Изобретение относится к металлургии, а именно к технологии производства холоднокатаных полос, включающей термообработку в проходной печи.
Целью изобретения является повышение выхода годного за счет снижения продольной разнотощинности холоднокатаной полосы.
Сущность способа состоит в применении термообработки в проходной печи с последующей холодной прокаткой, при этом концы полосы длиной IK 0,5 vnpt + L0 подвергают термообработке при снижении скорости движения полосы через проходную печь на
uv 0,5 vTe, (H0 -hK)/H0,
где Vf,- - установившаяся скорость холодной прокатки, м/с;
Чек
стана до (от) v, с длина непрокатзнных концов при прокатке на реверсивном стане, м;
скорость протяжки полосы в агрегате термообработки, м/мин;
Нд - толщина полосы, задаваемой на агрегат термообработки;hK - толщина .холоднокатаной
полосы.
Длина концов полосы 1 0,5 vnp t+ + Le, подлежащих дополнительной термообработке, обусловлена тем, что практически замедление от установившейся скорости холодной прокатки vn# до остановки стана происходит по линейной зависимости. По той же зави- время разгона (остановки)
о Ј
оо со
симости происходит и разгон стана до заданной скорости прокатки.
Если длина дополнительно термооб- работанных концов превышает расчетные значения, то при их холодной прокат™ ке с постоянной скоростью толщина ме«/ талла меньше номинала. В случае, когда дополнительная термообработка проводится на концах меньше расчетной длины, .холодная прокатка при снижен- , ных скоростях приводит к повышенной отбраковке по толстым концам.
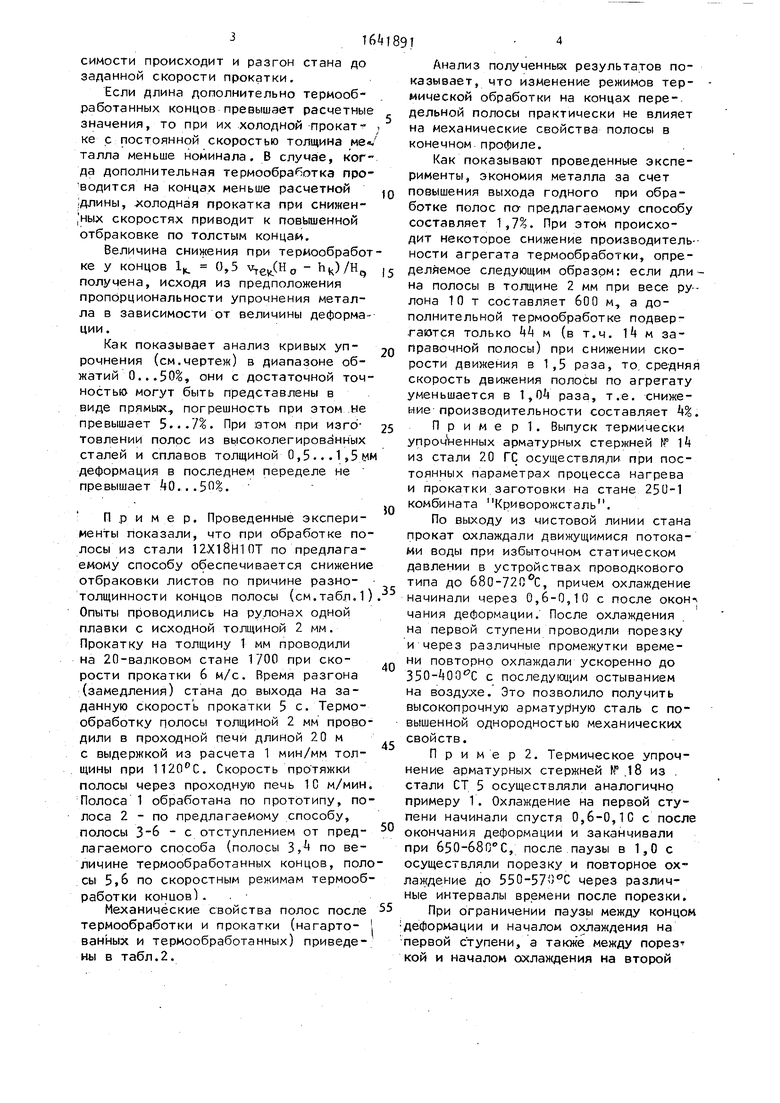
Величина снижения при термообработке у концов 1 0,5 - hk)/Hq получена, исходя из предположения пропорциональности упрочнения металла в зависимости от величины деформации.
Как показывает анализ кривых упрочнения (см.чертеж) в диапазоне обжатий О...50%, они с достаточной точностью могут быть представлены в виде прямых., погрешность при этом не превышает 5...7%. При атом при изготовлении полос из высоколегированных сталей и сплавов толщиной 0,5...1,5 мм деформация в последнем переделе не превышает 0...5П%.
Пример. Проведенные эксперименты показали, что при обработке полосы из стали 12Х18Н10Т по предлагаемому способу обеспечивается снижение отбраковки листов по причине разно- толщинности концов полосы {см.табл.1) Опыты проводились на рулонах одной плавки с исходной толщиной 2 мм. Прокатку на толщину 1 мм проводили на 20-валковом стане 1700 при скорости прокатки 6 м/с. Время разгона (замедления) стана до выхода на заданную скорость прокатки 5 с. Термообработку полосы толщиной 2 мм проводили в проходной печи длиной 20 м с выдержкой из расчета 1 мин/мм толщины при 1120°С. Скорость протяжки полосы через проходную печь 1C м/мин. Полоса 1 обработана по прототипу, полоса 2 - по предлагаемому способу, полосы 3-6 - с отступлением от пред латаемого способа (полосы 3, по величине термообработанных концов, полосы 5,6 по скоростным режимам термообработки концов).
Механические свойства полос после термообработки и прокатки (нагарто- ван ных и термообработанных) приведены в табл.2.
,-
10
15
20
25
50
40
. 45
50
55
Анализ полученных результатов показывает, что изменение режимов термической обработки на концах передельной полосы практически не влияет на механические свойства полосы в конечном профиле.
Как показывают проведенные эксперименты, экономия металла за счет повышения выхода годного при обработке полос по- предлагаемому способу составляет 1,7%. При этом происходит некоторое снижение производительности агрегата термообработки, определяемое следующим образом: если длина полосы в толщине 2 мм при весе рулона 10 т составляет 600 м, а дополнительной термообработке подвергаются только kk м (в т.ч. м заправочной полосы) при снижении скорости движения в 1,5 раза, то средняя скорость движения полосы по агрегату уменьшается в 1,0 раза, т.е. снижение производительности составляет k%.
П р и м е р 1. Выпуск термически упрочненных арматурных стержней № I4 из стали 20 ГС осуществляли при постоянных параметрах процесса нагрева и прокатки заготовки на стане 250-1 комбината Криворожсталь.
По выходу из чистовой линии стана прокат охлаждали движущимися потоками воды при избыточном статическом давлении в устройствах проводкойого типа до 680-720 °С, причем охлаждение начинали через 0,6-0,10 с после окон- чания деформации. После охлаждения на первой ступени проводили порезку и через различные промежутки времени повторно охлаждали ускоренно до с последующим остыванием на воздухе. Это позволило получить высокопрочную арматурную сталь с повышенной однородностью механических свойств.
П р и м е р 2. Термическое упрочнение арматурных стержней К 18 из стали СТ 5 осуществляли аналогично примеру 1. Охлаждение на первой ступени начинали спустя 0,6-0,10 с после окончания деформации и заканчивали при 650-68О С, после паузы в 1,0 с осуществляли порезку и повторное охлаждение до 550-57 °С через различные интервалы времени после порезки.
При ограничении паузы между концом деформации и началом охлаждения на первой ступени, а также между порез кой и началом охлаждения на второй
16
ступени разброс механических свойств по длине раскатов термически упрочненной стержневой арматурой,стали уменьшается от 250-280 Н/мм2 по известному способу (режим 5) до 100 - 120 Н/мм2.
Результаты испытаний натурных стержней и сварных стыковых соединений на статическое растяжение (табл.2 позволили оценить степень разупрочнения арматуры, термически упрочненной по различный режимам. Из приведенных данных следует, что закалка стержней с температуры 900-800 С до 350-370ЙС (известный способ) приводит к фррми рованию структуры, обладающей высокой чувствительностью к повторному термическому воздействию (сварке). Прочность стыковых соединений из такого металла соответствует прочности сварных соединений, выполненных из неупрочненных стержней. Проведение двухступенчатой прерванной закалки с регламентацией температуры после первой и второй ступеней, а также выдержки для прогрева поверхностных слев приводит к получению проката повышенной прочности, который сохраняется на том же уровне в стыковых сварных соединениях. Использование предлагаемого способа обеспечивает по сравнению с известным, повышение качества путем уве личения однородности механических свойств по длине раскатов, увеличение выхода проката высоких классов, а также выпуск арматурной стали с уровнем и однородностью механических свойств, удовлетворяющих требованиям
8916
изменения № 2 к ГОСТ 1088A-8I, кром того, снижение простоев прокатного стана, связанных с недорезами раска5 тов на летучих барабанных ножницах, получение свариваемого упрочненного проката.
о р м у л а изобретения
Способ производства полос из нержа веющей стали, включающий термообработку в проходной печи холоднокатаного подката и окончательную холодную прокатку, отличающийся тем, что, с целью повышения выхода годного за счет снижения продольной разнотолщиниости холоднокатаной полосы, концы полосы длиной 1. 0,5vnpt+ + L0 подвергают термообработке при снижении скорости движения полосы че рез проходную печь на l,v
AV 0,5vTeK(Hb - hK)/H0,
э vnp - установившаяся скорость голодной прокатки, м/с;
t - время разгона (остановки) стана до (от) vnp, с;
LO - длина непрокатанных кон- Цов при прокатке на реверсивном стане, м;
v - скорость протяжки полосы
на агрегате термообработки, м/с;
Н0 - толщина полосы, .задаваемой на агрегат термообработки, мм;
hj, - толщина холоднокатаной полосы, мм.
Таблица 1


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ УПАКОВОЧНОЙ ЛЕНТЫ | 2015 |
|
RU2592609C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 220 | 2011 |
|
RU2452778C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНЧАЙШЕЙ ЖЕСТИ | 2013 |
|
RU2511155C1 |
| СПОСОБ ПРОИЗВОДСТВА БРОНЕКАБЕЛЬНОЙ ЛЕНТЫ | 2001 |
|
RU2203966C2 |
| Способ производства холоднокатаных стальных полос для упаковочной ленты | 2023 |
|
RU2814356C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКИХ ХОЛОДНОКАТАНЫХ ПОЛОС ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2018 |
|
RU2689491C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2011 |
|
RU2478729C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА | 2008 |
|
RU2361933C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ АВТОЛИСТОВОЙ СТАЛИ | 2016 |
|
RU2633858C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 260 | 2010 |
|
RU2432404C1 |
Изобретение относится к металлургии, а именно к технологии производства холоднокатаных полос, включающей термообработку в проходной печи. Целью изобретения является1повышение выхода годного за счет снижения продольной разно1 олщинности холоднокатаной полосы. На реверсивном стане прокатывали полосу из стали 12Х18Н1ОТ, затем проводили термообработку в проходной печи при 1120. Ксгнцы полосы длиной 15 м термообрабатывали при пониженной (6,25 вместо 1C м/с) ско- . рости протяжки. 1 ил., 2 табл. о 8
толстый, - - тонкий.
SLO ЬО 60 ЈJ0
| Канду, (Ь.А | |||
| и др | |||
| Производство листовой нержавеющей стали | |||
| М.: Металлургия, 1975, с | |||
| Деревобетонный каток | 1916 |
|
SU351A1 |
| Способ управления термообработкой металлических полос в проходной печи | 1981 |
|
SU956583A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
