Изобретение относится к технологии крепления труб в трубных решетках при изготовлении теплообменной аппаратуры и может быть использовано в химическом, нефтяном и энергетическом аппаратострое- нии.
Цель изобретения - повышение стойко- ,сти раэвальцовочного инструмента за счет повышения эффективности его охлаждения
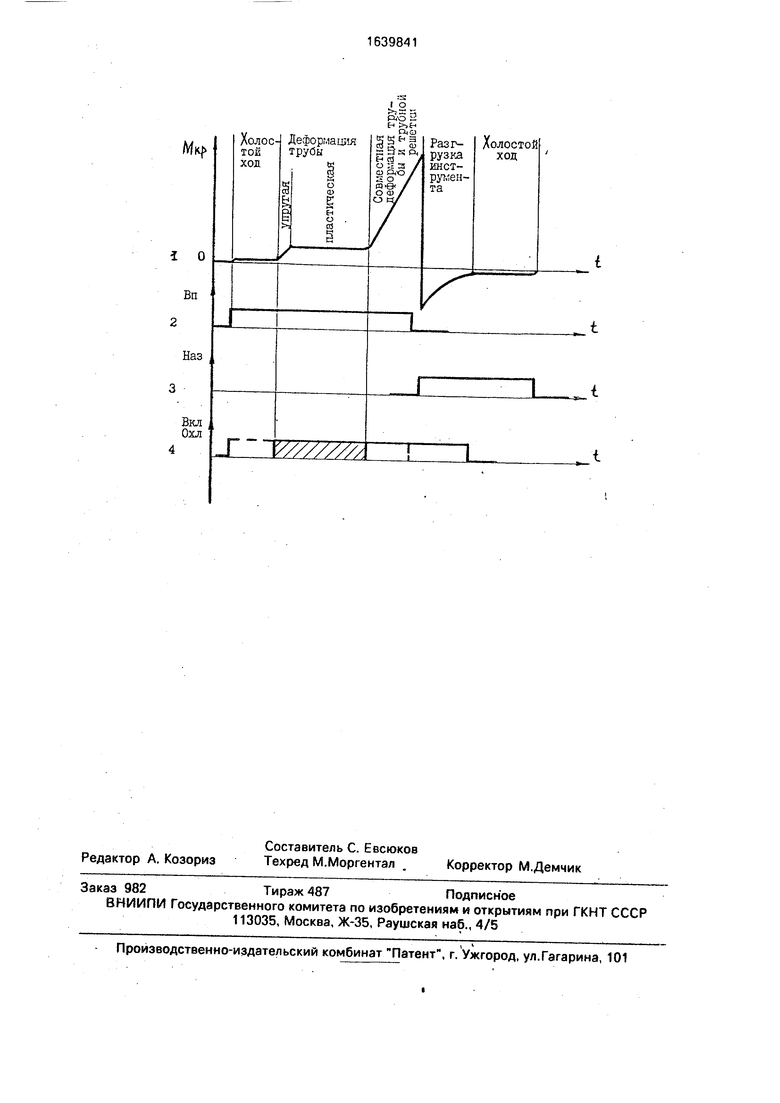
На чертеже представлены временные диаграммы, поясняющие способ охлаждения инструмента при развальцовке: 1 - изменение силового параметра - крутящего момента на приводном валу (МКр) в течение цикла развальцовки; 2 - включение привода развальцовочного инструмента на рабочий ход; 3 - реверсирование привода развальцовочного инструмента; 4- подача охлаждающей смеси в рабочую зону (пунктиром показана подача охлаждающей смеси в известном способе, заштрихована возможная зона начала подачи охлаждающей смеси)
Способ осуществляют следующим образом.
Подачу охлаждающей смеси в рабочую зону ведут не синхронно с прямым вращением инструмента, а по своему циклу, а именно начинают подачу охлаждающей смеси при рабочем ходе инструмента по достижению величины силового параметра значения, соответствующего началу.упругой деформации трубы (уверенное сцепление инструмента с трубой), т.е подачи охлаждающей смеси нет при холостом вращении инструмента. При этом прекращают подачу охлаждающей смеси при обратном вращении при полной разгрузке инструмента, т.е при падении силового параметра до значения, соответствующего холостому ходу.
Способ охлаждения используется для роликового развальцовочного инструмента с развернутыми роликами относительно оси веретена инструмента. Развальцовка таким инструментом происходит с автоматикеской подачей веретена (с самозатягиванием) за счет винтовой пары, образованной веретеном и развернутыми роликами,поэтому данным инструментом процесс развальцовки может быть только с самозатягиванием веретена развальцовочного инструмента.
Развальцовку труб из цветных металлов (медь, бронза, латунь и т.п.) производят, как правило, инструментом с малым углом роликов, что ухудшает условия самозатягивания, и коэффициент трения скольжения сгаль по меди значительно ниже, чем сталь по Стали, что увеличивает проскальзывание роликов в зоне контакта с внутренней по- верх шетью трубы.
При возрастании давления инструмента (роликов) на внутреннюю поверхность трубы сила трения увеличивается и обеспечиваются условия самозатягивания. Итак, для груб из цветных металлов условия самозатягивания хуже в связи с меньшим коэффициентом трения и применением инструмента с малыми углами конусности веретена и разворота роликов, а подача смазочно-охлаждающей смеси в период до обеспечения условий самозатягивания усугубляет этот недостаток.
П р и м е р. В качестве развальцовочного оборудования используется опытный образец развальцовочной установки МЭР-5 с блоком охлаждения БО-2 и охлаждаемый серийный инструмент. Теплообменный аппарат имеет 600 стальных труб диаметром 25 мм, толщиной стенки 2,5 мм. Скорость вращения инструмента 398 об/мин. Блок управления включает привод вращения инструмента на рабочий ход. Оператор вводит инстр умет в полость трубы. Блок управления развальцовочной установкой обеспечивает контроль за силовым параметром
процесса развальцовки, а именно крутящим моментом на приводном валу. По достижении 5,5 Нм, т.е. величины крутящего момента на инструменте, соответствующего
приблизительно упругой деформации данной трубы, блок управления развальцовочной установки автоматически выдает команду на включение блока охлаждения. Охлаждающая смесь подается в рабочую зону. По достижении завершения процесса развальцовки блок управления переключает привод развальцовочного инструмента в реверс. Происходит разгрузка и лишь по освобождению инструмента, т.е. снижению
величины крутящего момента до значения, соответствующего холостому ходу, блок управления выдает команду на выключение блока охлаждения. Инструмент извлекается из развальцованной трубы.
Предлагаемый способ охлаждения эффективен. Стойкость инструмента увеличивается в среднем на 30%. При этом нет разбрызгивания охлаждающей жидкости вне вальцуемой трубы, что уменьшает расход
охлаждающей жидкости и улучшает экологию рабочего мета оператора-вальцовщика.
Формула изобретения
Способ охлаждения развальцовочного
инструмента с рабочими роликами, развернутыми относительно оси инструмента, при обработке трубчатых заготовок, включающий подачу охлаждающей смеси в рабочую
зону при рабочем ходе инструмента, отличающийся тем, что, с целью повышения стойкости инструмента, подачу охлаждающей смеси начинают с момента возникнове- ния самозатягивания инструмента в
заготовку, а прекращают после полной разгрузки инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления труб в трубных решетках | 1986 |
|
SU1505637A1 |
| Устройство для развальцовки труб | 1980 |
|
SU952403A2 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ РАЗВАЛЬЦОВКОЙ | 2007 |
|
RU2360762C2 |
| Способ крепления труб в отверстиях трубных решеток | 1980 |
|
SU940944A1 |
| Устройство для измерения величины радиальной раздачи трубы | 1977 |
|
SU732054A1 |
| ВАЛЬЦОВКА | 2005 |
|
RU2294258C2 |
| Устройство для контроля степени развальцовки труб | 1980 |
|
SU948494A1 |
| Способ развальцовки труб в отверстиях трубной решетки | 1980 |
|
SU1031591A1 |
| Устройство для развальцовки труб в трубных решетках | 1990 |
|
SU1779444A1 |
| УСТАНОВКА ДЛЯ РАЗВАЛЬЦОВКИ ЛЕЙНЕРА | 2020 |
|
RU2760376C1 |
Изобретение относится к технологии крепления труб в трубных решетках тепло- обменных аппаратов. Цель изобретения повышение стойкости инструмента за счет повышения эффективности его охлаждения Способ охлаждения развальцовочного инструмента осуществляют при подаче охлаждающей смеси в рабочую зону Подачу охлаждающей смеси начинают при прямом вращении, т е рабочем ходе инструмента по достижении самозатягивания инструмента в трубу при начале деформации трубы Подачу смеси прекращают при обратном вращении инструмента при падении величины силового параметра до значения, соответствующего полной разгрузке инструмента, т е значений, соответствующих его холостому ходу 1 ил
| Установка развальцовочная МЭР | |||
| Кузнечный горн | 1921 |
|
SU215A1 |
