Изобретение относится к электротехнике, а именно к кабельной промышленности, и может быть использовано при разделке термопарных, термочувствительных, нагре- востойких и др. кабелей с металлической оболочкой и минеральной изоляцией
Целью изобретения является овыше ние производительности и качества путем исключения механического повреждения жил.
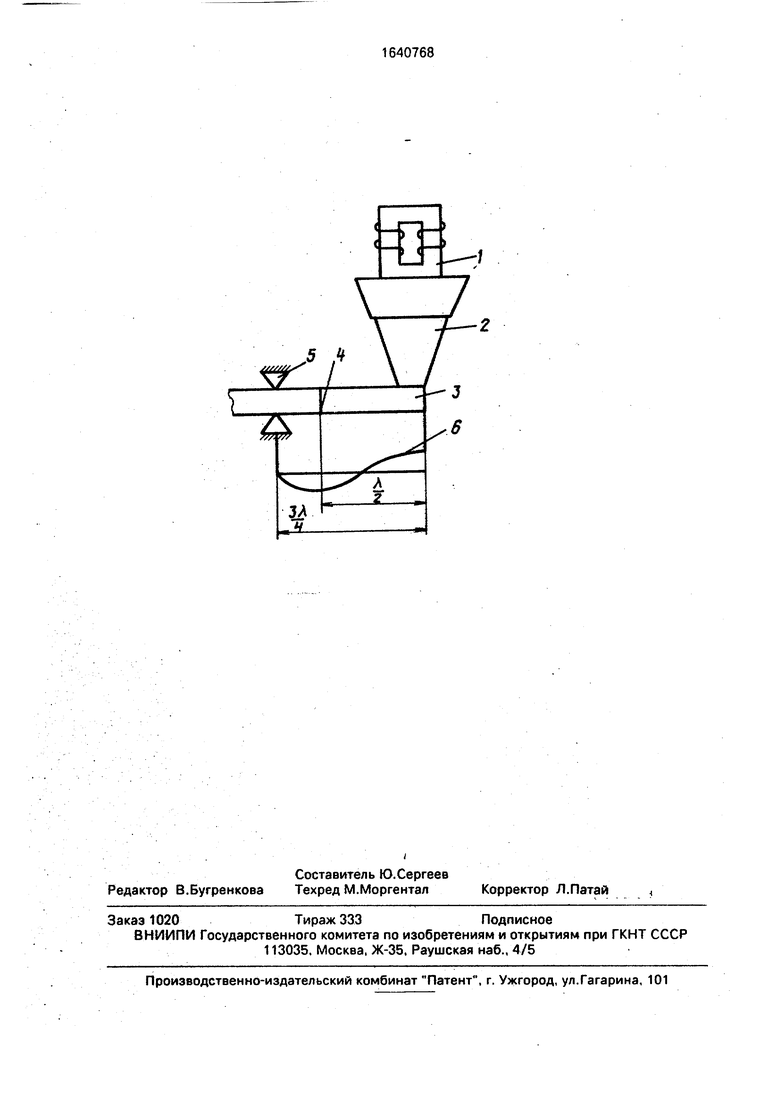
На чертеже показана установка для осуществления способа разделки кабеля с минеральной изоляцией.
Установка содержит магнитострикци- онный преобразователь 1, волновод 2 продольных колебаний, обрабатываемый кабель 3, кольцевой надрез 4, узел 5 зажимал. Показана также эпюра 6 изгибных ультразвуковых колебаний с длиной волны, равной Аи отмечены участки А 72 и 3/ 4 А от конца кабеля до узла 5 зажима
Способ осуществляют следующим образом.
Магнитострикционный преобразователь 1 генерирует ультразвуковые колебания, которые через волновод 2 передаются на конец кабеля, в результате на участке кабеля от его конца до надреза образуется стоячая волна, которая создает механические напряжения, вызывающие усталостное разрушение оболочки кабеля без повреждения внутренних жил
Одновременно ультразвуковые изгиб- ные колебания разрыхляют минеральную изоляцию вокруг жил, что позволяет свободно удалять оболочку и изоляционный порошок на зачищаемом конце кабеля без дополнительных механических операций.
Таким образом происходит разделка кабеля, т е освобождение внутренних жил от оболочки и минеральной изоляции на длине равной А/2 В случае, когда длина термоэлектродных жил должна быть больше А/2 например при подсоединении к электроизмерительным приборам, указанная операция разделки повторяется, последов О
fe
ч о
00
тельно освобождая жилы на отрезках равных А /2, получают термоэлектронные-жилы практически любой длины без их повреждения.
Предлагаемым способом.разделывают термопарный кабель КТМС (XAJ диаметром от 1 мм до 0,2 мм. Источником ультразвуковых колебаний служит генератор УЗДН-Ш с магнитострикционным преобразователем на 22 кГц. Амплитуда возбуждаемых ультразвуковых колебаний небольшая и в зависимости от диаметра кабеля составляет 4-10 мкм. При увеличении амплитуды ультразвуковых колебаний увеличивается и скорость разделки кабеля, однако при этом возникает опасность разрушения жил. Поэтому для разделки кабеля диаметром от 1 мм до 0,2 мм амплитуда ультразвуковых смещений не должна превышать .10 мкм. Разделку осуществляют следующим образом. Конец кабеля 3 закрепляют на торце волновода продольных колебаний 2, возбуждают ультразвуковые колебания с минимальной амплитудой порядка 2 мкм и длиной волны А и, перемещая узел зажима 5, являющийся ограничителем изгибных колебаний кабеля 3, добиваются устойчивой стоячей волны в кабеле на участке от точки закрепления кабеля, находящейся на расстоянии 3/4 Лот его конца, до волновода 2, Затем отмечают с помощью нанесенной на кабель метки место пучности механических напряжений, находящееся на расстоянии А /2 от конца кабеля. Выключают ультразвуковые колебания и а указанном месте наносят кольцевой надрез 4. Возбуждая скова ультразвуковые колебания и увеличивая их амплитуду до 4-10 мкм, добиваются усталостного разрушения оболочки кабеля в месте надреза и одновременного разрыхления изоляционного порошка вокруг жил. Затем выключают
источник ультразвуковых колебаний бодно удаляют оболочку кабеля вместе с изоляцией на участке от надреза до торца кабеля. При необходимости разделки кабеля на большей длине указанную операцию повторяют. Причем для определения последующего места надреза пользуются известными уже-размерами снятой оболочки, длина которой равна А /2. При разделке
кабеля указанных диаметров повреждения жил нет. Освобождение термоэлектродных жил проводят на участке до 200 мм, что не удается получить известным способом при разделке кабеля диаметром менее 0,5 мм.
Время разделки на длине 200 мм составляет 5-10 мин и практически не зависит от диаметра кабеля. Более того для меньших диаметров время разделки сокращается. Время разделки по известному способу составляет
для кабеля диаметром 1 мм до 20 минут.
Предлагаемый способ позволяет повысить производительность процесса разделки кабеля, исключить повреждения его жил и обеспечивает возможность разделки кабе-4
ля практически любых размеров.
Формула изобретения Способ разделки кабеля с минеральной изоляцией, согласно которому жестко закрепляют кабель на расстоянии от его конца, осуществляют кольцевой надрез оболочки на свободном конце кабеля и удаляют ее, отличающийся тем, что, с целью повышения производительности и качества путем исключения механического
повреждения жил, между местом закрепления кабеля и его концом возбуждают ультразвуковые колебания с длиной волны А, а закрепление кабеля и кольцевой надрез оболочки осуществляют соответственно на
расстоянии 3/4 А и А /2 от конца кабеля до возбуждения ультразвуковых колебаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделки термопарного кабеля | 1990 |
|
SU1767597A1 |
| СПОСОБ ЗАДЕЛКИ КОНЦОВ ТЕРМОПАРНЫХ КАБЕЛЕЙ ГЕРМОВВОДОВ | 1990 |
|
RU2030050C1 |
| ГЕРМЕТИЧНАЯ И ТЕРМОУСТОЙЧИВАЯ ЗАДЕЛКА КОНЦА КАБЕЛЯ С МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКОЙ | 2001 |
|
RU2206164C2 |
| УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ ДЛЯ ЛЕЧЕНИЯ ГЛАУКОМЫ И БЛИЗОРУКОСТИ | 1992 |
|
RU2068662C1 |
| Способ дуговой сварки термоэлектродов | 1974 |
|
SU610630A1 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| ПРЕОБРАЗОВАТЕЛЬ ТЕРМОЭЛЕКТРИЧЕСКИЙ (ВАРИАНТЫ), ТЕРМОПАРНЫЙ КАБЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕОБРАЗОВАТЕЛЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ПО ПЕРВОМУ ВАРИАНТУ, СПОСОБ ОПРЕДЕЛЕНИЯ НЕОБХОДИМОСТИ ПРОВЕДЕНИЯ ПОВЕРКИ ИЛИ КАЛИБРОВКИ ТЕРМОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2009 |
|
RU2403540C1 |
| ВЫСОКОАМПЛИТУДНАЯ АКУСТИЧЕСКАЯ СИСТЕМА ДЛЯ УЛЬТРАЗВУКОВОЙ ХИРУРГИИ И ТЕРАПИИ | 2009 |
|
RU2405603C1 |
| Способ изготовления горячего спая кабельной термопары | 1988 |
|
SU1624277A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 2003 |
|
RU2267551C2 |
Изобретение относится к электротехнике и может быть использовано при разделке термопарных, термочувствительных, нагре- востойких и др. кабелей с металлической оболочкой и минеральной изоляцией Цель изобретения - повышение производительности и качества путем исключения механического повреждения жил. Способ предусматривает выполнение на поверхности оболочки кабеля кольцевого надреза, жесткое его закрепление и возбуждение ультразвуковых колебаний с длиной волны А и пучностью механических напряжений в месте надреза Закрепление кабеля осуществляют на расстоянии 3/4 А а надрез - на расстоянии А /2 от его конца Способ по зволяет повысить производительность процесса разделки кабеля, исключить повреждение жил при разделке кабеля практически любого сечения 1 ил.
| Лысиков Б.В , Прозоров В К и др Температурные измерения в ядерных реакторах | |||
| - М.: Атомиздат, 1S75 с 127 |
