Изобретение относится к области машиностроения, в частности к устройствам для изготовления кольцевых изделий из ленточных заготовок, и может быть использовано при изготовлении стяжки хомута для герметизации гибких шлангов в различных системах передачи жидких и газообразных материалов.
Известно устройство для сгибания фигурных изделий, содержащее смонтированные на штанге механизм центрального гиба заготовки и симметрично относительно него механизмы гибки концов заготовки с гибочными головками, имеющими гибочные ролики (см. Авт. свид. СССР №517371, B21F 1/00, 06.01.1975).
Недостатки известного устройства - ограниченные технологические возможности, заключающиеся в том, что невозможно получить гибкой кольцевые изделия, имеющие расположенную по длине стяжки зубчатую дорожку, из-за возможности смятия роликами упомянутой дорожки вследствие приложения ими технологического усилия гибки.
Известны многоползунные универсально-гибочные автоматы, на которых деталь формуется инструментом при неподвижном ее положении. На указанных автоматах можно осуществлять формовку как из бухтового материала, так и штучных заготовок, подаваемых из магазина накопителя. Каждый ползун приводится в движение от самостоятельного кулака или от гидравлического цилиндра. Такой привод в состоянии обеспечить любую последовательность движения ползуном, а следовательно, и закрепленному на них деформирующему инструменту. Для каждой изготавливаемой детали в зависимости от конфигурации необходим один или несколько кулаков на каждый ползун. Профилируя кулаки определенным образом, можно получить различную последовательность действия отдельных механизмов. При изготовлении деталей сложной формы и с различными отверстиями ленту пропускают через штамп, устанавливаемый на механизме дополнительных операций (см. Н.А.Федоров и др. Универсально-гибочные автоматы. ГНТЛМЛ. М., 1961, стр.7, 8 и 9, фиг.2, 3 и 4). В этом источнике на стр.117 и 118 фиг.102 показан пример изготовления хомутов стартера и динамо автомобильных двигателей на четырехползунном гибочном автомате, принятый за прототип хомут имеет кольцевой профиль, близкий к заявленной стяжке.
Инструмент гибочный и вытяжной смонтированы на четырех ползунах крестообразно расположенных вокруг гибочной оправки перпендикулярно к ней, которые совершают возвратно-поступательные движения по программе профильных кулаков. Гибочный пуансон переднего ползуна опирается на две мощные пружины и имеет профиль гибочной оправки. Оправка смонтирована с возможностью возвратно-поступательного перемещения соосно осям переднего и заднего ползунов, для формования крепежных ушков. Гибка осуществляется вступлением в работу переднего ползуна, затем боковых и завершает работу задний ползун, осуществляя вытяжку ушков. После их возврата в исходное положение хомут снимается с оправки вручную.
Анализ конструкций многоползунных гибочных автоматов, технологических процессов изготовления различных изделий гибкой позволяет сделать предположение, что наличие перфорированной зубчато-просечной дорожки перед финишной операцией - формирование кольца - не позволяет осуществить на этих автоматах операцию формования стяжки в кольцо, без нарушения целостности геометрических элементов готового изделия, в частности гибка ползунами приведет к смятию зубчатой дорожки.
Выход - пооперационное, многопереходное изготовление, используя индивидуальные частные предприятия с небольшими производственными площадками, малой технологической базой и энерговооруженностью.
В основу настоящего изобретения поставлена задача создания устройства, обладающего конструктивной простотой, технологичностью, экономичностью в изготовлении изделия с формованием кольцевого профиля из ленточной заготовки, имеющей по боковым сторонам отбортовку, а внутри перфорированную зубчато-просечную дорожку.
Поставленная задача решается тем, что в качестве базы изобретения-прототипа используется технология изготовления на универсальных многоползунных гибочных автоматах, как наиболее близкая по функциональному назначению, и соответственно используются конструктивные элементы и их связи в автоматах. В частности, заявленное устройство для изготовления кольцевого изделия типа стяжки хомута для гибких шлангов из ленточной заготовки, имеющей по боковым сторонам отбортовку, а внутри - зубчатую дорожку, включает станину, смонтированные на ней направляющие, ползун, гибочную оправку с рабочей частью, привод гибочной оправки.
Новизна заключается в том, что гибочная оправка снабжена размещенным на рабочей части дугообразным выступом с фиксатором на нем в виде шипа, магнитным упором, закрепленным на станине, размещенным в пазу ползуна механизмом завивки, выполненным в виде пары двуплечих рычагов, шарнирно установленных на осях, закрепленных на ползуне, причем на одних концах двуплечих рычагов установлены гибочные ролики, а другие концы прижаты к направляющим посредством цилиндрической пружины сжатия, при этом гибочная оправка смонтирована с возможностью поворота вокруг своей оси, привод которой выполнен в виде пневмоповоротника.
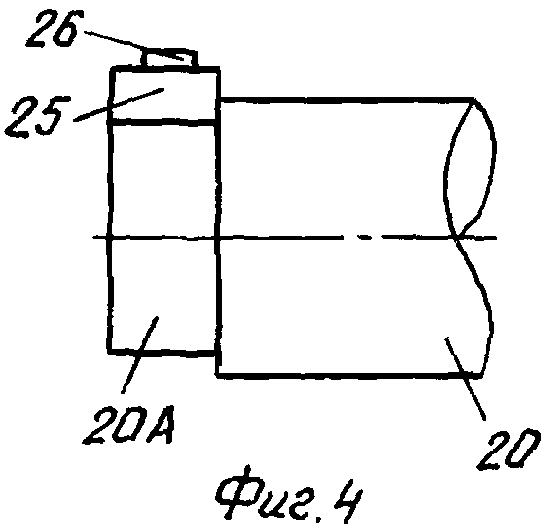
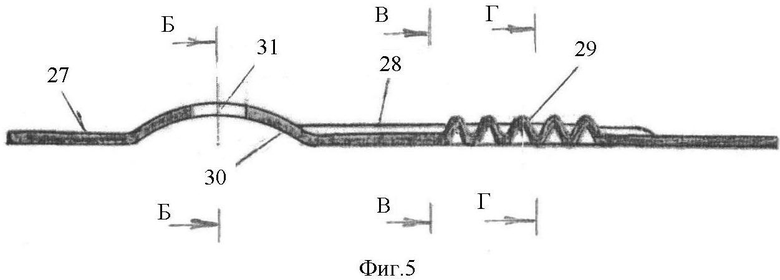
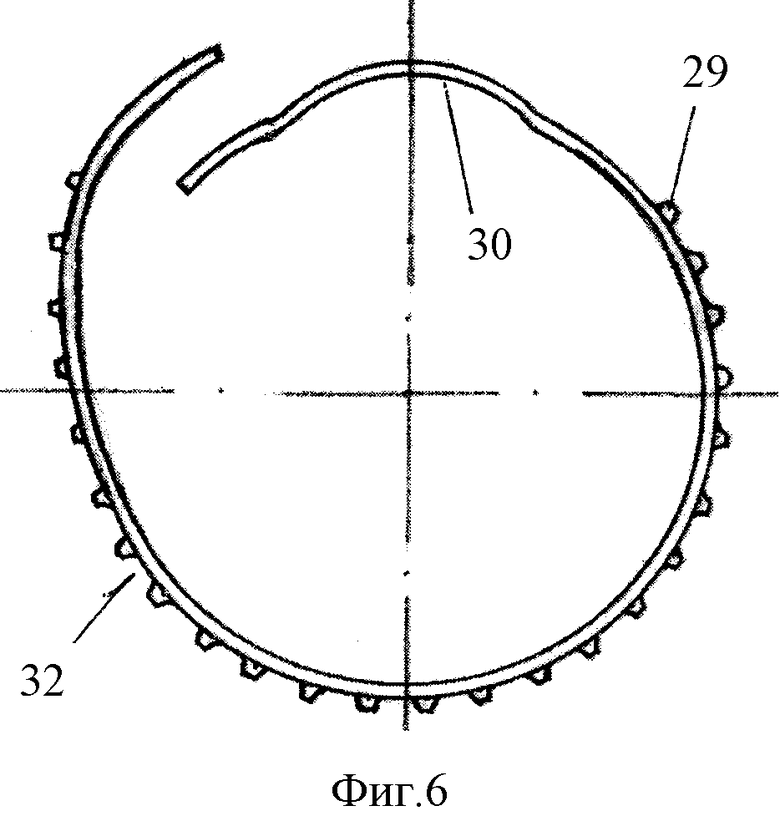
На фиг.1 - вид спереди устройства; на фиг.2 - вид сбоку; на фиг.3 - разрез по А-А на фиг.1; на фиг.4 - оправка с показом рабочей части; на фиг.5 - изображена заготовка стяжки хомута в продольном разрезе; на фиг.6 - готовое изделие; на фиг.7, 8 и 9 - разрезы по Б-Б, В-В и Г-Г на фиг.5.
Предлагаемое устройство для изготовления кольцевого изделия типа стяжки хомута для гибки шлангов из ленточной заготовки, имеющей по боковым сторонам отбортовку, а внутри - зубчатую дорожку и фиксирующий паз, состоит из станины 1 вертикального типа, П-образных направляющих 2, закрепленных вертикально на станине 1, образуя замкнутый корпус (фиг.З), ползуна 3, размещенного в направляющих 2 с возможностью его возвратно-поступательного перемещения от пневмоцилиндра 4, шток 5 которого связан с ползуном 3. В ползуне 3 имеется продольный паз 6, в котором смонтирован механизм завивки 7, содержащий пару двуплечих рычагов 8 и 9, шарнирно установленных на осях 10 и 11, закрепленных на ползуне 3. На нижних концах рычагов 8 и 9 смонтированы гибочные ролики 12 и 13, а между верхними концами рычагов установлена цилиндрическая пружина сжатия 14. На корпусе станины 1 закреплен магнитный упор 15, представляющий собой кронштейн с пластинками постоянного магнита для поддержания заготовки 16 при ее установке.
Пружина 14 постоянно прижимает верхние концы рычагов 8 и 9 к стенкам паза ползуна. Угол поворота рычагов 8 и 9 устанавливается регулируемыми винтовыми упорами 17 и 18. На станине 1 смонтирован пневмоповоротник 19. Гибочная оправка 20 установлена в отверстии выходного вала 21 пневмоповоротника 19 и фиксируется в нем в строго определенном положении шпонкой 22 и крепится посредством втулки 23 и болта 24. Оправка 20 на рабочей части 20А снабжена дугообразным выступом 25 с фиксатором 26 положения заготовки 16 стяжки, выполненным в виде шипа для фиксации стяжки посредством предусмотренного в ней паза. Форма поверхности дугообразного выступа 25 адекватна внутренней поверхности дугообразной впадины 30 стяжки 16. Ролик 12 выполняет функцию удержания и прижима начального конца заготовки 16, а ролик 13 имеет профиль, идентичный профилю заготовки 16, предварительно выполненному на предыдущей операции, чтобы не помять отбортовку на боковых сторонах вдоль всей длины заготовки и зубчатую дорожку, размещенную между боковыми сторонами отбортовки (фиг.2).
Ленточная заготовка 16 стяжки хомута изображена на фиг.5, 7, 8 и 9 и включает элементы: отбортовку 28, зубчатую дорожку 29, дугообразную впадину 30 и фиксирующий паз 31. Готовое изделие 32 изображено на фиг.6.
Работа устройства осуществляется следующим образом. Исходная заготовка 16 устанавливается на рабочую часть 20А оправки 20 и насаживается фиксирующим пазом 31 на шип фиксатора 26, а противоположный конец фиксируется и удерживается магнитным упором 15, как показано на фиг.1. По команде оператора начинается автоматический цикл завивки исходной заготовки, для этого пневмоцилиндр 4 опускает ползун 3 с роликами 12 и 13 до их упора в заготовку, вследствие чего последние расходятся в противоположные стороны на угол, определяемый упорами 17 и 18, и, опускаясь вниз, формуют дугообразную впадину 30, а длинный конец заготовки отрываясь от магнитного упора 15 изгибается и занимает положение, показанное штрихпунктиром на фиг.1. Далее в автоматическом цикле подается команда пневмоповоротнику 19 на поворот гибочной оправки 20, который вращает оправку 20 против часовой стрелки на угол 360°. После окончания поворота оправки 20 исходная заготовка под воздействием роликов 12 и 13 принимает форму готового изделия в виде кольца, не получив вмятин на гофре дорожки и боковой отбортовки благодаря специальному профилю гибочного ролика 13. Затем подается команда пневмоцилиндру 4 на подъем ползуна 3 с рычагами 8 и 9 и роликами 12 и 13, которые под действием пружины 14 сходятся, возвращаясь в исходное положение, а командой пневмоповоротнику 19 оправка 20 поворачивается обратно на 360° по часовой стрелке, возвращаясь в исходное положение. Готовое изделие-стяжка 16 снимается с рабочей части 20А оправки 20. Далее процесс повторяется.
Заявленное устройство механизирует процесс изготовления стяжки, которая является составным элементом хомута для гибких шлангов, используемых в системах смазки, гидравлики и пневматики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ ИЗ ЛЕНТЫ ИЛИ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 2010 |
|
RU2425727C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| КОНВЕЙЕР ДЛЯ СБОРКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЖГУТОВ ПРОВОДОВ | 2009 |
|
RU2399107C1 |
| "Способ изготовления цилиндрических изделий типа "червячный хомут" и устройство для его осуществления" | 1989 |
|
SU1722653A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Гибочный автомат с приводом от центральной шестерни | 1986 |
|
SU1433543A1 |





Изобретение относится к отрасли машиностроения, в частности к устройствам для изготовления кольцевых изделий из ленточных заготовок, и может быть использовано при изготовлении стяжки хомута для гибких шлангов. Устройство содержит станину и смонтированные на ней направляющие, ползун, гибочную оправку с рабочей частью, привод гибочной оправки. Гибочная оправка снабжена дугообразным выступом с фиксатором на нем в виде шипа, магнитным упором, механизмом завивки. Дугообразный выступ размещен на рабочей части гибочной оправки. Магнитный упор закреплен на станине. Механизм завивки размещен в пазу ползуна и выполнен в виде пары двуплечих рычагов. Двуплечие рычаги шарнирно установлены на осях, закрепленных на ползуне. На одних концах двуплечих рычагов установлены гибочные ролики. Другие концы прижаты к направляющим посредством цилиндрической пружины сжатия. Гибочная оправка смонтирована с возможностью поворота вокруг своей оси, привод которой выполнен в виде пневмоповоротника. В результате обеспечивается упрощение конструкции. 9 ил.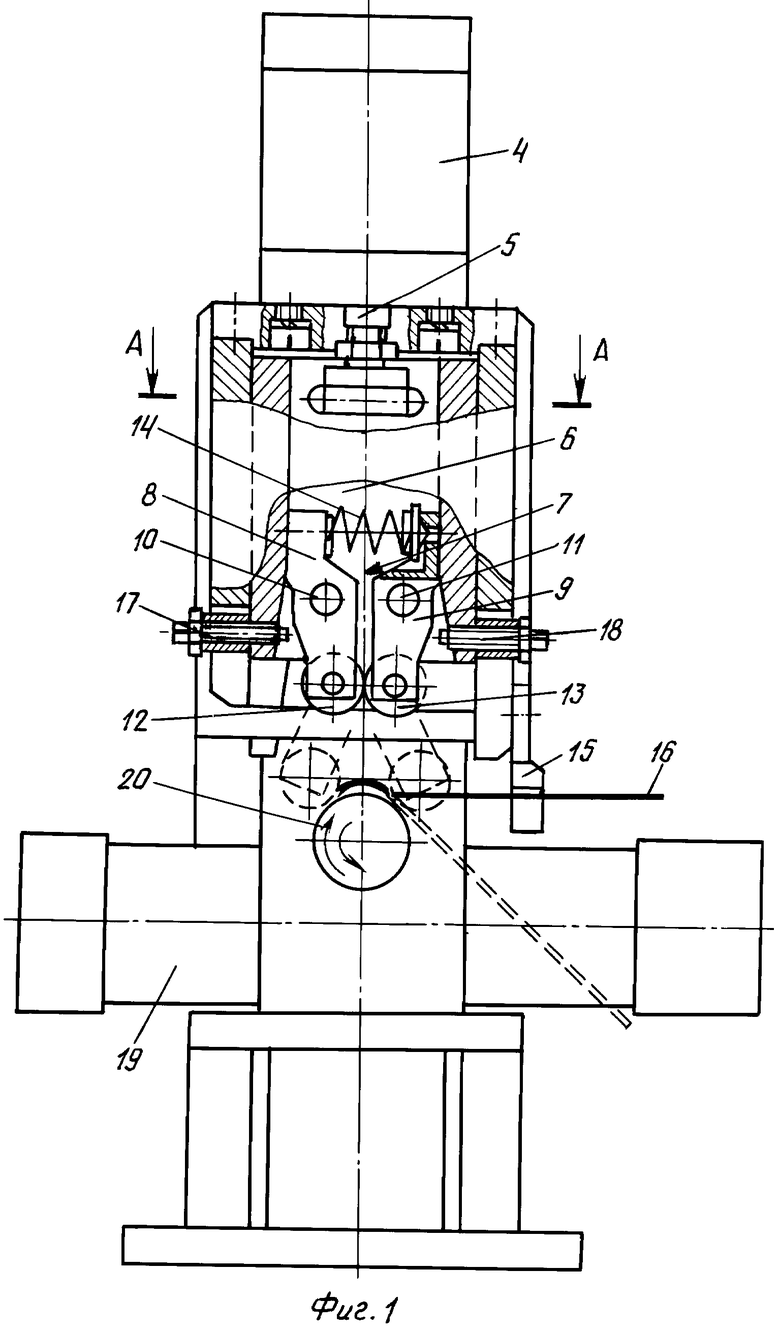
Устройство для изготовления кольцевого изделия типа стяжки хомута для гибких шлангов из ленточной заготовки, имеющей по боковым сторонам отбортовку, а внутри - зубчатую дорожку, содержащее станину и смонтированные на ней направляющие, ползун, гибочную оправку с рабочей частью, привод гибочной оправки, отличающееся тем, что гибочная оправка снабжена размещенным на рабочей части дугообразным выступом с фиксатором на нем в виде шипа, магнитным упором, закрепленным на станине, размещенным в пазу ползуна механизмом завивки, выполненным в виде пары двуплечих рычагов, шарнирно установленных на осях, закрепленных на ползуне, причем на одних концах двуплечих рычагов установлены гибочные ролики, а другие концы прижаты к направляющим посредством цилиндрической пружины сжатия, при этом гибочная оправка смонтирована с возможностью поворота вокруг своей оси, привод которой выполнен в виде пневмоповоротника.
| Устройство для изготовления проволочных стяжных хомутов | 1988 |
|
SU1687344A1 |
| Устройство для изготовления изделий замкнутой формы,типа хомутов | 1977 |
|
SU742008A1 |
| Устройство для изготовления петлеобразных хомутов | 1974 |
|
SU733814A1 |
| Способ разделения углеводородных смесей | 1975 |
|
SU566596A1 |
| JP 2001087813 A, 03.04.2001. | |||

