Изобретение относится к автоматизации сварочного производства, может быть использовано во всех отраслях промышленности, где имеются группы источников питания сварочного тока, работающих на общий шинопровод и является усовершенствованием устройства по авт. св. № 1328104.
Целью изобретения является повышение срока службы источников сварочного тока путем исключения частого включения-выключения источников при резком изменении тока нагрузки в сварочном шинопроводе.
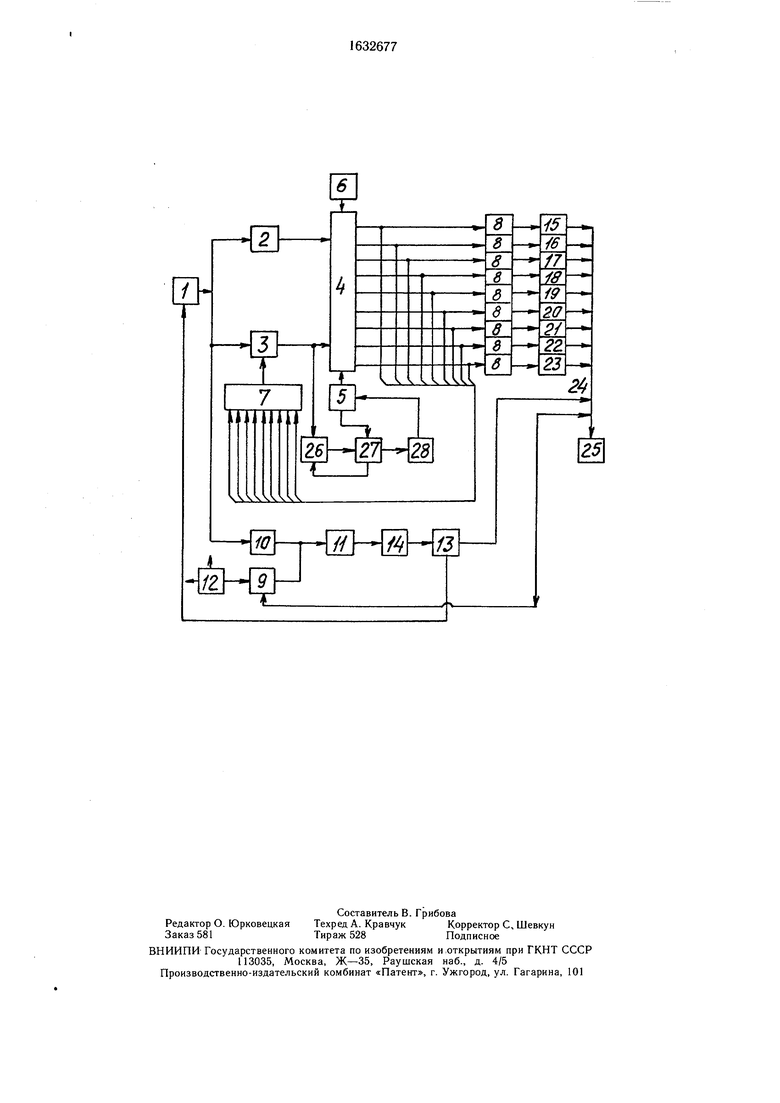
На чертеже изображена функциональная блок-схема предлагаемого устройства.
Устройство для управления работой группы источников сварочного тока содержит
входной усилитель 1, два пороговых элемента верхнего 2 и нижнего 3 значений тока переключения, логический блок 4 с тактовым генератором 5 и элементом 6 установки в нулевое положение логического блока, цифроаналоговый преобразователь 7, блок 8 электронных реле, элементы включения 9 и выключения 10 первого источника, электронное реле 11, блок 12 питания и шунт 13 первого источника 14 Источники 15-23 питания и первый источник 14 подключены к общему шинопроводу 24, к которому подведены потребители 25 электроэнергии (индивидуальные посты ручной сварки). В состав устройства входят также элемент 26 логики включения-выключения
о ее to
ОЭ
1 1
INJ
счетчика импульсов тактового генератора, счетчик 27 импульсов тактового генератора и элемент 28 логики переключения логического блока.
Входной усилитель 1 своим входом подключен к шунту 13 первого источника 14 питания сварочного тока, а выходом - к входам пороговых элементов верхнего 2 и нижнего 3 значений тока переключения и элемента 10 выключения первого источника питания, выходы которых подключены к входам логического блока 4, подключенного выходами через блок 8 электронных реле к источникам 15-23 питания сварочного тока, а также к цифроаналогому преобразователю 7, выход которого подключен к пороговому элементу 3 нижнего значения тока переключения. Элемент 9 включения первого источника своим входом подключен к сварочному шинопроводу 24, а выходом совместно с выходом элемента 10 выключения первого источника через электронное реле 11 - к первому источнику 14 сварочного тока. Элемент -26 логики включения-выключения счетчика импульсов тактового генератора своим входом подключен к выходам элемента 3 нижнего значения тока переключения и счетчика 27 импульсов, тактового генератора, а выходом - к входу счетчика, выход которого подключен к входу элемента 28 логики переключения логического блока, а его выход подключен к входу тактового генератора, выход которого связан с входами счетчика импульсов тактового генератора и логического блока.
Устройство работает следующим образом.
Тумблером включается блок 12 питания элемент 6 установки логического блока в нулевое состояние автоматически переводит логический блок 4 в такое состояние, при котором на всех его выходах отсутствует сигнал включения источников питания сварочного тока. Пороговые элементы 2 и 3 устанавливаются в положение, при котором на выходе элемента 2 верхнего значения тока переключения отсутствует сигнал управления логическим блоком 4, а на выходе элемента 3 нижнего значения тока переключения присутствует сигнал управления.
До замыкания сварочной цепи, т. е. когда сварочные посты не работают и цеховой шинопровод не нагружен, все источники сварочного тока выключены. При этом элемент 10 выключения не работает, т. е. отсутствует сигнал с шунта 13 первого источника 14, а через элемент 9 включения в сварочный шинопровод 24 подается низкое напряжение малой мощности с блока 12 питания.
При замыкании сварочной цепи потребителями 25 электроэнергии срабатывает элемент 9 включения первого источника и через электронное реле 11 этого источника
включает его. При этом через шунт 13 первого источника 14 питания сварочного тока начинает протекать ток сварочной нагрузки. Сигнал с шунта 13 поступает на
входной усилитель 1 и далее на элемент 10 выключения первого источника, который поддерживает электронное реле 11 во включенном состоянии до тех пор, пока через шунт 13 протекает сварочный ток. Элемент 9 включения закрывается при этом появившимся сварочным напряжением первого источника питания. В дальнейшем при любой нагрузке на общем шинопроводе поддержание во включенном состоянии первого источника 14 обеспечивается только за
счет элемента 10 выключения.
С выхода входного усилителя 1 сигнал, пропорциональный сварочной нагрузке, поступает на входы пороговых элементов верхнего 2 и нижнего 3 значений тока переключения.
Если величина сигнала, снимаемая с усилителя 1, на входе пороговых элементов 2 и 3 превышает номинал тока нагрузки первого источника 14, то срабатывает пороговый элемент 2 верхнего зна5 чения тока переключения. Тактовый генератор 5 через определенные интервалы времени (1-4 с) постоянно подает импульсы в логический блок 4, выходы которого соединены с входами блока 8 электронных реле. При поступлении сигнала с выхода эле0 мента 2 на вход логического блока 4 подается команда на разрешение прохода импульсов с тактового генератора 5 в логический блок 4, который переводится в состояние, обеспечивающее подключение через блок 8 электронных реле второго источника 15.
5 В результате этого степень загрузки первого источника снижается.
Если после подключения второго источника 15 питания установившаяся степень загрузки первого источника питания превыQ шает его номинальный ток, то пороговый элемент 2 верхнего значения тока переключения не возвращается в исходное состояние, а с очередным импульсом с тактового генератора 5 через логический блок и соответствующую ячейку блока 8 электронных ре5 ле подключает третий источник 16 питания сварочного тока, после чего степень загрузки первого источника питания вновь снижается.
В случае, если после запуска третьего источника питания степень загрузки перво0 го источника питания снова превышает номинальный ток первого источника питания, то очередным импульсом с тактового генератора 5 осуществляется подключение последующих источников т. д. до тех пор, пока степень загрузки первого источника пи5 тания будет ниже величины его номинального тока загрузки. В этом случае пороговый элемент 2 верхнего значения тока переключения возвращается в начальное состояние и на вход логического блока 4 поступает с элемента 2 сигнал запрета для прохождения импульсов с тактового генератора 5, прекращая тем самым подключение к сварочному шинопроводу очередных источников питания. При дальнейшем подключении к шинопроводу потребителей 25 электроэнергии порядок подключения источников питания сварочного тока повторяется согласло описанной схеме.
При снижении нагрузки на шинопрово- де устройство работает следующим образом.
При уменьшении значения сварочного тока в шинопроводе 24 на элемент 3 нижнего значения тока переключения поступают два сигнала: первый - с шунта 13 через входной усилитель 1, пропорциональный нагрузке в шинопроводе, второй - с циф роаналогового преобразователя 7, на который поступают сигналы с выходов логического блока 4, соответствующие числу подключенных источников питания. Цифроана- логовый преобразователь 7 изменяет в меньшую сторону порог срабатывания элемента 3 нижнего значения тока переключения после каждого изменения состояния логического блока 4, подготавливая на отключение сварочные источники.
Это объясняется тем, что при параллельной работе источников сварочного тока на шинопровод при последовательном отключении источников сигнал на шунте первого источника изменяется ступенчато, причем нижнее значение тока переключения должно быть тем выше, чем больше источников подключено к шинопроводу. Эти два сигнала сравниваются между собой. Если сигнал с шунта 13 меньше сигнала с цифроанало- гового преобразователя 7, то элемент 3 изменяет порядок работы логического блока 4 на обратный и одновременно включает через элемент 26 логики счетчик 27 импульсов тактового генератора 5. По заполнении счетчика 27 с его выхода поступает импульс на вход элемента 28 логики переключения логического блока 4. В результате с выхода элемента 28 логики дается разрешение на прохождение импульса с тактового генератора 5 на вход логического блока 4, который переключается в предыдущее состояние, вызывая тем самым через ячейку электронного реле блока 8 отключение предыдущего источника. При этом увеличивается степень загрузки всех оставшихся подключенных источников питания свароч0
ного тока. Счетчик 27 импульсов по заполнении обнуляется через элемент 26 логики, и, если при этом степень загрузки первого источника 14 меньше нижнего значения тока переключения оставшихся подключенных источников, то процесс отключения повторяется аналогично описанному до тех пор, пока установившаяся степень загрузки первого источника не займет положение между верхним и нижним значениями переключения. При этом счетчик 27 импульсов тактового генератора 5 обнуляется, так как элемент 26 логики включения-выключения счетчика 27 импульсов закрывает разрешающий вход счета импульсов из-за отсутствия
сигнала с порогового элемента 3 нижнего значения тока переключения. При дальнейшем изменении в большую или меньшую сторону загрузки сварочного шинопровода автоматически происходит подключение или отключение необходимого количества источников питания сварочного тока.
По сравнению с базовым объектом- прототипом устройство позволит повысить срок службы источников сварочного тока путем исключения частого включения-выклю5 чения источников при резком изменении тока нагрузки в сварочном шинопроводе.
Формула изобретения
Устройство для управления работой груп0 пы источников сварочного тока по авт. св. № 1328104, отличающееся тем, что, с целью повышения срока службы источников сварочного тока путем исключения частого включения-выключения источников при резком изменении тока нагрузки в сварочном шино5 проводе, устройство дополнительно снабжено элементом логики включения-выключения счетчика импульсов тактового генератора, счетчиком импульсов тактового генератора и элементом логики переключения логио ческого блока, при этом элемент логики включения-выключения счетчика импульсов тактового генератора своим входом подключен к выходам элемента нижнего значения тока переключения и счетчика импульсов тактового генератора, а выхо5 дом - к входу счетчика, выход которого подключен к входу элемента логики переключения логического блока, а его выход подключен к входу тактового генератора, выход которого связан с входами счетчика импульсов тактового генератора и логического блока.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления работой группы источников сварочного тока | 1985 |
|
SU1328104A1 |
| Способ управления системой многопостовых сварочных выпрямителей и устройство для его осуществления | 1988 |
|
SU1637970A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ СВАРКИ НА СИЛЬНОМ ТОКЕ И СПОСОБ ФОРМИРОВАНИЯ ТОКА СВАРКИ | 2000 |
|
RU2210474C2 |
| Способ заварки кратера и устройство управления заваркой кратера при импульсной электродуговой сварке | 1987 |
|
SU1465216A1 |
| РЕЛЕ НАПРАВЛЕНИЯ МОЩНОСТИ | 2001 |
|
RU2195000C1 |
| Реле времени | 1987 |
|
SU1497726A1 |
| СПОСОБ КОНТРОЛЯ СВОБОДНОСТИ ПУТЕВОГО УЧАСТКА И ФАЗОЧУВСТВИТЕЛЬНАЯ РЕЛЬСОВАЯ ЦЕПЬ | 1991 |
|
RU2025362C1 |
| КМОП КНИ ИНТЕГРАЛЬНАЯ МИКРОСХЕМА С ПОВЫШЕННОЙ РАДИАЦИОННОЙ СТОЙКОСТЬЮ | 2013 |
|
RU2545325C1 |
| ДАТЧИК ТОКА СВАРКИ | 2003 |
|
RU2252118C2 |
Изобретение относится к сварке, может быть использовано в судостроении, машиностроении и других отраслях промышленности и предназначено для управления работой группы источников сварочного тока, подключенных к сварочному шинопроводу. Цель изобретения - повышение срока службы источников сварочного тока путем исключения частого включения - выключения источников при резком изменении тока нагрузки в сварочном шинопроводе. Устройство для управления работой группы источников сварочного тока содержит входной усилитель, два пороговых элемента верхнего и нижнего значений тока переключения, логический блок с тактовым генератором и элементом установки в нулевое положение логического блока Цифроана- логовый преобразователь изменяет порог срабатывания нижнего значения тока переключения. Элементы включения и выключения первого источника питания и блок электронных реле обеспечивают включение и выключение источников питания сварочного тока. Устройство снабжено элементом логики включения-выключения счетчика импульсов тактового генератора, счетчиком импульсов тактового генератора и элементом логики переключения логического блока. При изменении тока нагрузки первого источника оценивается его степень загрузки, что приводит к автоматическому подключению или отключению последующих источников сварочного тока. 1 ил. и (Л
| Устройство для управления работой группы источников сварочного тока | 1985 |
|
SU1328104A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
