е H3Bc eTfibiM 11О(воляет мен11Ч1ить колебания ча нря/ке-пия на сп: .ричном |чиаоп|101 оле за счет ириолпжс Л я ие1 ом:-1икон Ciiapo iHoro л. ка к конлг i i р,1 ;,М1 iiiapo iiion i-::
I()y3rai, : i Г; ЗаИИеИ ur 1 I: or И)1)НЯ in
0
5
11)ижения на участках сварочного шинопро- вода определить очередность и место включения или (ггключения сварочных установок, вследствие чего повышается качество сварки, кр(;ме тою, увеличивается производительность работы сварщиков из-за более стабиль- ного горения дуги, а также уменьшаются ногерн г нергии в сварочном шинопроводе.
1()рмула и:юбретения
Уег)ойство для многогюстовой сварки, со- держап1ее источник питания, соединенный че(л исполнительные элементы и датчики то- со сварочными установками, выходы ко- го)ых сос динены со сварочным и заземленным иииияфоводами, к которым параллельно лруг д)у1 у подключены сварочные посты, олок управления исполнительными элемен- , первые входы и выходы котсгрых сое- д1П1ены ео.п ветственно с вторыми выходами и входами исполнительных элементов, отли- ткица ся тем, что, с целью новы иения ка- чес1ва сварных соединений ,за счет повы- 1:1енчя гочносги поддержания напряжения на аароч1И)м И1инопроводс, в него введены датчики напряжения, включенные меж-1Л снароччым и ..аземлеиным иинопроводами в месгах подключения сварочных установок, а гыходь дагчиков напряжения и пока под- c(iriiHai:ibi COO ветстенно к вторым и третьим .-.ходам б. ижа н авления псг:ол1 1г: ;|ьным1 члсмеитами.
И 0 Е ft i: w w
б т
а Ь
d
fpuz.Z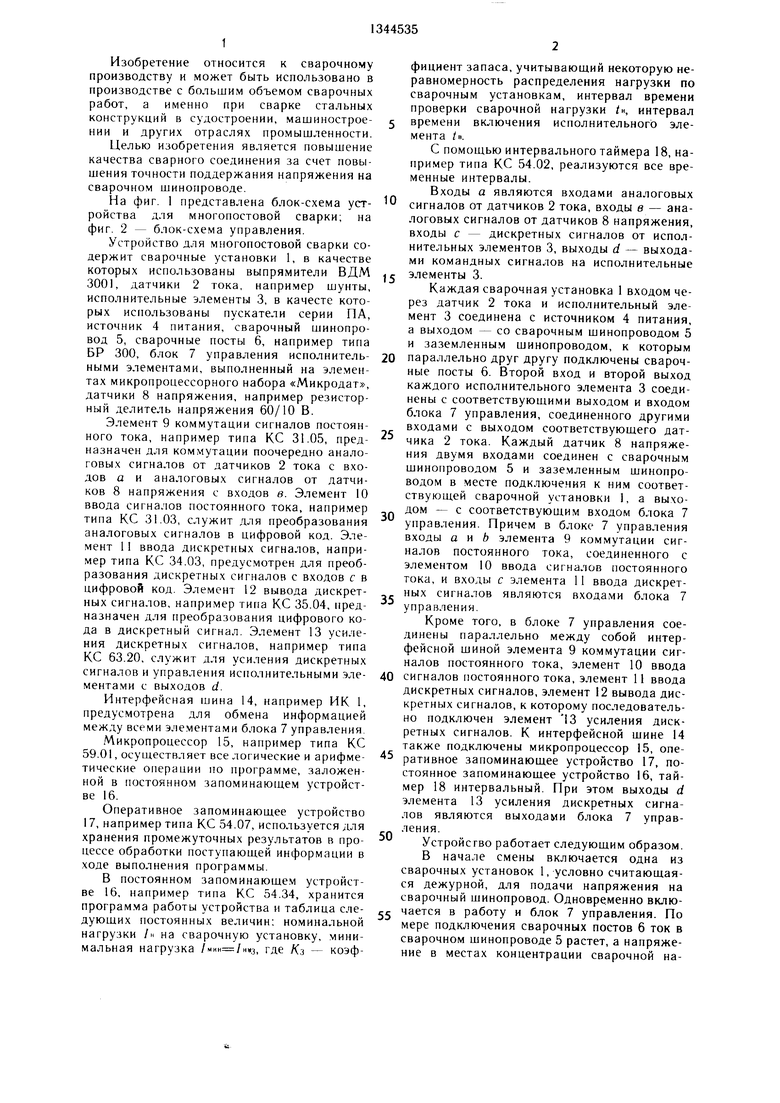
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многопостовой сварки | 1985 |
|
SU1255334A1 |
| Устройство для слежения по стыку | 1989 |
|
SU1696202A1 |
| Многополостная система питания сварочных установок при выполнении дуговой сварки одновременно на нескольких судах на плаву | 1978 |
|
SU774846A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1371821A1 |
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Система измерения уровня | 1986 |
|
SU1515063A1 |
| Многопостовая система питания индукционных нагревателей | 1978 |
|
SU735648A1 |
| Стабилизированный преобразователь напряжения | 1989 |
|
SU1702498A1 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
Изобретение относится к сварочному производству. Изобретение позволяет повысить качество сварного соединения за счет повышения точности поддержания напряжения на сварочном шинопроводе. Устройство для многопостовой сварки содержит источник питания, сварочные установки, сварочные посты, датчики тока, блок управления, исполнительные элементы, сварочный и заземленный шинопроводы, датчики напряжения, входы каждого из которых соединены соответственно со сварочным и заземленным шинопроводами в месте подк,лючения к ним соответствующей сварочной установки. Устройство уменьшает колебания напряжения на сварочном шинопроводе за счет приближения источников сварочного тока к местам концентраций сварочной нагрузки. В зависимости от уровня напряжения на участках сварочного шинопровода определяются очередность и место включения или отключения сварочных установок. 2 ил. с: (Я со 4: ел со Сл
| Устройство для многопостовой сварки | 1981 |
|
SU1009667A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1255334A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
