ЙТЗР11
dT
+ Т
ЧТ
к,в,
где
(/I - постоянная времени; К, - коэффициент передачи звена температура футеровки;
В - расход топлива. Второе звено скорость изменения температуры футеровки - степень усвоения металлом теплового потока аппроксимируют реальным дифференцирующим звеном, уравнение динамики которого имеет вид
Л d(ЈM (С)) л
1/ - - -™-™«-..--.- - --- 4- п v Ь J -
К, Л.
dЈ
dTcpyi dC
мх
где, (-2 - постоянная времени;
К - коэффициент передачи звена Исходя из указанного представления, способ реализует скоростное воздействие со стороны футеровки
, dTtpyr,,„.
(-77- ) на расход топлива (В) в за- d с
висимости от заданной программой (qM(Ј)) степени усвоения металлом теплового потока. Начальное задание по скорости изменения температуры
, ч зад
футеровки (--ТА ) -устанавлиd онач
вают в начале нагрева. В процессе нагрева задание по скорости роста температуры футеровки изменяют в зависимости от разности измеренной и заданной программой степеней усвоения металлом теплового потока,поступающего на металл
(Ј) )
м
м
Включение футеровки в объект управления по каналу расход топлива теплопоглощение металла позволяет использовать футеровку в качестве последовательного корректирующего звена, динамические свойства которого можно целенаправленно изменять в процессе нагрева металла и за счет этого изменять скорость воздействия на металл.,
Динамические свойства футеровки по каналу расход топлива - температура футеровки описываются статичес- ким инерционным звеном, однако в пределах длительности переходного процесса в системе регулирования футеровки ведет себя как интегрирующее
5
0
5
0
5
0
45 CQ
-,-
звено; по мере прогрева футеровки коэффициент передачи увеличивается, т.е. скорость воздействия на металл возрастает.
При установке плоскопламенных горелок в рабочем пространстве печи создается косвенный радиационный режим нагрева, при котором основным излучателем является кладка. Степень черноты ее превышает степень черноты газов, и при правильно организованном пространстве печи коэффициент излучения от кладки к металлу и тепловой поток от кладки на металл выше, чем при равномерно распределенном режиме теплообмена, что позволяет обеспечить управляющее воздействие со стороны кладки на металл.
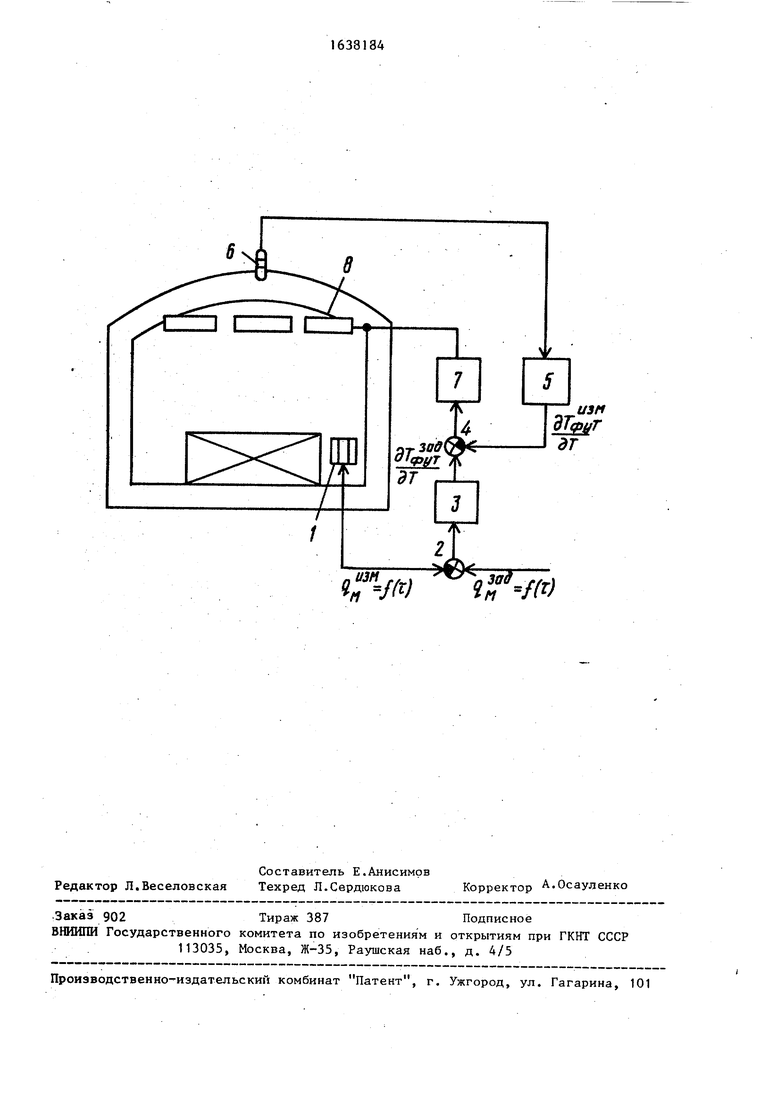
Система управления, приведенная на чертеже,содержит тепломер 1,через сумматор 2 соединенный с блоком 3 формирования скорости изменения температуры футеровки, выход которого соединен с входом сумматора 4,последний другим входом соединен с дифференциатором 5 и через него с термопарой 6. Выход сумматора 4 соединен с выходом 7 регулятора формирования управляющего воздействия на расход топлива 7, регулятор имеет выход на горелочное устройство 8.
Способ реализуется следующим образом.
Используя математическую модель расчета камерных печей периодического действия с помощью стандартной программы, составленной применительно к математическому обеспечению ЭВМ М-222, технико-экономическим расчетом, исходя из минимума расхода топлива, находят температурные поля металла и кладки и тепловой поток, усвоенный металлом Ч .. f(°)« Степень усвоения металлом теплового потока q Ј(ь) теплопоглощения вводится в систему в качестве программного задания. Текущее значение степени усвоения металлом теплового
потока qM, f(Ј) измеряемся с пом
мощью тепломера 1, который представляет собой физическую модель нагреваемого металла и устанавливается на уровне нагреваемого металла.
Начальное задание по скорости роста определяется по эксперименталь, dTOTT aA -,кои ной зависимости ((1
Т9Чт. ЧГ qT ) и Устанавлива5 . 1 ется на выходе блока 3. Сигнал по измеренной степени усвоения металлом теплового потока от тепломера 1 поступает на сумматор 2, сюда же поступает сигнал по заданному теплопогло- щениго. Полученный на сумматоре сигна /л.
v
посту f(TCpyT), который посту
ошибки Ј, q 7 (П - пает на вход блока 3.
Блок 3 по разности заданной программой и измеренной теплометром 1 степеней усвоения металлом теплового потока формирует сигнал текущего задания по скорости изменения температуры футеровки, который поступает на сумматор 4, сюда же поступает сигнал по измеренной скорости изменения температуры футеровки от дифференциатора 5, регулятор 7 формирует управляющее воздействие на расход топлива в зависимости от разности измеренной и заданной скоростей роста температуры футеровки
С - г ЁТФДТ.ИЗМА dTgjrCf) ЯА
&г dt ( dЈ
Приведенная блок-схема системы управления теплопоглощением может быть реализована на технических средствах автоматизации системы Кае кад в режиме локальной автоматики или в системе АСУ с использованием управляющей вычислительной машины.
В процессе управления нагревом металла задание по скорости роста температуры футеровки изменяется в зависимости от разности измеренной тепломером 1 и заданной программой степеней усвоения металлом теплового потока, поступающего на металл. Яа- дание по скорости изменения температуры футеровки поступает на сумматор 4. Замеряется температура Футеровки Тфу-j- , сигнал по Тдэат поступает на дифференциатор 5, который фор- мирует сигнал измеренной скорости изменения температуры футеровки
От . )T
9t ЧХ1Т
пает на суммирующий блок 4.
По разности измеренной и заданной скоростей изменения температуры футеровки регулятор 7 формирует управляющее воздействие на расход топлива.
Использование предлагаемого способа управления нагревом металла в нагревательных печах косвенного радиационного режима нагрева позволяет
5
0
5
0
5
0
5 0 5
346
снизить расход топлива на печь,так как согласно предлагаемому способу формируют управляющее воздействие на расход топлива по скорости изменения температуры футеровки в зависимости от степени усвоения металлом теплового потока, поступающего на металл.
Формула изобретения
1.Способ управления нагревом металла в нагревательной печи периодического действия косвенного радиационного режима нагрева, предусматривающий измерение регулируемого параметра и воздействие на расход топлива, отличающийся тем, что, с целью снижения расхода топлива, в качестве регулируемого параметра используют скорость изменения температуры футеровки печи.
i
2.Способ поп.1,отличаю- щ и и с я тем, что, расход топлива изменяют в зависимости от разности скорости изменения температуры футеровки печи и заданной по программе.
3.Способ по пп. 1 и 2, о т л и- чающийся тем, что заданную программу изменения скорости температуры футеровки печи устанавливают з зависимости от заданной по технологии программы изменения теплового потока, поглощаемого металлом.
4.Способ по пп, 1 - 3, отличающийся тем, что значение начальной скорости изменения температуры футеровки Тф„т печи вычисляют по формуле
-Фил - SLlSttL нач
( dC
х
q W
де Ј - продолжительность нагрева предыдущей заготовки;
Т НО И рчт
Т °ч - температуры футеровки в ЭДТ
начале и в конце нагрева
предыдущей заготовки соответственно;
Д-
1 9-V
q - заданные начальные тепловые
потоки усвоенные металлом предыдущей и последующей заготовок соответственно.
С-м
зав
чТ-ю
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ КОСВЕННОГО РАДИАЦИОННОГО РЕЖИМА НАГРЕВАТЕЛЬНОЙ ПЕЧИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ | 1992 |
|
RU2030462C1 |
| Способ управления импульсным нагревом металла | 1990 |
|
SU1721104A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ | 2013 |
|
RU2553147C2 |
| Система автоматического регулирования теплового режима нагревающей печи | 1990 |
|
SU1723157A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА | 1991 |
|
RU2020166C1 |
| Способ управления нагревом металла | 1985 |
|
SU1322057A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| СПОСОБ ОТОПЛЕНИЯ НАГРЕВАТЕЛЬНОГО КОЛОДЦА С ГОРЕЛКОЙ В ЦЕНТРЕ ПОДА | 1993 |
|
RU2044074C1 |
| Способ управления нагревом металла | 1987 |
|
SU1470792A1 |
| Способ нагрева металла в печи открытым факелом | 1985 |
|
SU1296602A1 |
Изобретение относится к области автоматического управления нагревом металла при косвенном радиационном режиме нагрева. Цель изобретения - снижение расхода топлив. Для этого воздействуют на скорость изменения температуры футеровки печи. Способ предусматривает определение текущего теплопрглощения металла и воздействие на расход топлива исходя из скорости изменения температуры футеровки. Новым в способе является управление скоростью воздействия на ме-1 талл в зависимости от изменения теп- лопоглощения металла. При этом футеровка печи и нагреваемый металл рассматриваются как единая термодинамическая система. 3 з,п. ф-лы, 1 ил. (Л Целью изобретения является снижение расхода топлива. В основе способа управления нагревом металла лежит представление канала расход топлива - степень усвоения металлом теплового потока двумя последовательно соединенными звеньями. Первое звено расход топлива - температура футеровки аппроксимируют статическим инерционным звеном 1-го порядка, уравнение динамики которого имеет вид О5 00 00 00 4ь
| Девочкина С.И | |||
| Методические указания к расчету камерной печи периодического действия на ЭЦВМ, М-222 | |||
| Иваново, 1974 | |||
| Бровкин Л.А | |||
| и Девочкина С.И | |||
| Тепловой расчет камерных печей | |||
| - Учебное пособие, Иваново, 1978, с.37, 55 | |||
| Фотостимулятор для электрофизиологических исследований | 1979 |
|
SU1039435A3 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и Лаврентик И.И | |||
| Алгоритмы управления нагревательными печами | |||
| М.: Металлургия, 1977 | |||
| Качанов З.Ю., Блинов 10.М | |||
| и Беленький A.M | |||
| Автоматизация управления металлургическими процессами | |||
| М.: Металлургия, 1974, с | |||
| Переставная шейка для вала | 1921 |
|
SU309A1 |
| Изобретение относится к способам автоматического управления нагревом металла при косвенном радиационном режиме нагрева в нагревательных печах периодического действия и может найти применение в черной металлургии, машиностроении, строительной промышленности | |||
| На чертеже приведена схема системы управления тепловым потоком, поглощенным металлом, выполненная на основе каскадной системы регулирования. | |||
