Изобретение относится к обработке металлов давлением, а именно к способам ковки заготовок на радиально-ковочных машинах.
Цель изобретения - повышение качества поковок за счет интенсификации прора- боки структуры металла.
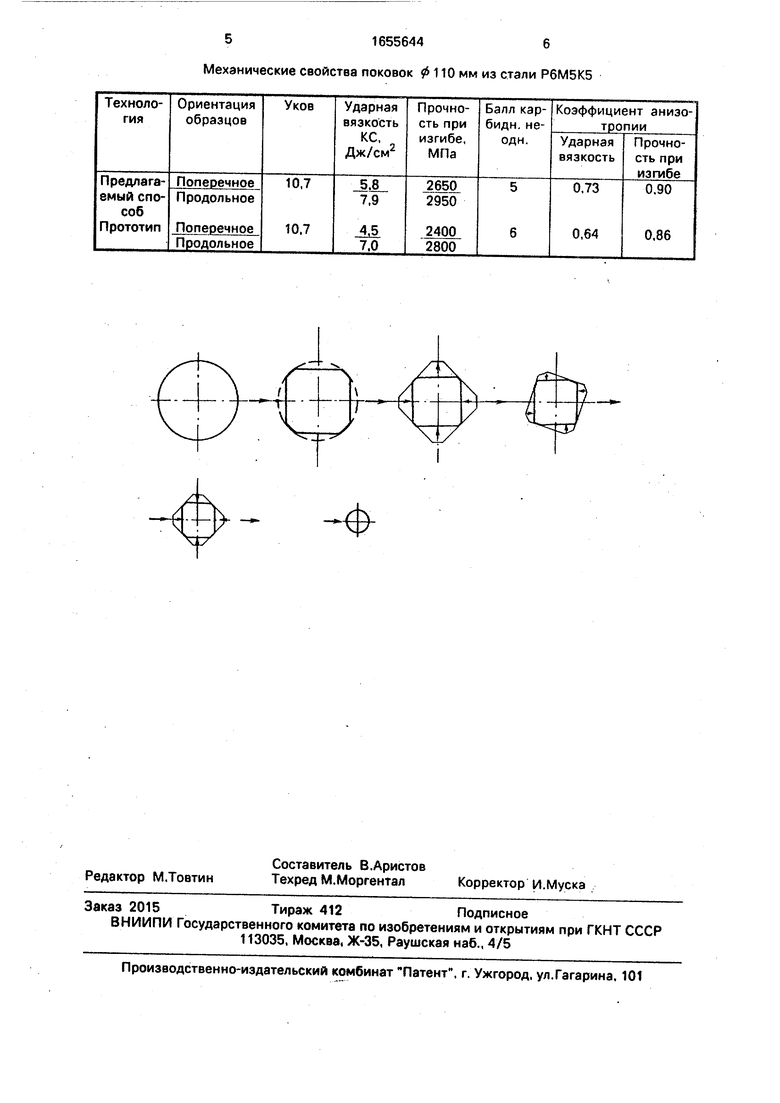
На чертеже схематически показаны этапы ковки заготовки, осуществляемой в соответствии с данным изобретением.
Заготовка изменяет форму поперечного сечения в очаге деформации с круга на квадрат и с квадрата на квадрат, причем ковка идет по ребрам, в результате чего происходит сбив ребер, что приводит к улучшению качества поковок.
При обжатии ребер квадратной заготовки происходит интенсивная проработка литой структуры металла, в т.ч. осевой зоны за счет создания радиальных потоков металла, регламентированного направления. При этом используемая в данном способе ковки
последовательность кантовок заготовки обеспечивает равномерное перемещение металла по всему поперечному сечению последней.
Способ осуществляют следующим образом.
Заготовку с помощью головки манипулятора после каждого единичного обжатия подают в бойки на величину подачи.
До деформации заготовка имела круглое поперечное сечение. Формирование квадратного поперечного сечения поковки происходит при величинах обжатия заготовки, равных 0,16-0,22 ее диаметра.
При ковке по данному способу осуществляют максимально допустимую по энергосиловым параметрам подачу заготовки.
Пример. Две заготовки диаметром 360 мм из стали Р6М5К5 нагревали до 1150°С и прокалывали на четырехбойковой радиально-ковочной машине усилием 10МН.
Ё
О
ел ел
Os
-N
Одну заготовку проковали по предложенному способу за пять проходов до круга диаметром 110 мм по следующим переходам: 360 мм кв. 310 мм - кв. 250мм . 205 мм - Ј 160мм - 110 мм. После первого прохода заготовку кантовали на угол 45°, второго на угол 22,5, третьего - на угол 45°, т.е. между кантовками заготовки на угол 45° осуществляли кантовку на 22,5°.
Вторую заготовку проковали по способу-прототипу по следующим переходам: $ 360 мм 305 мм - 4 260 . 220x220 мм - кантовка на 45°- 8-угольник 170x250 мм - 8-угольник 160x190 мм - кв. 150x150 мм мм. Ковку заготовки осуществляли за восемь проходов.
Из металла поковок, полученных по предложенному способу и способу-прототипу, изготовляли образцы для механических испытаний в поперечном и продольном направлениях. Испытания проводили на стандартных образцах согласно ГОСТ 9454-78.
Оценку микроструктуры образцов проводили по ГОСТ 19265-73.
Все образцы проходили термообработку в одинаковых условиях - температура закалки - 1200°С в масле с последующим трехкратным отпуском при 550°С по 1 ч.
Результаты испытаний представлены в таблице.
С целью проверки оптимальности технологических параметров способа исследовалось также качество поковок из стали Р6М5К5, полученных при углах кантовки 20 и 25°.
Прочность при изгибе образцов, закаленных с 1200°С в масле с последующим кратным отпуском при 550°С по 1 ч составила при угле кантовки 20° в продольном направлении 2950 МПа, в поперечном 2700 МПа, при угле кантовки 25° соответственно 2950 МПа и 2700 МПа. Анизотропия свойств составила 0,91 при угле 20° и 0,91 при угле 25°.
При угле кантовки 22,5 прочность при изгибе образцов в продольном направлении 3000 МПа, в поперечном 2800 МПа, коэффициент анизотропии 0.93.
Таким образом, прочность металла поковок, прокованных с промежуточной кантовкой заготовки на угол 22,5°, по сравнению с углами кантовки 20 и 25° выше в продольном направлении на 1,6%, в поперечном на 3,6% и повысился коэффициент анизотропии свойств, что свидетельствует
об увеличении интенсивности проработки структуры металла поковки по всему ее сечению.
Анализ данных, приведенных в таблице показывает, что качество поковок, полученных по предлагаемому способу, в сравнении со способом-прототипом, существенно повысилось.
При ковке по способу-прототипу зоны деформации локализуются, преимущественно у поверхности заготовки, а при ковке по предлагаемому способу зоны деформации распространяются до осевой части поковки и равномерно рассредотачиваются по ее сечению.
Применение данного способа позволяет повысить качество поковок, особенно при ковке заготовок из специальных легированных сталей, при производстве поковок из которых необходима интенсивная проработки литой структуры металла по всему сечению слитка.
Формула изобретения Способ радиальной ковки по схеме
круг - многоугольник - круг путем одновременного обжатия по ребрам продольной перемещаемой заготовки квадратного сечения двумя парами бойков в двух взаимно перпендикулярных плоскостях в несколько проходов с кантовкой заготовки на 45° после первого прохода, отличающий- с я тем, что, с целью повышения качества поковок за счет интенсификации проработки структуры металла, во втором и третьем
проходах также формируют квадратное сечение заготовки, причем после второго прохода заготовку кантуют на 22,5°, а после третьего прохода - на 45°.
Механические свойства поковок Ф 110 мм из стали Р6М5К5

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки заготовок в четырехбойковом ковочном устройстве | 1989 |
|
SU1639860A1 |
| Способ получения заготовок | 1988 |
|
SU1724411A1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |
| Способ ковки заготовок | 1981 |
|
SU1003983A1 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 1991 |
|
RU2014934C1 |
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| Способ радиальной ковки | 1980 |
|
SU912377A1 |
| Способ получения поковок | 1982 |
|
SU1088856A1 |
Изобретение относится к обработке металлов давлением, а именно к способам ковки заготовок на радиально-ковочных машинах. Цель изобретения - повышение качества поковок за счет увеличения интенсивности проработки структуры металла. Заготовку кую г по схеме круг - квадрат - круг. Ковка идет по ребрам. После первого, второго и третьего прохода осуществляют кантовку заготовки соответственно на угол 45, 22,5 и 45°. В каждом проходе сечению заготовки придают форму квадрата. Способ позволяет повысить уровень механических свойств поковки как в продольном, так и в поперечном направлении волокна. 1 ил., 1 табл.
Т
-4
Г
| Способ радиальной ковки | 1980 |
|
SU912377A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
