Изобретение относится к области обработки металлов давлением и может быть использовано в ремонтном производстве при восстановлении крупномодульных зубчатых колес.
Целью изобретения является обеспечение возможности восстановления тонкостенных зубчатых колес.
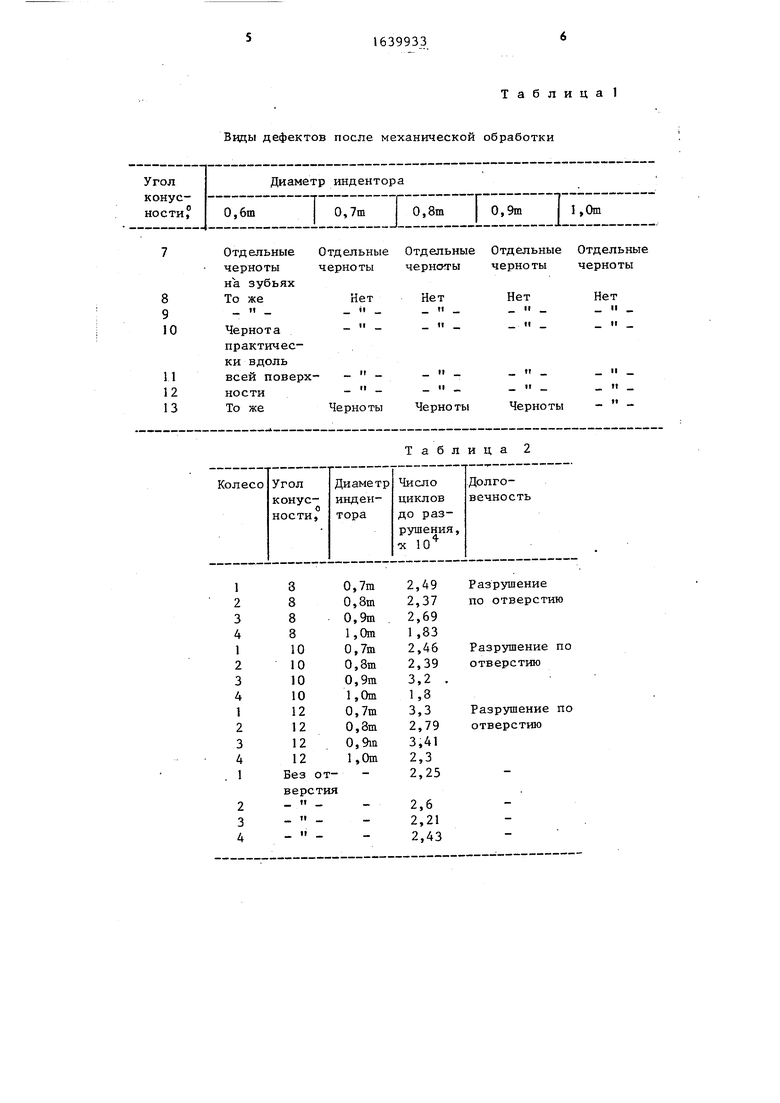
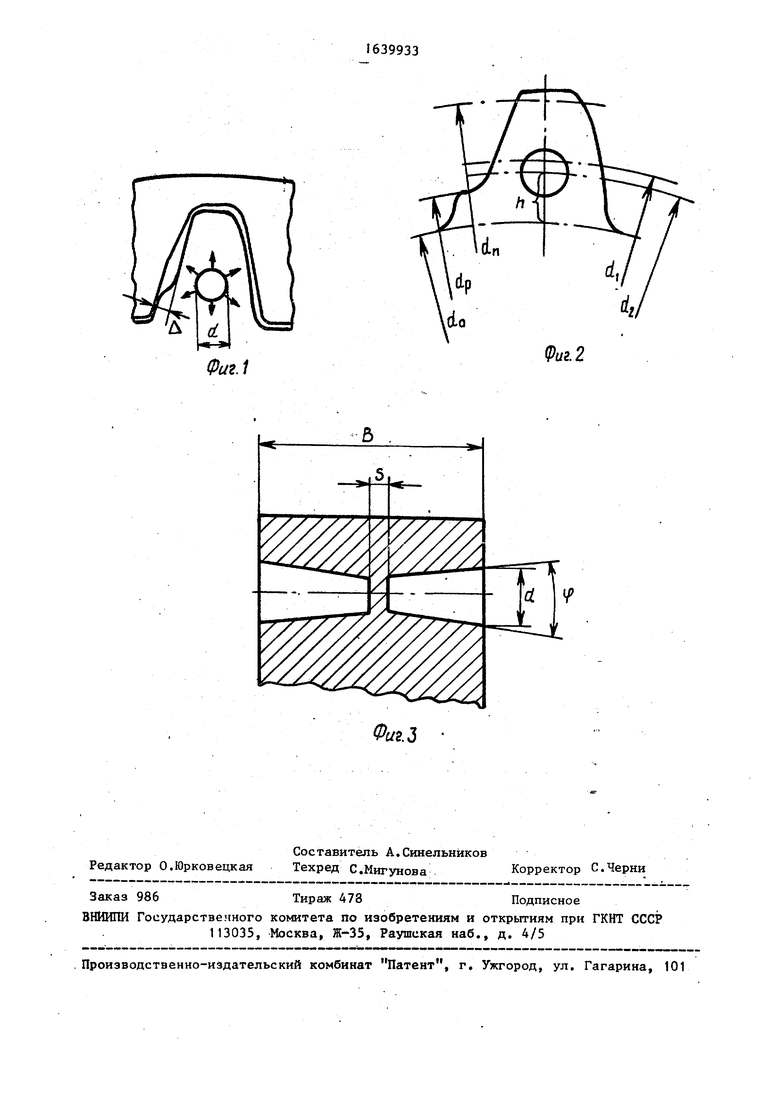
На фиг.1 показаны зуб шестерни с односторонним износом и направления деформаций материала от внедрения индентора; на фиг.2 - геометрические характеристики восстанавливаемого зуба; на фиг.З - зуб колеса после его восстановления, разрез.
Способ осуществляется следующим образом.
После нагрева зубчатого колеса производят перемещение в закрытом штампе части его материала в зону восстановления посредством внедрения в венец конических инденторов и последующего их извлечения из полученных отверстий. Внедрение конических инденторов осуществляют непосредственно в зубья со стороны обоих торцов на диаметре dr, расположенном на расстоянии h от диаметра .2), с образованием на торцах зубьев отверстий d с углом конусности Ср (фиг.З).
Оптимальные размеры выдавливаемого отверстия выбираются из условия обеспечения требуемого приращения
О5
ОС
ее ее ос ос
для компенсации износа по боковым сторонам зубьев (фиг.1) и обеспечения требуемой податливости. При этом полученные полости не должны снижать прочность зубьев.
Для исследования напряженного состояния в галтелях разработана модель зуба, основанная на методе4конечных элементов. Расчет выполнен в плоское- ти опасного сечения при действии изгибающего момента. При этом диаметр d отверстия варьировался в пределах (0,2-0,9)т, а расстояние h от окружности впадин до центра отверстия выбиралось в пределах (0 - 1,65)т.Установлено, что при расстоянии h - (1-1,2)m наблюдается снижение напряжений в галтельных переходах, т.е. в опасном сечении зуба, на 2 - 14%. Таким образом, отверстие диаметром менее 0,9т не вызывает повышения напряжений в опасном сечении. Кроме того, при правильном выборе места внедрения отверстия наблюдается перераспределение напряжений в опасном сечении в сторону уменьшения, т.е. является деконцентратором. При диаметре d менее 0,7т на зубьях появляются черноты из-за недостаточного объема выдавливаемого металла.
Экспериментально установлено,что при увеличении зтла конусности У более 12° на восстановленных зубьях после обработки остаются черноты, т.е. количество вытесненного металла недостаточно для компенсации износа. При уменьшении угла конусности Ч менее 3° улучшается самоустановка венца, т.е. положительный эффект от повышения податливости прослеживается весьма слабо и резко снижается договечность инденторов.
Увеличение толщины перемычки S 0,2 В (фиг.З) значительно снижает податливость восстановленного колеса и появляются черноты на зубьях.При уменьшении толщины перемычки ,1B значительно возрастает усилие обработки.
Виды дефектов после механической
обработки приведены в табл.1.
Зависимость долговечности зуба от параметров индентора представлена в табл. ..
Таким образом, конические инденто
ры выполняют с диаметрами d (0,7- -0,9)m и углами конусности 8 L(, Инденторы внедряются в тело зуба так,,,
Q 99334
чтобы их оси размещались в плоскости симметрии восстанавливаемых зубьев на расстоянии h « (l-l,2)m, Внедрение инденторов осуществляется соосно с образованием перемычки S (0,1 - - 0,2)В.
Пример. Восстановление шестерни редуктора очистного комбайна 1К 101 (деталь - шестерня 1К 101.01.292, m 12 мм, Z 26,
В 100 мм, материал - сталь 20Х2Н4А)
5
0
5
Q
55
35
,,
осуществляется в следующей последовательности.
Отжиг изношенного венца. Нагрев венца с помощью индуктора ТВЧ до температуры 1000 - 1050°С, раздача зубьев в штампе с образованием полостей с параметрами: диаметр отверстия на торце d 9,6 мм; глубина отверстия h 43 мм; угол конусности- Cf 12. Протяжка зуба на станке для получения требуемого профиля зубьев. Химико-термическая обработка зубчатого венца, перед цементацией отверс- тия в зубьях закрывают пробками.
Предлагаемый способ позволяет не только восстанавливать изношенный в результате эксплуатации профиль ,д зубьев крупномодульных тонкостенных зубчатых колес, но и на 15-20% повысить их долговечность. Формула изобретения
Способ восстановления крупномодульных зубчатых колес, включающий нагрев зубчатого колеса и перемещение инденторами в закрытом калибре части его материала в зону восстановления, отличающийся тем, что, с целью обеспечения возможности восстановления зубчатых колес с тонкостенным ободом, внедрение конических инденторов осуществляют в торцы зубьев в зоне делительной окружности вдоль оси зубьев с образованием в них полостей, разделенных между собой перемычкой минимальной толщины с соблюдением следующих соотношений параметров;, d (0,7-0,9)m, h (1-1,2)m, , s (0,1-0,2)B, где d - диаметр индентора;
m - модуль зацепления;
h - высота внедрения инденторов;
Ср - угол конусности инденторов;
s - размер перемычки;
В - длина зуба.
40
45
50
Т а б л и ц а 1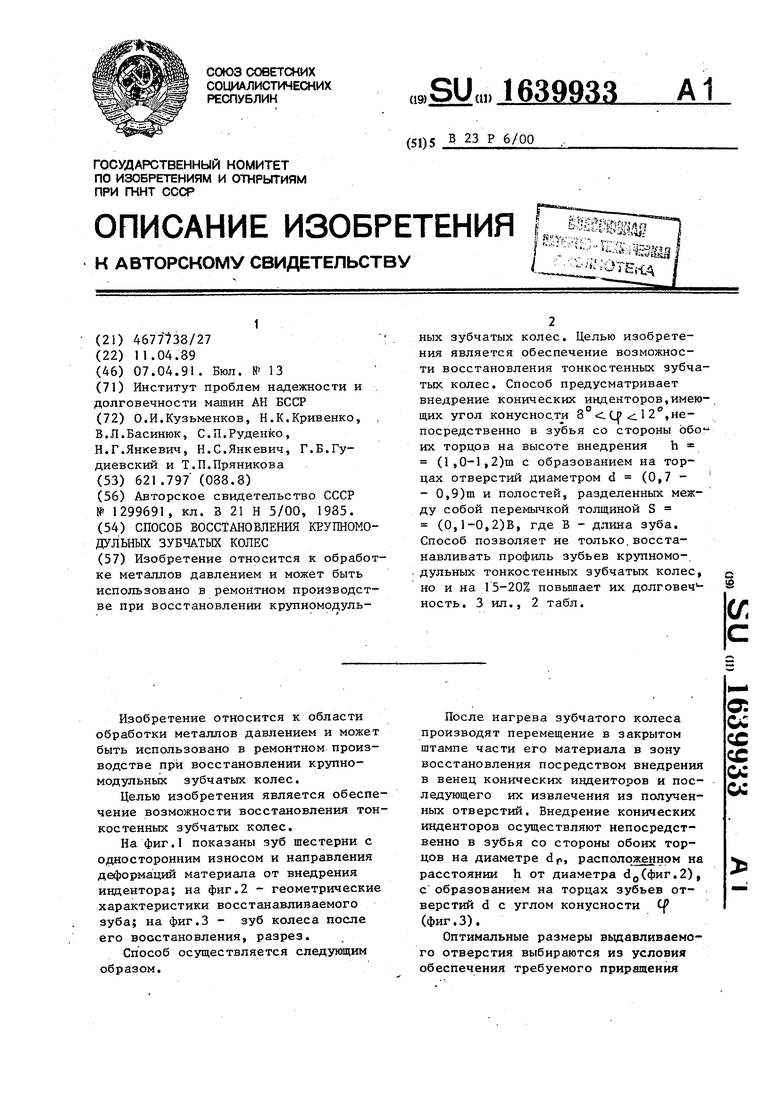

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления зубчатых колес | 1985 |
|
SU1299691A1 |
| Устройство для обработки впадин зубьев зубчатых колес | 1985 |
|
SU1389918A1 |
| Способ восстановления крупномодульных зубчатых колес | 1988 |
|
SU1613230A2 |
| Составное зубчатое колесо | 1985 |
|
SU1240988A1 |
| Способ восстановления изношенных деталей | 1985 |
|
SU1379043A1 |
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2601463C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2016 |
|
RU2616100C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2016 |
|
RU2613958C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2016 |
|
RU2613939C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2597745C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в ремонтном производстве при восстановлении крупномодульных зубчатых колес. Целью изобретения является обеспечение возможности восстановления тонкостенных зубчатых колес. Способ предусматривает внедрение конических инденторов,имеющих угол конусности 8 . СР с 1 2 ,непосредственно в зубья со стороны обо их торцов на высоте внедрения h « (l,0-l,2)m с образованием на торцах отверстий диаметром d (0,7 - - 0,9)m и полостей, разделенных между собой перемычкой толщиной S
Виды дефектов после механической обработки
Таблица 2
Разрушение по отверстию
Разрушение по отверстию
Разрушение по отверстию
ФагЛ
Фиг. 2
Фиг.З
| Способ восстановления зубчатых колес | 1985 |
|
SU1299691A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
