Изобретение относится к изменению диаметра концов труб методом обработки давлением.
Известно устройство для развальцовки труб, содержащее смонтированные в корпусе под углом к его оси вальцующие ролики, размещенные в окнах сепаратора и веретено l.
Известная конструкция развальцовочного инструмента имеет существенный недостаток, а именно, малый угол разворота осей роликов (), который не сказывается при креплении труб только вальцовкой и ухудшает качество труб при комбинированном их соединении, т.е. развальцовкой труб после сварки с отступлением от сварного шва.
При развальцовке труб в трубной решетке, труба, находясь между воздействующими на нее деформирующими роликами развальцовочного инструмента и стенкой трубной решетки раскатывается , т.е. увеличивает свой внутренний диаметр, а заодно и удлиняется (течет) в осевом направлении в обе стороны от середины вальцовочного пояса-. При выполнении комбинированного соединения, труба в одну сторону может удлиняться свободно, а с
другой стороны удлинение ее ограничивает сварной шов .-Удлиняющаяся труба воздействует на сварной шов, создавая в нем опасные напряжения, способствующие увеличению коррозии сварного шва, а в некоторых случаях удлинение трубы приводит к нарушению сварного шва, т.е. его разрыву, что отрицательно сказывается на работоспособности теплообменника в целом, так как нарушается герметичность соединения труба-трубная решетка. Это приводит к авариям и потерям, связанным с ремонтом и заменой дефектных теплообменников.
Цель изобретения - повышение качества изделия за счет уменьшения минимума удлинения трубы при развальцовке труб после обварки, а тем самым и значительное снижение напряжения в сварном шве при вьтолнении комбинированного соединения.
Поставленная цель достигается тe, что угол разворота роликов относительно оси корпуса развальцовочного инструмента выполняется 6-8°.
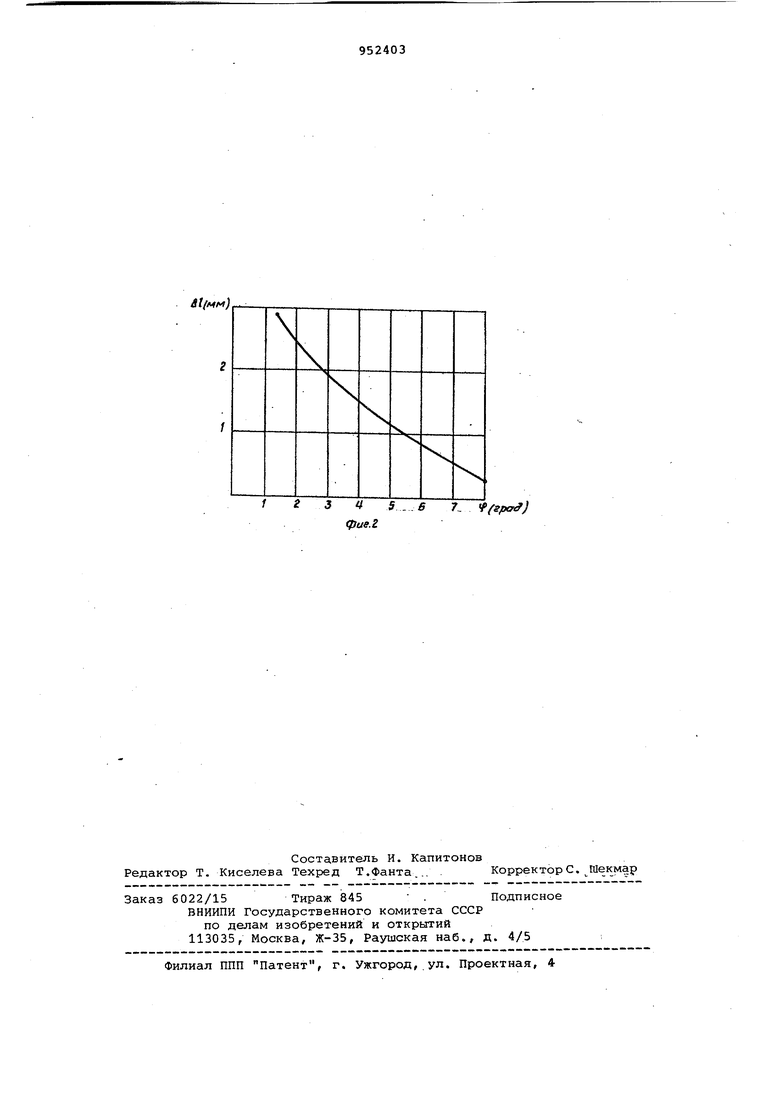
На фиг. 1 показан развалыювочный инструмент, общий вид: на фиг. 2 , график зависимости осевого удлине30 НИН трубы от угла разворота роликов. Развальцовочный инструмент содержит корпус 1 с коническими пазами под ролики 2, ось которых развернута относительно оси веретена 3 на угол подачи . На хвостовике корпуса фиксируется подшипниковый упор 4. Инструмент работает следующим об разом. Инструмент вводится в трубу, веретено 3 подается вперед до соприкосновения роликов 2 с поверхностью трубы и веретену 3 сообщается вращательное движение. Наличие угла подачи обеспечивает осевое перемещение веретена и тем са мым деформацию трубы в радиальном и осевом направлениях. Причем соотношение двух деформаций определяется углом подачи развальцовочного инструмен та. Изобретение поясняется результатами исследований, приведенными на графике Л1 (Ч) (фиг. 2), где по оси абсцисс величина угла разворота ролийов относительно оси корпуса. Приведенные результаты получены при развальцовке труб в трубнызс решетках до получения одинаковой степени развальцовки, развальцовочным инструментом со сменным корпусами, отличающимися только углом разворота роликов относительно оси корпуса равным 1°, 3°; &°) 8°. При этом величина удлийения каждой трубы, развальцованной инструментов с определенным углом разворота, фиксировалась с точностью О,01 мм. Из графика (фиг. 2), построенного по результатам эксперимевТта, видно. что при увеличении угла разворота роликов до 6-8 величина удлинения трубы наименьшая, что в свою очередь обеспечивает минимальные распорные усилия напряжения сварного шва. Проектирование развальцовочного инструмента с углом подачи более 8° невозможно.по конструктивным соображениям и условиям прочности корпуса. Использование для этой цели инструмента с углом подйчи менее б приводит к значительному увеличению опасных напряжений в зоне сварного шва и как следствие значительному снижению ресурса работы комбинированного соединения. Внедрение изобретения на предприятиях, изготавливающих теплообменную аппаратуру, позволит значительно повысить надежность работы этой аппаратуры и повысить производительность труда на одной изсамых трудоемких и ответственных операций - креплении труб в трубных решетках. Формула изобретения Устройство для развальцовки труб по авт. св. № 626861, отличающееся тем, что, с целью повышения качества изделия путем уменьшения напряжений в сварном шве, угол разворота роликов относительно оси корпуса выполнен равным 6-8°. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 626861, кл. В 21 D 39/06, 23.02.77 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развальцовки труб в трубных решетках | 1990 |
|
SU1779444A1 |
| Способ крепления труб в отверстиях трубных решеток | 1980 |
|
SU940944A1 |
| Устройство для крепления труб в трубных решетках | 1986 |
|
SU1505637A1 |
| Способ охлаждения развальцовочного инструмента | 1988 |
|
SU1639841A1 |
| Устройство для развальцовки труб в трубных решетках | 1983 |
|
SU1110517A1 |
| Способ крепления труб в теплообменных аппаратах с двойными трубными решетками | 1985 |
|
SU1232338A1 |
| УСТАНОВКА ДЛЯ РАЗВАЛЬЦОВКИ ЛЕЙНЕРА | 2020 |
|
RU2760376C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ РАЗВАЛЬЦОВКОЙ | 2007 |
|
RU2360762C2 |
| ВАЛЬЦОВКА | 2005 |
|
RU2294258C2 |
if
А1(мм)
|
/ i 3 ff S , В 7, ) gjue.Z
