Изобретение относится к металлообработке и может быть использовано при изготовлении бесстружечных метчиков - инструмента для получения внутренних резьб пластическим деформированием.
Цель изобретения - упрощение технологии изготовления метчиков.
На фиг. 1 показана схема, реали- .зующая предлагаемый способ; на фиг. 2 сечение А-А на фиг. 1.
Метчик изготавливают следующим образом. Резьбу шлифуют и затыповы- вают по профилю, образование переход ных криволинейных участков на профиле резьбы осуществляют обработкой резьбы лепестковым кругом, а затем метчик перемещают отйосительно круга в осевом направлении с подачей, рав- ной шагу резьбы, а круг смещают в радиальном направлении относительно наружного диаметра метчика на величину, определяемую из зависимости:
h ----- + (0,04-О, 06) Р,
где d - наружный диаметр резьбы
метчика; диаметр переднего торца
метчика;
Р - шаг резьбы метчика, . причем обработку криволинейных поверхностей каждого витка резьбы осуществляют при отсутствии затыловочны движений лепесткового круга.
Способ осуществляют cлeдyюш м образом.
На заготовке 1 метчика на операции резьбошлифования шлифуют резьбу с затылованием на величину К по профилю. В результате в поперечном сечении резьбовой части заготовка имеет вид многогранника 2 (фиг. 2) с профилем витков резьбы на вершинах деформирующих граней, имеющим острые переходы от плоскосрезанных вершин к боковым сторонам профиля.
Заготовку 1 устанавливают на станок, который обеспечивает ей враща- тельное движение в осевое перемещени относительно лепесткового круга 3 с подачей, равной шагу резьбы. После установки заготовки в:шючают вращательное движение круга и заготовки, круг смещают в радиальном направлени (к оси заготовки) на величину натяга h и заготовку перемещают относительно круга с подачей, равной шагу
резьбы. Обработка резьбы с образованием переходных участков осуще ствля- ется за один проход. Обработку криволинейных поверхностей по периметру каждого витка резьбы производят без колебательных движений круга (подобно затьшовочным движениям резьбошли- фовального круга) за счет его эластичности и выбранного по приведенной вьщ1е зависимости радиального смещени относительно наружного диаметра заготовки (натяга).
Пример. Предлагаемым способо изготавливалась партия бесстружечных метчиков в количестве 50 шт для получения резьбы МП 4x1,5 - 6Н в деталях из стали 20.
Заготовки метчиков обрабатывают на токарно-затыловочном станке. Частота вращения заготовки составляет 12 об/мин, лепесткового круга 0 80мм 6000 об/мин, осевая подача заготовки относительно круга Зц 1,5 мм/об. Величина радиального смещения круга составляет h 0,66 мм (d 14,172мм d-r 13 мм, Р 1,5 мм) .
Лепестковый круг имеет только вращательное движение в процессе образования переходных участков на профиле.
Применение предлагаемого способа изготовления метчиков позволяет упростить технологию изготовления за счет исключения шлифования и затьшо- вания витков резьбы по наружному диаметру на операции резьбошлифования.
Формула изобретения
Способ изготовления бесстружечных метчиков, при котором резьбу ишифуют и затыловывают с формированием радиусных округлений по профилю метчика, отличающийся тем, что, с целью упрощения технологии изготовления, шлифование профиля метчика производят лепестковым полировальным кругом, причем последний смещают относительно наружного диаметра метчика на величину
h + (0,04 + 0,06)Р,
где d - наружный диаметр резьбы
метчика; d - диаметр переднего торца
метчика; Р - шаг резьбы метчика
313389454
а сам метчик при этом перемещают от-- го круга в осевом направлении с поносительно лепесткового полировально- дачей, равной шагу резьбы метчика.
Vue.l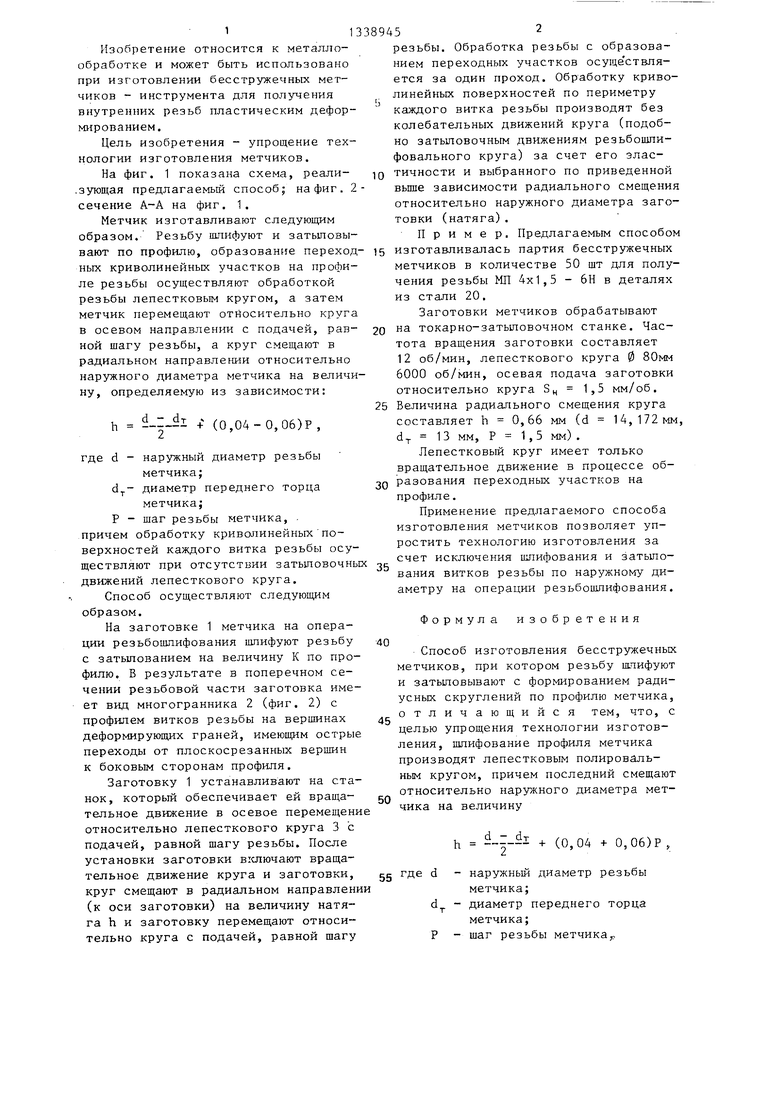
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик и устройство для его изготовления | 1987 |
|
SU1466860A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Способ настройки при изготовлении бесстружечных метчиков на резьбошлифовальных станках | 1980 |
|
SU984748A1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Бесстружечный метчик | 1985 |
|
SU1278134A1 |
| Бесстружечный метчик | 1975 |
|
SU782940A1 |
| Способ изготовления бесстружечных метчиков | 1981 |
|
SU1060365A1 |
| Способ изготовления метчика | 1979 |
|
SU831444A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Способ изготовления бесстружечных метчиков | 1987 |
|
SU1523237A1 |

Изобретение касается инструментов для обработки металлов давлением и может быть использовано при изготовлении бесстружечных метчиков по упрощенной технологии. На вершине. профиля метчика формируют радиусные скругления посредством лепесткового полировального круга, который устанавливают относительно наружного диаметра метчика на величину, определяемую диаметром метчика н, его шагом, а сам метчик в процессе формирования радиусных скруглений на профиле перемещают вдоль оси с подачей, равной щагу его резьбы. В поперечном сечении резьбовой части заготовка имеет вид многогранника после заты- лования. Обработку по периметру каждого витка резьбы производят без колебательных движений круга за счет его эластичности. 2 ил. (Л С w со эо со 4:: СЛ
f(- А
Составитель Ю. Жарченков Редактор Н. Тупица Техред Л.Олийнык Корректор М. Демчик
Заказ 4166/8 Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
uz.2
| Меньшаков В.М | |||
| и др | |||
| Бесстружечные метчики | |||
| - М.: Кашиностроение, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
