Изобретение относится к упаковыванию, а именно к способу упаковки твердых высокоактивных фторсодержащих продуктов, и может быть использовано в различных отраслях промышленности.
Целью изобретения является повышение надежности и герметичности упаковки.
Способ осуществляется следующим образом.
Отжигают алюминиевую тубу. Внутреннюю поверхность ее покрывают слоем фтор- пласта толщиной 5-15 мкм. Расфасовывают твердый высокоактивный фторсодержащий продукт с хвостовой части, а затем заделы- вают(фалыдуют)хвостовую часть гребневым замком при давлении не больше предела прочности и не меньше предела текучести материала тубы при 260-280°С в течение 2-3 мин. После заделки гребневый замок
может быть фиксирован скобообразным зажимом.
Пример. Гранулированные или табле- тированные твердые высокоактивные фтор- содержащие продукты расфасовываются через хвостовую часть алюминиевой тубы. Алюминиевая туба на длину заделки покрыта с внутренней стороны фторпласто- вым покрытием (фторпласт Ф32 Л). После расфасовки продукта производят заделку хвостовой части тубы гребневым замком при давлении не менее предела текучести, но не более предела прочности алюминия при температуре инструмента давления 260-280°С в течение 2-3 мин. После заделки гребного замка производят его фиксирование скобообразным металлическим зажимом при давлении не менее предела текучести, но более предела прочности материала заделки (алюминия).
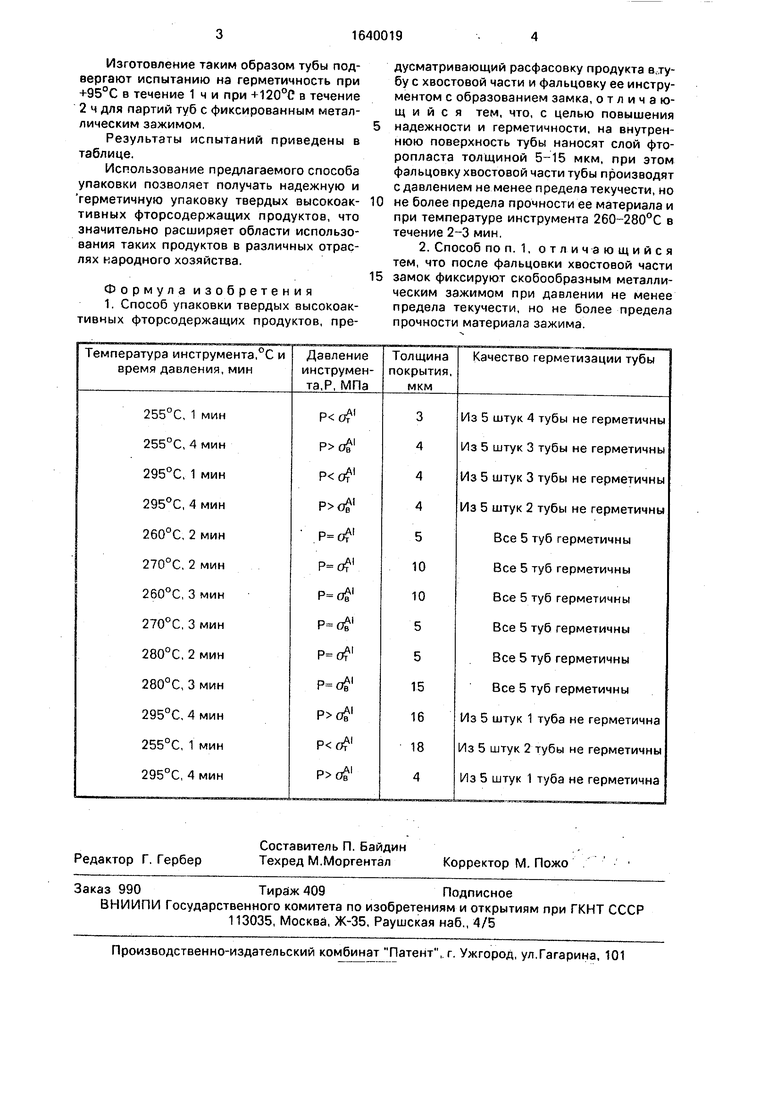
Изготовление таким образом тубы подвергают испытанию на герметичность при +95°С в течение 1 ч и при +120°С в течение 2 ч для партий туб с фиксированным металлическим зажимом,
Результаты испытаний приведены в таблице.
Использование предлагаемого способа упаковки позволяет получать надежную и герметичную упаковку твердых высокоактивных фторсодержащих продуктов, что значительно расширяет области использования таких продуктов в различных отраслях народного хозяйства.
Формула изобретения 1. Способ упаковки твердых высокоактивных фторсодержащих продуктов, предусматривающий расфасовку продукта вту- бу с хвостовой части и фальцовку ее инструментом с образованием замка, отличающийся тем, что, с целью повышения
надежности и герметичности, на внутреннюю поверхность тубы наносят слой фторопласта толщиной 5-15 мкм, при этом фальцовку хвостовой части тубы производят с давлением не менее предела текучести, но
не более предела прочности ее материала и при температуре инструмента 260-280°С в течение 2-3 мин.
2. Способ по п. 1, отличающийся тем, что после фальцовки хвостовой части
замок фиксируют скобообразным металлическим зажимом при давлении не менее предела текучести, но не более предела прочности материала зажима.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, УПАКОВОЧНЫЕ КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО, И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 2018 |
|
RU2720248C1 |
| Упаковка для пищевых продуктов | 1989 |
|
SU1733339A1 |
| Упаковка для пищевых продуктов | 1989 |
|
SU1722963A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ЛИНИЙ СГИБА | 2015 |
|
RU2694911C2 |
| МНОГОСЛОЙНЫЙ МАТЕРИАЛ ДЛЯ ФОРМИРОВАНИЯ КОНТЕЙНЕРОВ | 2012 |
|
RU2600365C2 |
| УПАКОВКА | 2015 |
|
RU2687771C2 |
| ПЛАСТИКОВАЯ УПАКОВКА, ПОДХОДЯЩАЯ ДЛЯ ВТОРИЧНОЙ ПЕРЕРАБОТКИ | 2018 |
|
RU2750549C1 |
| ГИБКИЙ СЛОИСТЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ И УПАКОВОЧНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2054365C1 |
| НАХОДЯЩИЙСЯ ПОД ДАВЛЕНИЕМ В УПАКОВКЕ АЭРОЗОЛЬНЫЙ КЛЕЕВОЙ СОСТАВ | 2024 |
|
RU2832345C1 |
| ЛЕГКО ОТКРЫВАЕМАЯ ПЛЕНКА ДЛЯ УПАКОВЫВАНИЯ В ВАКУУМЕ В ПЛОТНО ПРИЛЕГАЮЩУЮ ПЛЕНКУ | 2017 |
|
RU2736348C2 |
Изобретение относится к области упаковывания, а именно к способу упаковки твердых высокоактивных фторсодержащих продуктов, может быть использовано в различных отраслях промышленности, в частности к отрасли химической технологии. Целью изобретения является повышение надежности и герметичности упаковки. Способ осуществляется следующим образом. Внутреннюю поверхность отожженной алюминиевой тубы покрывают слоем фторопласта толщиной 5-15 мкм. Расфасовывают продукт в хвостовой части, затем заделывают хвостовую часть гребневым замком при давлении не более предела прочности и не менее предела текучести материала труоы при 260-280°С в течение 2-3 мин. Гребневый замок может быть фиксирован скобообраз- ным зажимом. 1 з.п. ф-лы, 1 табл.
| Каспаров Н | |||
| Г., Журавлев А | |||
| И | |||
| Парфю- мерно-косметическое производство | |||
| - М.: Пищевая промышленность, 1977, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
