Изобретение относится к производству теплообменной аппаратуры, предназначено для выполнения операции крепления тонкостенных труб в тонких трубных решетках и может быть использовано в химическом, нефтяном, энергетическом и судовом машиностроении.
Известен развальцовочный инструмент, предназначенный в основном для развальцовки труб диаметром 10-57 мм с толщиной стенки 1,5-2,5 мм в трубных решетках толщиной не менее 19 мм. Для более тонких трубных решеток этот инструмент нельзя использовать. Согласно ОСТ 2-6-02- 1015-85 для труб 016-20 мм с толщиной стенки 1,5-2,0 мм наименьшая длина раз- вальцовочного участка должна быть не менее 11 мм, а для труб(Ь25-27 мм с толщиной стенки 2,0-2,5 мм - не менее 15 мм. Это связано с тем, что меньшая длина разваль- цовочного участка Не обеспечивает прочности и герметичности вальцовочного соединения.
Известен также развальцовочный инструмент, принятый па прототип, включающий, кроме комплекта рэзвальцовочных роликов, комплект бортовочных роликов. Этот инструмент обеспечивает повышенную прочность и герметичность развальцовки в более тонких решетках за счет отбор- товки трубы на колокольчик со стороны лицевой поверхности трубной решетки. Однако этот инструмент не обеспечивает необ- ходимой прочности и герметичности соединения труб с толщиной стенки менее 1 мм в трубных решетках толщиной мзнее 10 мм.
Целью изобретения является расширение технологических возможностей за счет развальцовки тонкостенных труб в тонких трубных решетках.
Цель достигается тем, что угол наклона скосов канавки ролика к ее основанию находится в пределах 125° а 145°.
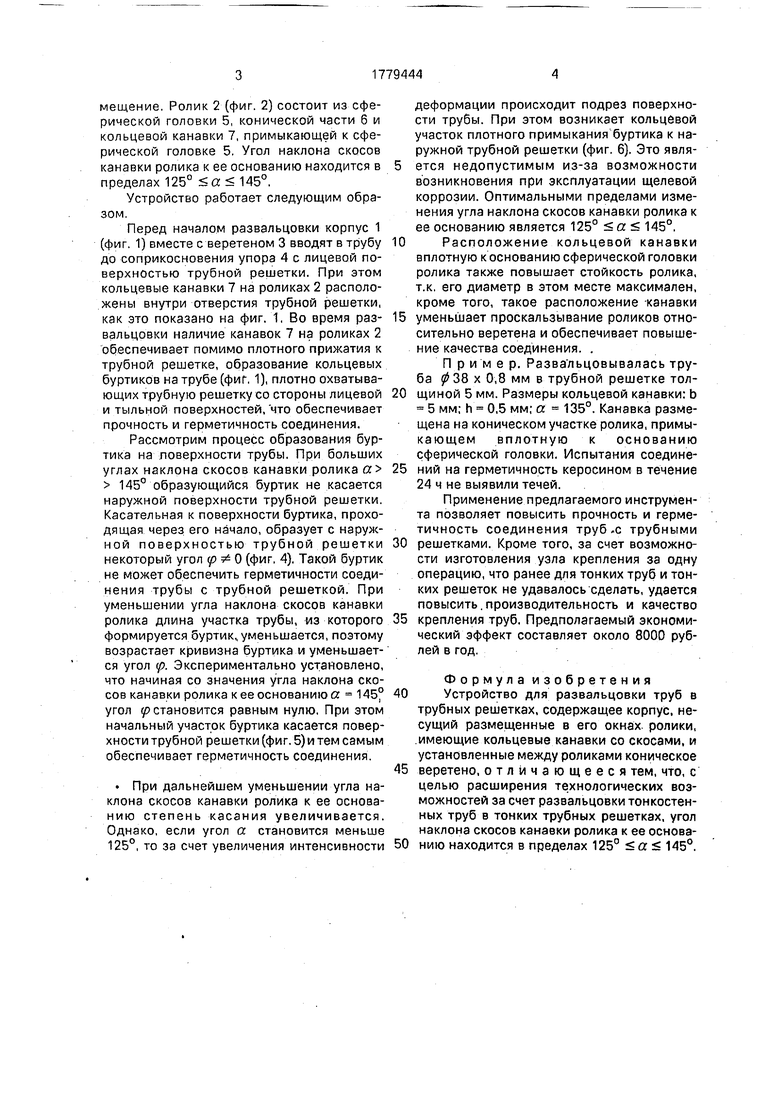
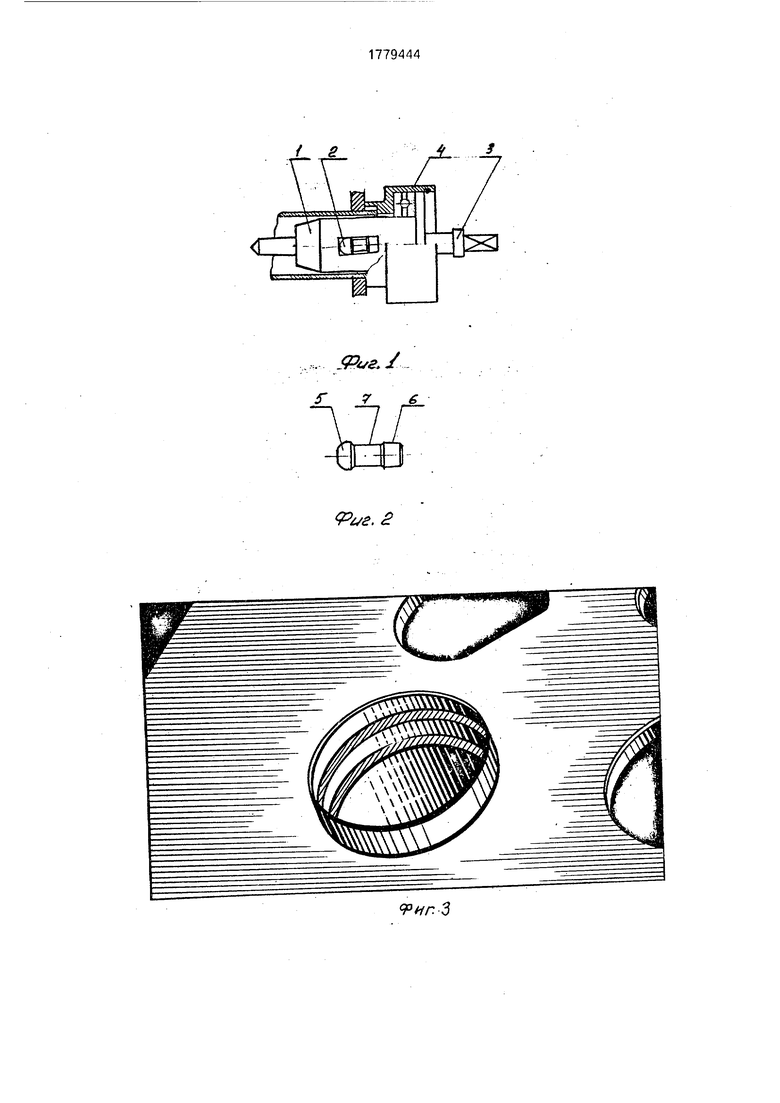
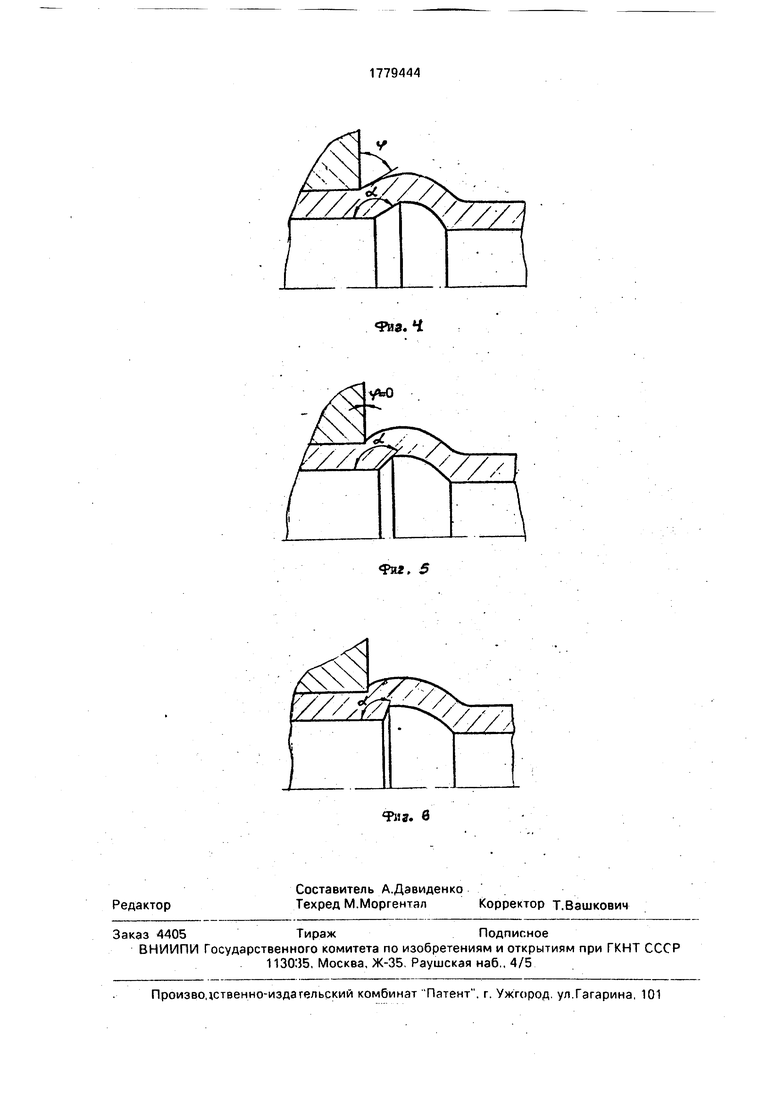
На фиг. 1 изображено предлагаемое устройство в рабочем положении, общий вид; на фиг. 2 - ролик; на фиг. 3 - фото трубная решетка с развальцованной в ней трубой (фото); на фиг. 4-6 - канавка на ролике с различными углами наклона скосов к ее основанию.
Устройство для развальцовки (фиг. содержит корпус 1 с размещенными в его окнах роликами 2. В корпус 1 входит коническое веретено 3. Корпус 1 связ.эн с упором 4, ограничивающим его осевое перемещение. Ролик 2 (фиг. 2) состоит из сферической головки 5, конической части б и кольцевой канавки 7, примыкающей к сферической головке 5. Угол наклона скосов канавки ролика к ее основанию находится в пределах 125° .
Устройство работает следующим образом.
Перед началом развальцовки корпус 1 (фиг. 1) вместе с веретеном 3 вводят в трубу до соприкосновения упора 4 с лицевой поверхностью трубной решетки. При этом кольцевые канавки 7 на роликах 2 расположены внутри отверстия трубной решетки, как это показано на фиг. 1, Во время развальцовки наличие канавок 7 на роликах 2 обеспечивает помимо плотного прижатия к трубной решетке, образование кольцевых буртиков на трубе (фиг. 1), плотно охватывающих трубную решетку со стороны лицевой и тыльной поверхностей, что обеспечивает прочность и герметичность соединения.
Рассмотрим процесс образования буртика на поверхности трубы. При больших углах наклона скосов канавки ролика а 145° образующийся буртик не касается наружной поверхности трубной решетки. Касательная к поверхности буртика, проходящая через его начало, образует с наружной поверхностью трубной решетки некоторый угол р Ф 0 (фиг, 4). Такой буртик не может обеспечить герметичности соединения трубы с трубной решеткой. При уменьшении угла наклона скосов канавки ролика длина участка трубы, из которого формируется буртик,, уменьшается, поэтому возрастает кривизна буртика и уменьшается угол (f. Экспериментально установлено, что начиная со значения угла наклона скосов канавки ролика к ее основанию а 145° угол установится равным нулю. При этом начальный участок буртика касается поверхности трубной решетки (фиг. 5) и тем самым обеспечивает герметичность соединения.
При дальнейшем уменьшении угла наклона скосов канавки ролика к ее основанию степень касания увеличивается. Однако, если угол а становится меньше 125°, то за счет увеличения интенсивности
деформации происходит подрез поверхности трубы. При этом возникает кольцевой участок плотного примыкания буртика к наружной трубной решетки (фиг. 6). Это является недопустимым из-за возможности возникновения при эксплуатации щелевой коррозии. Оптимальными пределами изменения угла наклона скосов канавки ролика к ее основанию является 125° а 145°.
Расположение кольцевой канавки вплотную к основанию сферической головки ролика также повышает стойкость ролика, т.к. его диаметр в этом месте максимален, кроме того, такое расположение -канавки
уменьшает проскальзывание роликов относительно веретена и обеспечивает повышение качества соединения. .
Пример. Развальцовывалась труба ф 38 х 0,8 мм в трубной решетке толщиной 5 мм. Размеры кольцевой канавки: b 5 мм; h 0,5 мм; а 135°. Канавка размещена на коническом участке ролика, примы- кающем вплотную к основанию сферической головки. Испытания соединений на герметичность керосином в течение 24 ч не выявили течей.
Применение предлагаемого инструмента позволяет повысить прочность и герметичность соединения труб-с трубными
решетками. Кроме того, за счет возможности изготовления узла крепления за одну операцию, что ранее для тонких труб и тонких решеток не удавалось сделать, удается повысить. производительность и качество
крепления труб. Предполагаемый экономический эффект составляет около 8000 рублей в год.
Формула изобретения Устройство для развальцовки труб в
трубных решетках, содержащее корпус, несущий размещенные в его окнах ролики, имеющие кольцевые канавки со скосами, и установленные между роликами коническое веретено, отличающееся тем, что, с целью расширения технологических возможностей за счет развальцовки тонкостенных труб в тонких трубных решетках, угол наклона скосов канавки ролика к ее основа- нию находится в пределах 125° а 145°.
f s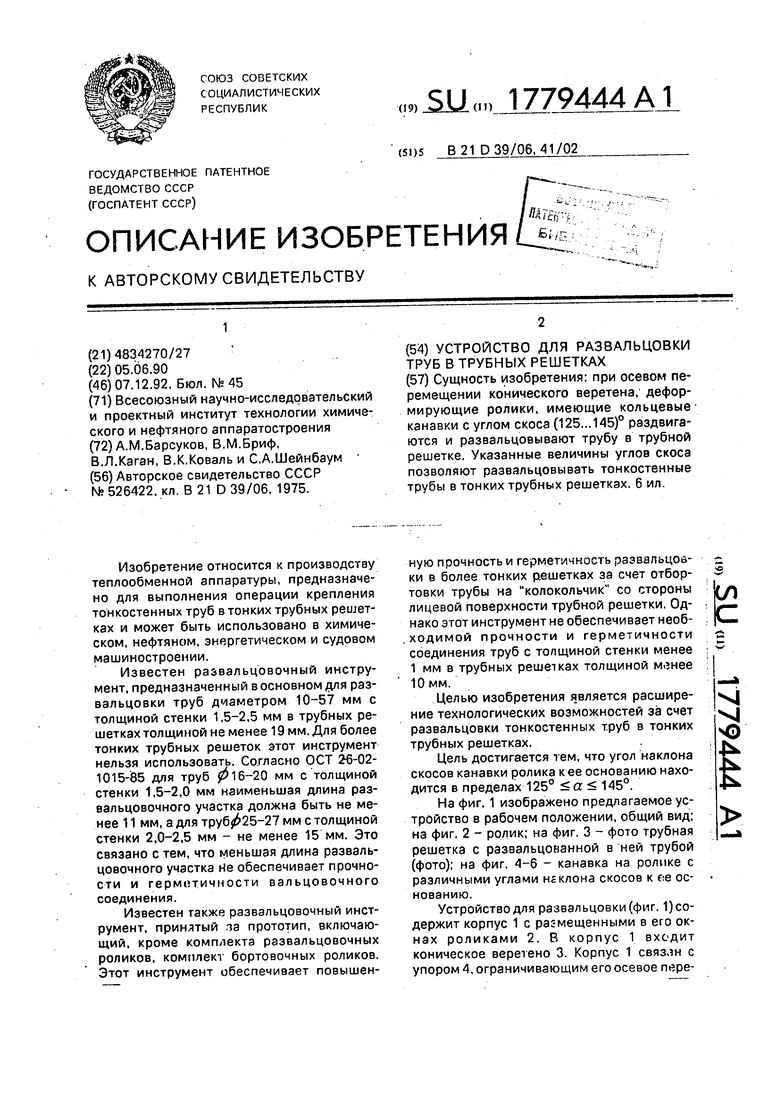
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развальцовки труб | 1980 |
|
SU952403A2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| Способ крепления труб в теплообменных аппаратах с двойными трубными решетками | 1985 |
|
SU1232338A1 |
| Устройство для развальцовки труб в трубных решетках | 1983 |
|
SU1110517A1 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ РАЗВАЛЬЦОВКОЙ | 2007 |
|
RU2360762C2 |
| Устройство для крепления труб в трубных решетках | 1986 |
|
SU1505637A1 |
| Способ охлаждения развальцовочного инструмента | 1988 |
|
SU1639841A1 |
| Устройство для развальцовки труб | 1978 |
|
SU749506A1 |
| Способ крепления труб в отверстиях трубных решеток | 1980 |
|
SU940944A1 |
| Вальцовка | 1987 |
|
SU1496874A1 |
Сущность изобретения: при осевом перемещении конического веретена, деформирующие ролики, имеющие кольцевые канавки с углом скоса (125...145)° раздвигаются и развальцовывают трубу в трубной решетке. Указанные величины углов скоса позволяют развальцовывать тонкостенные трубы в тонких трубных решетках. 6 ил
. У
Г 7 6
MT
-ОШ
Фиг. 2
Фнг.З
«Рйа. Ч
Ри, 5
| Способ соединения труб с трубной доской | 1975 |
|
SU526422A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
