Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления проволочных разводных шплинтов, и может быть ис- пользовано во всех отраслях народного хозяйства при сборке различных машин и узлов, в том числе агрегатов автомобилей, тракторов и др. при их капитальном ремонте.
Цель изобретения - упрощение конструкции и повышение производительности и надежности устройства.
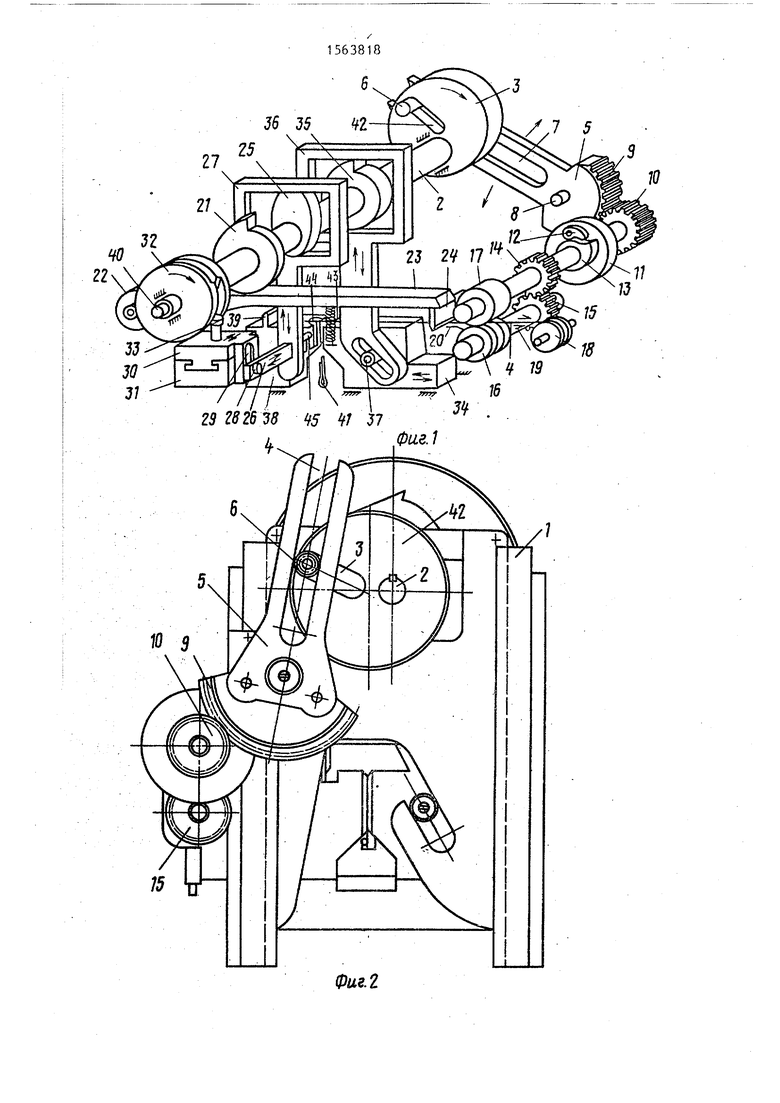
На фиг. 1 изображена кинематическая схема устройства для изготовления проволочных разводных шплинтов; на фиг. 2 - торцовая часть с кулисным механизмом; на фиг. 3 - то же, вид сбоку.
Устройство для изготовления проволочных разводных шплинтов содержит станину 1, на которой установлен приводной кулачковый вал 2 с жестко насаженным на него кривошипом 3 привода механизма подачи проволоки 4. Кривошип 3 связан с кулисой 5 посредством пальца 6, входящего в продольный паз 7 кулисы 5, установленной на оси 8 и выполненной с секторной шестерней 9, входящей.в зацепление с цилиндрической шестерней 10, на валу которой смонтировано соединительное звено храпового механизма обеспечения периодичности подачи проволоки, выполненного в виде диска 11 с собачкой 12, причем роль храпового колеса выполняет кулачок 13, установленный
ел
о
ОЭ 00
00
на валу цилиндрической шестерни 14, входящей в зацепление с цилиндрической шестерней 15, на валу которой насажен нижний ролик 16 подачи прово- локи, взаимодействующий с верхним роликом 17, насаженным на вал цилиндрической шестерни 14.
Проволока 4 для изготовления шплинтов, намотанная на барабан 18, протягивается через направляющую трубу 19, затем проходит между подающими роликами 16 и 17 и через направляющую трубку 20.
На приводной вал 2 насажен кулачок
21привода механизма резки проволоки, взаимодействующий с подпружиненным, плоским консольно укрепленным на оси
22нажимным рычагом 23 ножа 24.
На приводной вал 2 насажен также копир 25 привода вертикального возвратно-поступательного перемещения гибочно-формовочной пластины 26, служащей для формовки шплинта, посредством ползуна 27, отватывающего копир 25 и несущего на своем конце свободно установленную с возможностью горизонтального перемещения в его пазу гибочно-формовочную пластину 26 которая одним концом закреплена с по- мощью пальца 28 в вертикальном пазу
29салазок 30 с возможностью перемещения вверх и вниз, при этом салазки
30перемещаются возвратно-поступательно по направляющей призме 31 с помощью насаженного на приводной вал 2 копира 32 посредством пальца 33, укрепленного на салазках 30 и входящего в фигурный вырез копира 32. Ги- бочно-формовочная пластина 26 выпол- йена с учетом того, чтобы на ее конце можно было устанавливать сменные фасонные оправки соответственно размеру головки шплинта, обеспечивающие правильную гибку.
Привод пусансона 34 механизма формовки шплинта осуществляется от насаженного на приводной вал 2 кулачка 35 посредством охватывающего его водила, имеющего на своем свободном конце наклонный п аз, в который входит палец 37 пуансона 34, обеспечивающий рабочий ход пуансона в сторону неподвижной матрицы 38, выполненной с упором 39 проволочной заготовки, который может устанавливаться в зависимости от заданных размеров шплинта.
Q 5
-
5
Следующими позициями на чертежах (обозначены: 40 - свободный выступающий конец приводного вала; 41 - готовый шплинт; 42 - паз кривошипа; 43, 44 - съемные вкладыши пуансона и матрицы; 45 - сменные фасонные оправки.
Устройство для изготовления проволочных разводных шплинтов работает следующим образом.
Приводной вал 2, выполненный со свободным выступающим концом 40, позволяющим применять для работы устройства как автономный привод, так и привод от шпинделя токарного или фрезерного станка, вращает кривошип 3, от вращения которого кулиса 5 с помощью своей секторной шестерни 9 приводит во вращение цилиндрическую шестерню 10, а следовательно, и шестерни 14 и 15, в результате чего ролики 16 и 17 подают проволоку 4 до упора 39, после чего благодаря срабатыванию храпового механизма прекращаются вращение шестерни 14 и подача проволоки.
При вращении кулачка 21 привода ножа подпружиненный нажимной рычаг 23 опускается и с помощью ножа 24 отрезает проволочную заготовку шплинта установленного размера с помощью упора 39.
I
При вращении копира 32 салазки
30 перемещаются в направляющей призме 31, в результате чего гибочно- формовочная пластина 26 также перемещается в горизонтальной плоскости и останавливается в положении, когда ее фасонная оправка находится над заготовкой шплинта. Под воздействием копира 25 ползун 27 опускается, ги- бочно-формовочная пластина своей фасонной оправкой 45 также опускается и вдавливает заготовку шплинта в промежуток между матрицей 38 и пуансоном 34, придавая заготовке требуемую форму шплинта. Под воздействием кулачка 35 водило 36, опускаясь, перемещает пуансон 34 в сторону матрицы 38, при этом происходит штамповка шплинта, причем в это время фасонный конец гибочно-формовочной пластины 26 при последующем вращении копира 32 выводится из ушка шплинта, а пуансон 34 отходит в исходное положение. Готовый шплинт 41 выпадает в приемный лоток.
51
Все операции изготовления шплинта происходят за один оборот приводного вала.
Переналадка устройства для изготовления проволочных разводных шплинтов нужных размеров заключается в следующем.
Перемещением пальца 6 в пазу 42 на заданном положении достигается увеличение или уменьшение окружности дуги поворота секторной шестерни 9 кулисы 5, чем обеспечивается подача заготовки нужной длины, при этом со ответственно перемещается и упор 39. Для обеспечения остальных размеров служат съемные вкладыши 43 (на подвижном пуансоне 34) и 44 (на подвижной матрице 38), а также сменные фасонные оправки 45, надеваемые на конец гибочно-формовочной пластины 26 и выбираемые в соответствии- с нужным размером шплинта.
Использование кулачковых механизмов, насаженных непосредственно на приводной вал, для передачи движения основным звеньям подачи и резки проволоки, формовки шплинта, а также совмещение двух операций (изгибание проволоки при помощи вкладывателя и выгибание головки шплинта посредство оправки) выгодно отличают предлагаем мое устройство от прототипа. В данном устройстве не требуется предохранитель, который в момент обрезки проволоки удерживал бы ее на месте, не требуется также съемник готового шплинта из плашек. Конструкция этого устройства проста, тем самым уменьшается металлоемкость, вес и себестоимость устройства, растет его производительность. Компактность устройства и выполнение приводного вала со свободным концом, позволяющим применять для работы устройства как автономный привод, так и привод от шпинделя металлорежущего станка, например токарного, фрезерного и т.д., дает возможность, использовать его с наибольшей эффективностью на небольших и средних предприятиях при высоком качестве изготовления проволочны разводных шплинтов. Формула изобретения
Устройство для изготовления проволочных разводных шплинтов, содер
5
0
жащее установленные на станине и кинематически связанные посредством приводного распределительного вала механизм подачи проволоки, механизм резки, включающий неподвижный нож и закрепленный на приводном рычаге подвижный нож, и механизм формовки шплинта, отличающееся тем, что, с целью упрощения конструкции и повышения производительности и надежности, механизм формовки шплинта состоит из неподвижного и подвижного пуансонов, из которых подвижный имеет, на боковой стороне палец и связан с кулачком распределительного вала посредством установленного с возможностью вертикального перемещения водила, на верхней части которого размещена рамка для взаимодействия с кулачком, а на нижней выполнен наклонный паз для взаимодействия с пальцем подвижного пуансона, гибочно-формовочной штасти5 ны с фасонной оправкой, закрепленной на одном конце, и пальцем, смонтированным, на втором конце, установленного с возможностью вертикального перемещения ползуна с закрепленной на
0 верхнем конце рамкой для взаимодействия с кулачком распределительного вала и выполне-нным на нижнем конце пазом, в котором смонтирована с возможностью горизонтального перемещения
5 гибочно-формовочная пластина, и размещенных в направляющих станины салазок с вертикальным пазом на боковой поверхности для взаимодействия с пальцем гибочно-формовочной пластины, ус0 тановленных с возможностью горизонтального перемещения посредством смонтированного на салазках вертикального пальца, размещенного с возможностью взаимодействия с закреплен5 ным на распределительном валу копиром, а механизм подачи состоит из двух подающих роликов, смонтированных на кинематически связанных между собой валах, верхний из которых - прио водной, имеет размещенный на нем храповой механизм и связан с распределительным валом посредством зубчатой передачи и кулисного и кривошип- но-шатунного механизмов.
5
б
27
25
36 35 чг
А
29 2826 38 45 V Л
10 9
15
16
3Ґ .
фиг.1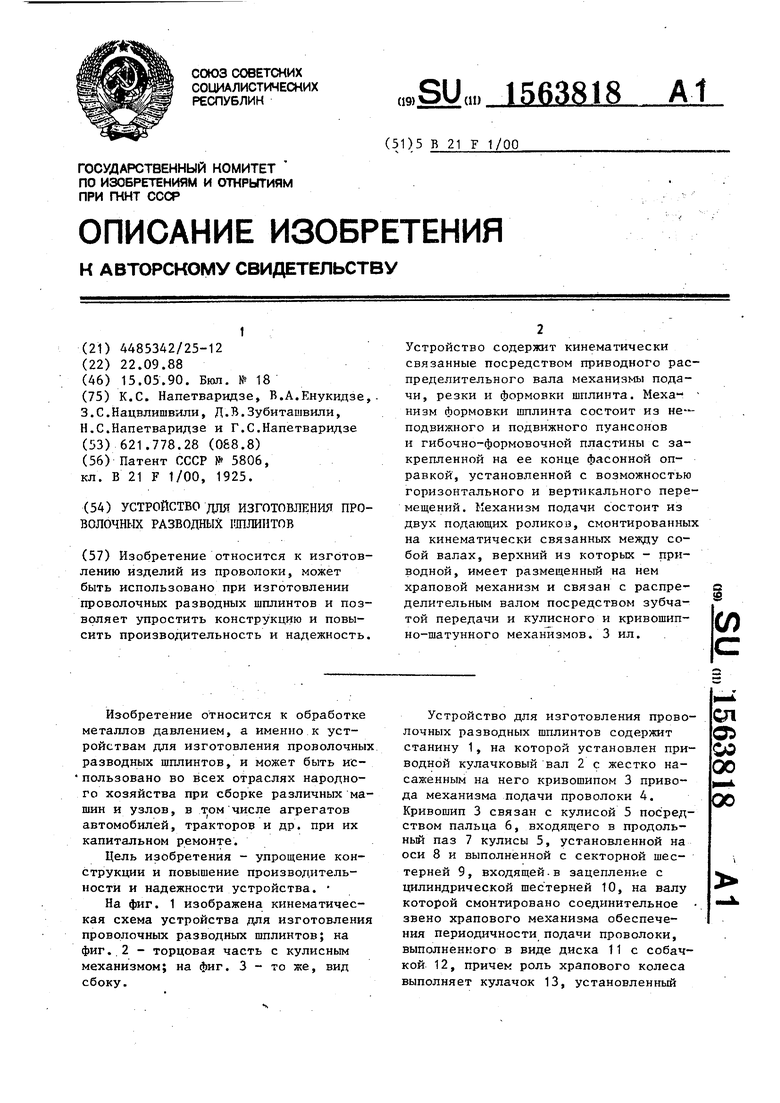


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из проволоки | 1989 |
|
SU1683847A1 |
| Автомат для изготовления проволочных разводных шплинтов | 1977 |
|
SU749513A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Автомат для изготовления проволочных пистонов | 1981 |
|
SU1049149A1 |
| Гибочно-отрезной автомат для изготовления проволочных деталей | 1984 |
|
SU1232346A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Автомат для отрезки и гибки проволочных деталей | 1960 |
|
SU136301A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ГИБКИ ПРОВОЛОЧНЫХДЕТАЛЕЙ | 1972 |
|
SU433944A1 |

Изобретение относится к изготовлению изделий из проволоки, может быть использовано при изготовлении проволочных разводных шплинтов и позволяет упростить конструкцию и повысить производительность и надежность. Устройство содержит кинематически связанные посредством приводного распределительного вала механизмы подачи, резки и формовки шплинта. Механизм формовки шплинта состоит из неподвижного и подвижного пуансонов и гибочно-формовочной пластины с закрепленной на ее конце фасонной оправкой, установленной с возможностью горизонтального и вертикального перемещений. Механизм подачи состоит из двух подающих роликов, смонтированных на кинематически связанных между собой валах, верхний из которых - приводной, имеет размещенный на нем храповой механизм и связан с распределительным валом посредством зубчатой передачи и кулисного и кривошипно-шатунного механизмов. 3 ил.
Фи.г.2
НЕФие.3
| Машина для изготовления шплинтов из проволоки | 1925 |
|
SU5806A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
