Изобретение относится к автоматизации сварочного производства и может быть использовано во всех отраслях промышленности, где имеются группы источников питания сварочного тока, работающих на об- -щий шинопровод.
Целью изобретения является снижение расхода электроэнергии, повышение срока службы источников питания и уровня автоматизации путем измерения тока нагрузки первого источника.
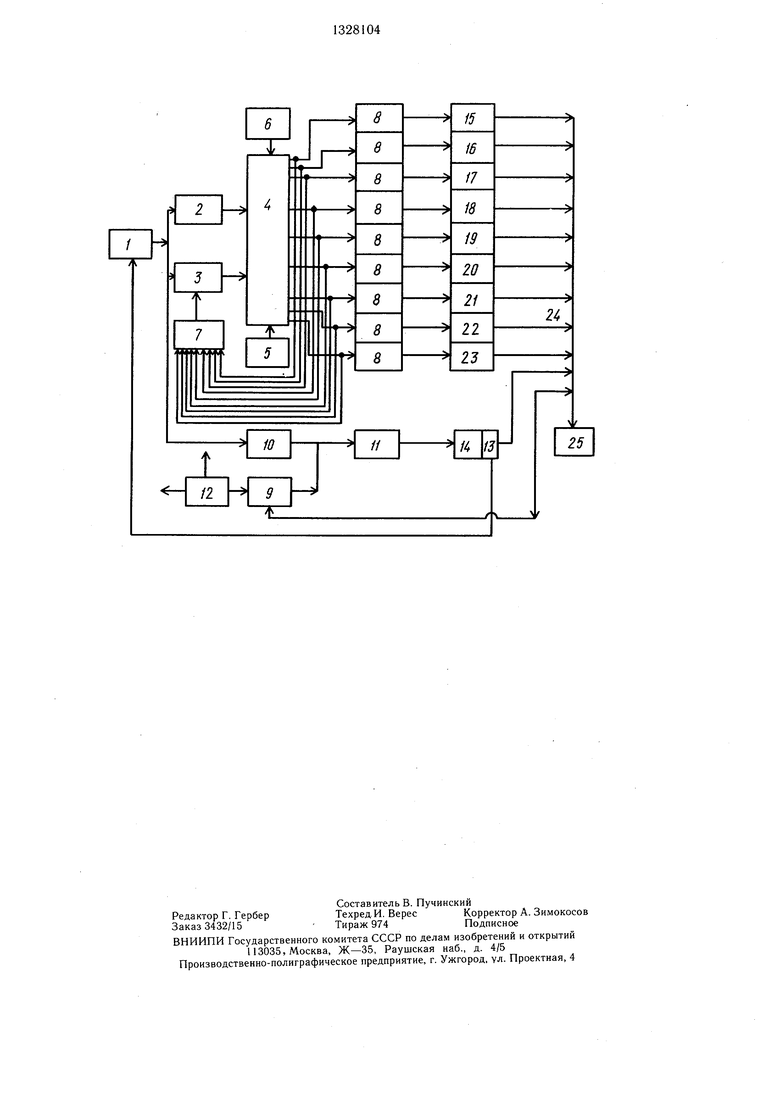
На чертеже изображена функциональная блок-схема предлагаемого устройства. .
Устройство для управления работой группы источников сварочного тока содержит входной усилитель 1, два пороговых элемен- 15 та верхнего 2 и нижнего 3 значения тока переключения, логический блок 4 с тактовым генератором 5 и элементом 6 установки в нулевое положение логического блока, цифроаналоговый преобразователь 7, блок
10
го значения тока переключения отсутствует crtt-нал управления логическим блоком 4, а на выходе элемента 3 нижнего значения тока переключения нрисутствует сигнал управления.
До замыкания сварочной цепи, т. е. когда сварочные посты не работают и це- ховый шинопровод не нагружен, все источники питания сварочного тока выключены. При этом элемент 10 выключения не работает, так как отсутствует сигнал с шунта 13 первого источника 14, а через элемент 9 включения в сварочный шинопровод 24 подается напряжение малой мощности с блока 12 питания.
При замыкании сварочной цепи потребителями 25 электроэнергии срабатывает элемент 9 включения первого источника и через электронное реле 11 этого источника включает его. При этом через шунт 13 первого источника 14 питания сварочного тока
8 электронных реле, элемент включения 9 начинает протекать то,к сварочной нагрузи выключения 10 первого источника, элект-ки. Сигнал с шунта 13 поступает на входронное реле 11, 1-2 питания и шунт 13 пер-ной усилитель 1 и далее на элемент 10
вого источника 14 питания. Все источникивыключения первого источника, который
15-23 питания (в том числе и первый ис-поддерживает электронное реле 11 во
точник 14) подключены к общему шинопро-25 включенном состоянии до тех пор, пока чеводу 24, к которому в свою очередь подве-рез шунт 13 протекает сварочный ток. Эледены потребители 25 электроэнергии (индивидуальные посты ручной сварки).
Входной усилитель 1 своим входом подмент 9 включения закрывается при этом появившемся сварочном напряжении первого источника питания. В дальнейшем при любой нагрузке на общем шинопроводе
ключен к шунту 13 первого источника 14 30 поддержание во включенном состоянии перпитания сварочного тока, а выходом к входу пороговых элементов верхнего 2 и нижнего 3 значения тока переключения и элемента 10 выключения первого источника питания, выходы которых подключены к входам логического блока 4, подключенного выходами через блок 8 электронных реле к источникам 15-23 питания сварочного тока, а также к цифроаналоговому преобразовате- .лю 7, выход которого подключен к порого35
вого источника 14 питания обеспечивается только за счет элемента 10 выключения.
С выхода входного усилителя 1 сигнал, пропорциональный сварочной нагрузке, поступает на входы пороговых элементов верхнего 2 и нижнего 3 значения тока переключения.
Если величина сигнала, снимаемая с усилителя 1 на входе пороговых элементов 2 и 3 превышает номинал тока нагрузки
вому элементу 3 нижнего значения тока 40 первого источника 14, то срабатывает поро- переключения, элемент 9 включения пер-говый элемент 2 верхнего значения тока певого источника своим входом подключен к сварочному щинопроводу 24, а выходом совместно с выходом элемента 10 выключения первого источника через электронное реле 11 к первому источнику 14 сварочного тока, выход тактового генератора 5 подключен к входу логического блока 4.
45
реключения. Тактовый генератор 5 через определенные интервалы времени (1-4 с) постоянно подает импульсы в логический блок 4, выходы которого соединены с входами блока 8 электронных реле.
При поступлении сигнала с выхода элемента 2 на вход логического блока 4 подается команда на разрешение прохода импульсов с тактового генератора 5 в логи- 50 ческий блок 4, который переводится в состояние, обеспечивающее подключение через блок 8 электронных реле второго источника 15. В результате этого степень загрузки первого источника снижается.
Устройство для управления работой группы источников сварочного тока работает следующим образом.
Тумблером включается блок 12 питания устройством, элемент 6 установки логического блока в нулевое состояние автоматически переводит логический блок 4 в такое состояние, при котором на всех его выходах от- сутствует сигнал включения источников питания сварочного тока. Пороговые элементы 2 и 3 устанавливаются в положение, при котором на выходе элемента 2 верхне
5
0
го значения тока переключения отсутствует crtt-нал управления логическим блоком 4, а на выходе элемента 3 нижнего значения тока переключения нрисутствует сигнал управления.
До замыкания сварочной цепи, т. е. когда сварочные посты не работают и це- ховый шинопровод не нагружен, все источники питания сварочного тока выключены. При этом элемент 10 выключения не работает, так как отсутствует сигнал с шунта 13 первого источника 14, а через элемент 9 включения в сварочный шинопровод 24 подается напряжение малой мощности с блока 12 питания.
При замыкании сварочной цепи потребителями 25 электроэнергии срабатывает элемент 9 включения первого источника и через электронное реле 11 этого источника включает его. При этом через шунт 13 первого источника 14 питания сварочного тока
начинает протекать то,к сварочной нагрузмент 9 включения закрывается при этом появившемся сварочном напряжении первого источника питания. В дальнейшем при любой нагрузке на общем шинопроводе
поддержание во включенном состоянии пер
вого источника 14 питания обеспечивается только за счет элемента 10 выключения.
С выхода входного усилителя 1 сигнал, пропорциональный сварочной нагрузке, поступает на входы пороговых элементов верхнего 2 и нижнего 3 значения тока переключения.
Если величина сигнала, снимаемая с усилителя 1 на входе пороговых элементов 2 и 3 превышает номинал тока нагрузки
первого источника 14, то срабатывает поро- говый элемент 2 верхнего значения тока пе5
г
реключения. Тактовый генератор 5 через определенные интервалы времени (1-4 с) постоянно подает импульсы в логический блок 4, выходы которого соединены с входами блока 8 электронных реле.
При поступлении сигнала с выхода элемента 2 на вход логического блока 4 подается команда на разрешение прохода импульсов с тактового генератора 5 в логи- 0 ческий блок 4, который переводится в состояние, обеспечивающее подключение через блок 8 электронных реле второго источника 15. В результате этого степень загрузки первого источника снижается.
Если после подключения второго источника 15 питания установившаяся степень загрузки первого источника питания пре- выщает его номинальный ток, то пороговое устройство 2 верхнего значения тока переключения не возвращается в исходное состояние, а с очередным импульсом с тактового генератора 5 через логический блок и соответствующую ячейку блока 8 электронных реле подключает третий источник 16 питания сварочного тока, после чего степень загрузки первого источника питания вновь снижается.
В случае, если после запуска третьего источника питания степень загрузки первого источника питания снова превыщает номинальный ток первого источника питания, то очередным импульсом с тактового генератора 5 осуществляется подключение последующих источников 17 и т. д. до тех пор, пока степень загрузки первого источника питания будет ниже величины его номинального тока загрузки. В этом случае пороговый элемент 2 верхнего значения тока переключения возвращается в начальное состояние и на вход логического блока 4 поступает с элемента 2 сигнал запрета для прохождения импульсов с тактового генератора 5, прекращая тем самым подключение к сварочному ишнопроводу очередных источников питания. При дальнейщем подключении к щинопроводу потребителей 25 электроэнергии порядок подключения источников питания сварочного тока повторяется согласно описанной схеме.
При снижении нагрузки на щинопроводе устройство работает следующим образом.
При уменьщении значения сварочного тока в щинопроводе 24 на элемент 3 нижнего значения тока переключения поступают два сигнала. Первый с щунта 13 через входной усилитель 1, пропорциональный нагрузке в щинопроводе, второй - с циф- роаналогового преобразователя 7, на кЬто- рый в свою очередь поступают сигналы с выходов логического блока 4, соответствующие числу подключенных источников питания. Цифроаналоговый преобразователь 7 изменяет в меньщую сторону порог срабатывания элемента 3 нижнего значения тока, переключения, после каждого изменения состояния логического блока 4, подготавливая на отключение сварочных источников. Это объясняется тем, что при параллельной работе источников сварочного тока на шино- провод при последовательном отключении источников сигнал на щунте первого источника изменяется ступенчато, причем нижнее значение тока переключения должно быть тем выще, чем больще источников подключено к щинопроводу. Эти два сигнала сравниваются между собой. Если- сигнал с щунта 13 меньще сигнала с цифроаналого- вого преобразователя 7, то элемент 3 изменяет порядок работы логического блока 4 на обратный, т. е. первый импульс с тактового генератора 5 переключает логическим блок 4 в предыдущее состояние, вызыв 1я тем самым через ячейку электронного реле 8 отключение предыдущего источника. При этом увеличивается степень загрузки всех оставщихся подключенных источников питания сварочного тока.
Если эта степень загрузки мепьпю нижнего значения тока переключения остав1пих- ся подключенных источников питания, то процесс отключения повторяется ана. югич- но описанно.му до тех пор, пока вновь уста- новивщаяся степень загрузки первого источника не займет положение между вер.х- ним и нижним значениями тока переключе- 5 ния.
При дальнейщем изменении в больщую или меньшую сторону загрузки сварочного щинопровода автоматически происходит подключение или отключение необходимого количества источников питания сварочного
0
тока.
Формула изобретения
5
5
0
Устройство для управления работой груп5 пы источников сварочного тока, содерж ащее э.чемент включения-выключения, пороговые элементы, отличающееся тем, что, с целью снижения расхода э.1ектроэнергии, новыще- ния срока службы, оно содержит щунт первого источника питания, входной усилитель, два пороговых элемента верхнего и нижнего значения тока переключения, логический блок с тактовым генератором и элементом установки-в нулевое положение логического блока, Цифроаналоговый преобразователь, блок электронных реле, при этом входной усилитель своим входом подключен к щунту первого источника питания сварочного тока, а выходом к входам пороговых элементов верхнего и нижнего значения тока переключения и элемента выключения пер0 вого источника питания сварочного тока, выходы пороговых элементов верхнего и нижнего значения тока переключения подключены к входам логического блока, выходы которого через блок электронных реле подключены к другим источникам питания сварочного тока и к цифроаналоговому преобразователю, выход которого подключен к входу порогового элемента нижнего значения тока переключения, элемент включения первого источника питания сварочного
0 тока своим входом подключен к сварочному щинопроводу, а выходом совместно с выходом элемента выключения первого источника питания через электронное реле к первому источнику сварочного тока, а выход тактового генератора и элемента установки
5 в нулевое положение логического блока подключены к входам логического блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления работой группы источников сварочного тока | 1989 |
|
SU1632677A2 |
| Способ управления системой многопостовых сварочных выпрямителей и устройство для его осуществления | 1988 |
|
SU1637970A1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1255334A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для стабилизации напряжения многопостовых сварочных выпрямителей | 1972 |
|
SU507421A1 |
| Многопостовая система питания для сварки на постоянном токе | 1986 |
|
SU1409425A2 |
| Многопостовая система питания индукционных нагревателей | 1978 |
|
SU735648A1 |
| СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ СВАРКИ НА СИЛЬНОМ ТОКЕ И СПОСОБ ФОРМИРОВАНИЯ ТОКА СВАРКИ | 2000 |
|
RU2210474C2 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1009666A1 |
| Устройство для питания нагрузки | 1980 |
|
SU853739A1 |
Изобретение относится к автоматизации сварочного производства и может быть использовано во всех отраслях промышленности, где имеются группы источников питания сварочного тока, работающих на общий шинопровод. Изобретение позволяет снизить расход электроэнергии, повысить срок службы источников питания и уровень автоматизации путем измерения тока нагрузки первого источника. Устройство содержит входной усилитель, два пороговых элемента верхнего и нижнего значений тока переключения, логический блок с тактовым генератором и элементом установки в нулевое положение логического блока. Устройство имеет также цифроаналоговый преобразователь, изменяющий порог срабатывания нижнего значения тока переключения, элементы включения и выключения первого источника питания, блок электронных реле, обеспечивающий включение и выключение источников питания сварочного тока. При измерении тока нагрузки первого источника оценивается его степень загрузки, что приводит к автоматическому подключению или отключению последующих источников сварочного тока. 1 ил. (Л со ю сх
| Новое в механизации производственных процессов | |||
| - Л., 1981, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
