Изобретение относится к машиностроению, а именно к механизации сборочных работ, и может быть использовано в любой отрасли промышленности для сборки крупных резьбовых соединений.
Целью изобретения является расширение технологических возможностей за счет использования шайбы для компенсации реактивного момента.
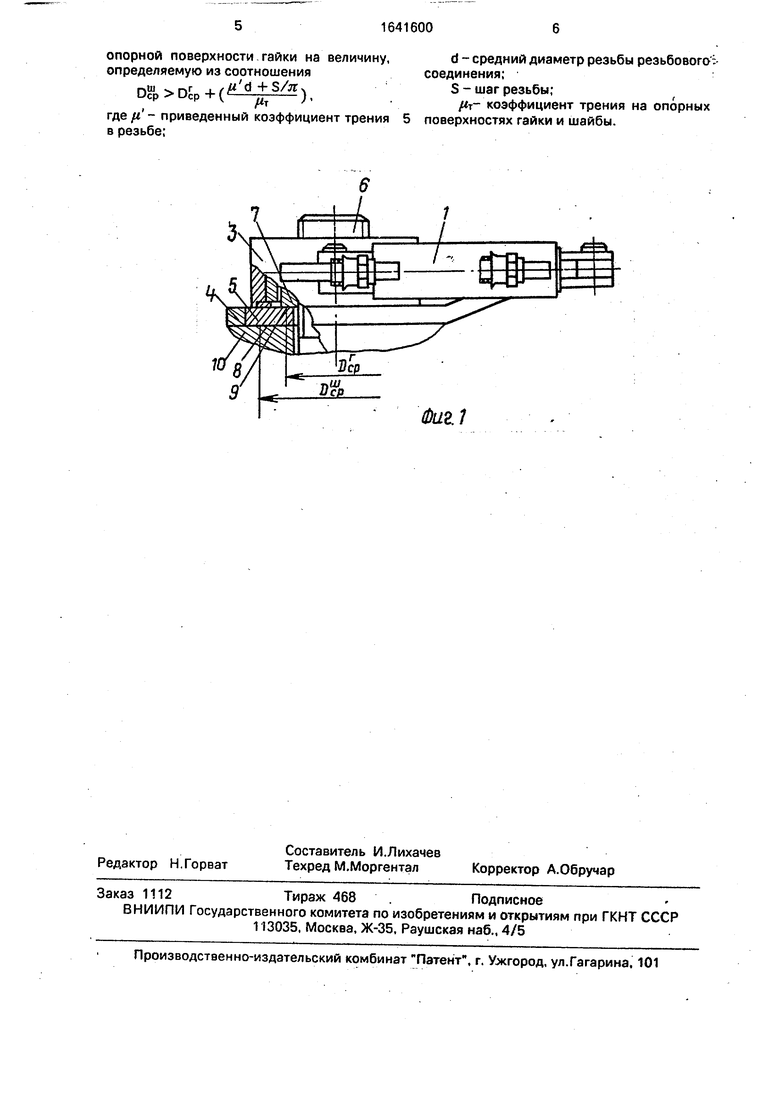
На фиг.1 изображено устройство, pea- лизующее способ сборки резьбового соединения, общий вид; на фиг.2 - то же, вид сверху.
Устройство для реализации способа сборки резьбового соединения состоит из гидроцилиндра 1, корпус которого шарнир- но через рычаг 2 соединен с храповой гаечной головкой 3, а шток (не показан) шарнирно соединен .с упором, выполненным в виде рычага 4 с фигурным отверстием под шайбу 5. Резьбовое соединение состоит из стандартного резьбового стержня 6, гайки 7 и упомянутой шайбы 5. Шайба 5 может быть выполнена как плоской, так и любой формы. Во всех случаях важно, чтобы она могла входить в жесткое зацепление с рычагом 4 и имела средний диаметр ОшСр. своей опорной поверхности 8 больше среднего диаметра Drcp опорной поверхности 9 гайки
u d + S/5r 0
--д .Это условие получается следующим образом.
Известно, что момент затяжки МЭат состоит из моментов преодоления трения в резьбе МрТр и опорной поверхности гайки М%, т.е. Мзат Мртр + Мгтр Р d/2(S/k d + tf+ft-T -Drcp/2, где Р -сила затяжки.
В процессе .затяжки сила Р растет и прижимает через гайку 7 шайбу 5 к оборудо- ванию 10, одновременно увеличивая силу трения РшТр и соответственно момент трения МшТр в опорной поверхности 8 шайбы, который определяется по формуле
мш рш . рш М тр - г тр К тр,
где - радиус трения опорной поверхности шайбы, или Мштр Р &Ошср/2
Переход от Вштр к ршср/2 аозможен.ес- ли шайба 5 достаточно хорошо прижата к оборудованию 10. Экспериментально установлено, что такое прижатие достигается при
Мпер (0,05 + 0,07) Мзат, где Мпер - первоначальный момент затяжки;
Мзат - окончательный наперед заданный момент затяжки.
В противном случае возможно как Рштр ОшСр/2, так и Нштр ОшСр/2 из-зз наличия
7 по крайней мере на
0
5 0 5
0
5
0
0
5
5
отклонений формы контактирующих поверхностей шайбы и оборудования. Для обеспечения неподвижности шайбы 5, воспринимающей реактивный момент, необходимо соблюдение неравенства МшТр Мзат или, если шайба 5, гайка 7 и оборудование 10 изготовлены из одного материала, то
Р / Dcp/2 Р d/2 (S/гг -d +ftj ) + fir Dcp/2,
откуда и определяется условие выбора среднего диаметра опорной поверхности 8 шайбы 5.
Способ сборки резьбового соединения осуществляется следующим образом.
На резьбовой стержень 6 надевается шайба 5 и навинчивается, например, вручную гайка 7. Далее на шайбу 5 надевается рычаг 4, а на гайку 7 - храповая гаечная головка 3 с рычагом 2. Затягивается гайка 7, например вручную до получения момента, равного 0,05-0,07 от наперед заданного момента затяжки. После этого рычаги 2 и 4 шарнирно соединяются соответственно с корпусом и штоком гидроцилиндра 1. При включении гидроцилиндра 1 рычаг 2 поворачивается и через храповую гаечную головку 3 затягивает гайку 7. В результате действия на рычаг 4 реактивного крутящего момента шайба 5 стремится повернуться в противоположном вращению гайки 7 направлении. Однако шайба 5 не проворачивается, а воспринимает весь реактивный крутящий момент, выполняя функцию опоры, поскольку Мштр М3ат при среднем диаметре опорной поверхности 8 шайбы 5, большем среднего диаметра опорной поверхности 9 гайки 7 по крайней мере на
и й + S/fo ..
1-г..Наибольшая величина среднего
диаметра опорной поверхности 8 шайбы 5 ограничивается конструктивными соображениями.
Формула изобретения Способ сборки резьбового соединения, включающий наживление, навинчивание, поэтапную затяжку гайки до достижения заданного момента и передачу возникающего реактивного момента на неподвижный элемент резьбового соединения, отличающийся тем, что, с целью расширения технологических возможностей, первоначальную затяжку производят с величиной момента, составляющей 0,05-0,07 от величины заданного момента, а на втором этапе затяжки передачу возникающего реактивного момента осуществляют на шайбу, средний диаметр ОшСр опорной поверхности которой больше среднего диаметра Drcp
51641600 6
опорной поверхности гайки навеличину, d- средний диаметр резьбы резьбового;
определяемую из соотношениясоединения;
пш .пг . ( +3/л:лS - шаг резьбы; t
fcp - ucp т ),. КОЭффИцИент трения на опорных
где ft - приведенный коэффициент трения 5 поверхностях гайки и шайбы, в резьбе;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для затяжки крупных резьбовых соединений | 1989 |
|
SU1646832A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU1042985A1 |
| Рычажный гайковерт | 1985 |
|
SU1271732A1 |
| Устройство для сборки резьбовых соединений | 1991 |
|
SU1771945A1 |
| Устройство для затяжки гаек фланцевых соединений | 1981 |
|
SU954202A2 |
| Рычажный гайковерт | 1982 |
|
SU1044907A1 |
| Ключ для сборки крупных резьбовых соединений | 1982 |
|
SU1049243A1 |
| Гидравлический рычажный ключ | 1980 |
|
SU925621A1 |
| СПОСОБ РАБОТЫ С КРУПНОГАБАРИТНЫМИ БОЛТОВЫМИ СОЕДИНЕНИЯМИ ОПОРНО-ПОВОРОТНОГО КРУГА БАШЕННОГО КРАНА В СТЕСНЕННЫХ УСЛОВИЯХ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА (ВАРИАНТЫ) | 2005 |
|
RU2281908C1 |
| Динамометрическое устройство | 1986 |
|
SU1509242A1 |
Изобретение относится к машиностроению, а именно к механизации сборочных работ, и может быть использовано в любой отрасли промышленности для сборки крупных резьбовых соединений. Целью изобретения является расширение технологических возможностей за счет использования для компенсации реактивного момента шайбы. На резьбовой стержень 6 надевается шайба 5 и вручную наживляется и навинчивается гайка 7. Далее на шайбу 5 надевается рычаг 4, а на гайку 7 - храповая гаечная головка с рычагом 2. Первоначальная затяжка гайки 7 резьбового соединения производится с величиной момента 0,05-0,07 от величины заданного момента. После этого рычаги 2 и 4 шарнирно соединяются соответственно с корпусом и штоком гидроцилиндра 1. При включении гидроцилиндра 1 рычаг 2 поворачивается и через храповую гаечную головку затягивает гайку 7. В результате действия на рычаг 4 реактивного крутящего момента шайба 5 стремится повернуться в противоположном вращению гайки 7 направлении. Однако шайба 5 не проворачивается, а воспринимает весь реактивный крутящий момент, выполняя функцию опоры, поскольку Мштр Мзат при среднем диаметре опорной поверхности шайбы 5, большем среднего диаметра опорной поверхности гайки 7 на (a d + S/TT)//IT .2 ил. (Л Ю О
Фиг.1
| Устройство для затяжки крупных резьбовых соединений | 1981 |
|
SU969509A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU1042985A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
