1
(2) 4662503/02
(22) 25.01.89
(46) 23.04.91. Бкш. В 15
(71)Центральный научно-исследовательский институт черной металлургии им. И.П.Бардина
(72)В.С.Лепекин, С.Л.Коцарь, В.Н.Скороходов, А.Д.Дейнеко, П.П.Чернов, М.Ю.Башнин, В.В.Кормаз, А.П.Шаповалов и А.Т.Гриднев
(53)621.771.07 (088.8)
(56)Роберте В. Холодная прокатка стали. Металлургия, 1982, с. 69.
(54)СПОСОБ НАСЕЧКИ РАБОЧИХ ВАЛКОВ ПРОКАТНЫХ СТАНОВ
(57)Изобретение относится к металлургии, конкретно к прокатному производству и может быть использовано
при производстве холоднокатаного листа, например кинескопной ленты. Цель - повышение эксплуатационной стойкости валков, улучшение качества и уменьшение анитропии насечки. Валок подключают к отрицательному полюсу источника питания, погружают в электролит и вращают, причем электролит, представляющий собой (10- 100) г/л водньй раствор Cr2(NOj)) с температурой 40-50°С, подключают к положительному полюсу источника питания, плотность тока равна 150- 400 А/дм2, напряжение, подаваемое к отрицательному полюсу источника питания, составляет 200-300 В, а валок вращают с линейной скоростью 0,02- 0,06 м/с. 2 з.п. ф-лы, 2 табл.
(Л

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2007 |
|
RU2351420C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ | 2000 |
|
RU2187393C1 |
| Способ подготовки рабочих валков к холодной прокатке полосы для теневых масок кинескопов | 1989 |
|
SU1696024A1 |
| Способ производства холоднокатаных полос | 1988 |
|
SU1614873A1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ДРЕССИРОВОЧНОГО СТАНА | 2014 |
|
RU2555695C1 |
| Способ получения микрорельефного электрохимического хромового покрытия прокатного валка | 2022 |
|
RU2799642C1 |
| СПОСОБ НАСЕЧКИ РАБОЧИХ ВАЛКОВ ПРОКАТНЫХ СТАНОВ | 1995 |
|
RU2087219C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2228809C1 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ ОСОБО ВЫСОКОЙ ПЛОСКОСТНОСТИ | 1996 |
|
RU2093284C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ | 2000 |
|
RU2175583C2 |
Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано при производстве холоднокатаного листа, например кинескопной ленты.
Целью изобретения является повышение эксплуатационной стойкости валков, улучшение качества и уменьшение анизотропии насечки.
Способ реализуется следующим образом.
Валок подключают к отрицательному полюсу источника питания и погружают в электролит, представляющий собой 10-100 г/л водньй раствор Crj/NO).- 6НгО с температурой 40- 50°С, подключенный к положительному
полюсу источника питания, при этом плотность тока 150-400 А/дмг. Напряжение, подаваемое отрицательному полюсу источника питания, составляет 200-300 В, валок вращают с линейной скоростью 0,02-0,06 м/с.
Пример. Способ опробовали при насечке валков 20-тивалкового стана 040 мм. В качестве электролита использовали водный раствор Cr (NOg)3 6HgO с концентрацией 40 г/л. Температура электролита 43°С. Плотность тока в процессе насечки 250 А/дм2. Отрицательный полюс источника тока подключали к валку, положительный - к ванне с электролитом (использовали источник постоянного
го w
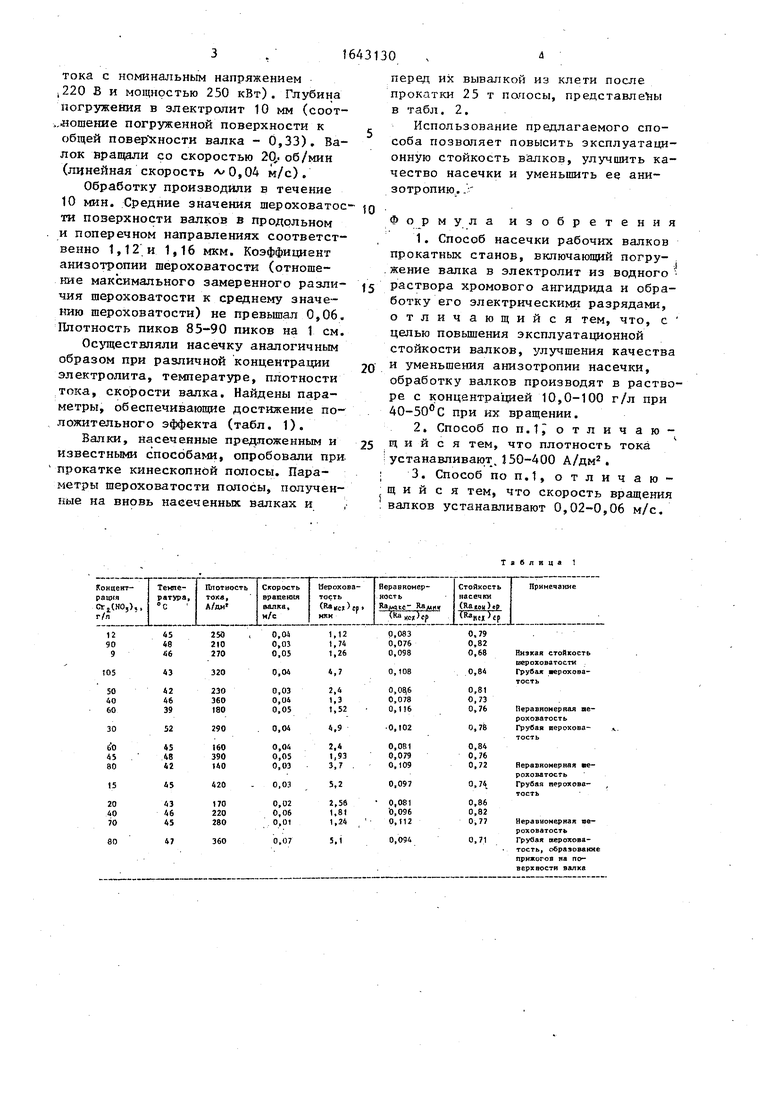
тока с номинальным напряжением 220 В и мощностью 250 кВт). Глубина погружения в электролит 10 мм (соотошение погруженной поверхности к , общей поверхности валка - 0,33). Валок вращали со скоростью 20,. об/мин (линейная скорость 0,04 м/с).
Обработку производили в течение 10 мин. Средние значения шероховатое- JQ ти поверхности валков в продольном и поперечном направлениях соответственно 1,12 и 1,16 мкм. Коэффициент анизотропии шероховатости (отношение максимального замеренного разли- jj чия шероховатости к среднему значению шероховатости) не превышал 0,06. Плотность пиков 85-90 пиков на 1 см.
Осуществляли насечку аналогичным образом при различной концентрации электролита, температуре, плотности тока, скорости валка. Найдены параметры, обеспечивающие достижение положительного эффекта (табл. 1).
Валки, насеченные предложенным и 25 известными способами, опробовали при прокатке кинескопной полосы. Параметры шероховатости полосы, полученные на вновь насеченных валках и
20
j
5
0
перед их вывалкой из клети после прокатки 25 т полосы, представлены в табл. 2.
Использование предлагаемого способа позволяет повысить эксплуатационную стойкость валков, улучшить качество насечки и уменьшить ее анизотропию. .
Формула изобретения
Таблица 2
