Иаобретепие относится к измерительной технике, а именно, к методам и средствам контроля размеров и взаимного расположения поверхностей деталей, в частности для контроля годности поковок для эксцентриковых валов, и является усовершенствованием изобретения по авт. св. № 1185055.
Целью изобретения является расширение номенклатуры контролируемых поковок за счет обеспечения возможности контроля поковок для эксцентриковых валов.
На фиг. 1 изображена схема устройства для реализации способа; на фиг. 2 - готовая лсгаль; на фиг. 3 - схема совмещения областей, описанных центрами эталонных окружностей R одной плоскости, и установление точек, соответствующих координатам осей участков эксцентрикового вала в этой плоскости.
Устройство для реализации способа содержит измерительные наконечники 1, смонтированные на поворотных штангах 2, размещенных в одной плоскости и соединенных с дачниками 3 угловых перемещений. Штанги 2 и датчики 3 закреплены на поворотном кольце 4, на котором также установлены пружины 5, прижимающие поворотные штанги 2 с наконечниками 1 к поверхности измеряемой поковки 6, и электромагниты 7, служащие для раздвижения штанг 2. Поворотное кольцо 4 имеет возможность поворачиваться вокруг продольной оси заготовки и закреплено на каретке 8, которая установлена на направляющие 9, и ее положение регистрируется датчиком 10 угловых перемещений, на валу которого закреплена шестерня 11, зацепляющаяся с неподвижной зубчатой рейкой 12. Для базирования поковки 6 имеются неподвижная 13 и подвижная 14 опоры, установленные на направляющих 9. Гибкий кабель 5 соединяет датчики 3 и 10 с преобразующим устройством 16, которое через кабели 17 соединено с электронно- вычислительной машиной (ЭВМ) 18.
Способ осуществляют следующим образом.
Перед началом замеров каретка 8 с поворотным кольцом 4 находится в исходном
0 положении - рядом с неподвижной опорой 13, при этом электромагниты 7 включены и поворотные штанги 2 раздвинуты. Поковку 6 устанавливают на опоры 13 и 14 и выключают электромагниты 7, а поворотные
,- штанги 2 под действием пружин 5 прижимают измерительные наконечники 1 к поверхности поковки 6. При перемещении каретки 8 по направляющим 9 вдоль поковки 6 измерительные наконечники ощупывают поверхность поковки 6, при этом поворотные
о штанги 2 совершают колебания, которые регистрируются датчиками 3 угловых перемещений. Показания последних после преобразования в преобразующем устройстве 16 вводят в память ЭВМ 18. Одновременно в память ЭВМ заносятся показания датчи5 ка 10, регистрирующего положение каретки 8 относительно зубчатой рейки 12. Запись показаний датчиков 3 и 10 производится одновременно через определенный интервал хода каретки 8, например через каждые 20 мм. После совершения кареткой 8 одного
0 измерительного прохода вдоль поковки кольцо 4 поворачивают на угол 45° и каретка 8 совершает измерительный проход в обратном направлении, а запись показаний датчиков 3 и 10 осуществляется в тех же пос ложениях каретки 8, что и при первом проходе.
Дальнейшие операции осуществляются при помощи ЭВМ. ЭВМ производит обработку данных в прямоугольной системе координат, рассчитывает и формирует в каждом
0 измеренном сечении круглограмму. Каждую круглограмму обкатывают по внутреннему контуру окружностью с диаметром, равным диаметру готовой детали в соответствующем сечении. Обкатывание осуществляют численным способом, при этом определяют об5 ласти, описанные центром каждой окружности. Далее производят совмещение таких областей в одной плоскости численным способом и определяют на ней точки, соответствующие координатам осей участков эксцентрикового вала. При попадании указанных точек в части областей, общие для всех поперечных сечений каждого участка эксцентрикового вала, судят о годности поковки. Затем с помощью ЭВМ определяют координаты центровых осей, проходящих через указанные точки перпендикулярно плоскости совмещения .для каждого участка эксцентрикового вала.
Формула изобретения
Способ контроля размерных параметров цилиндрических ступенчатых поковок по авт.
св. № 1185055, отличающийся тем, что, с целью расширения номенклатуры контролируемых поковок за счет обеспечения контроля поковок для эксцентриковых валов, в плоскости совмещения областей, описанных центрами окружностей, определяют точки, соответствующие координатам осей всех участков эксцентрикового вала, и судят о годности поковки по попаданию указанных точек в части областей, общих для поперечных сечений всех участков эксцентрикового вала, а для годных поковок координаты центровых осей, проходящих через указанные точки перпендикулярно плоскости их совмещения, определяют для каждого участка эксцентрикового вала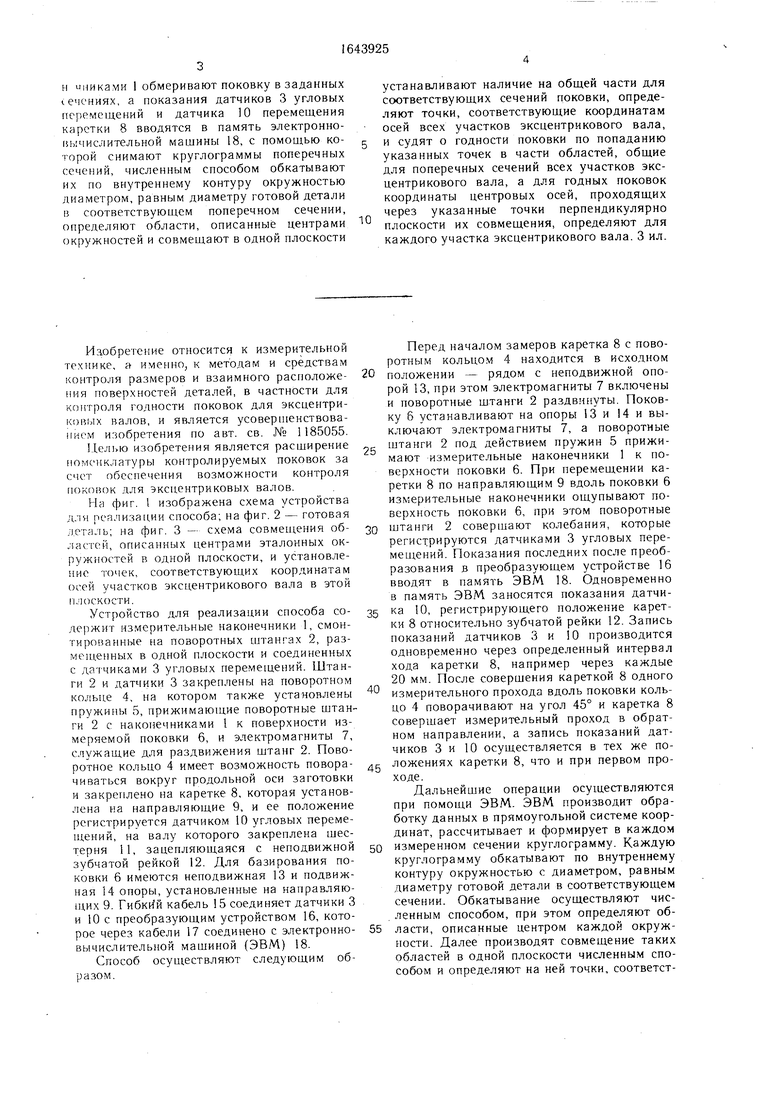

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля размерных параметров цилиндрических ступенчатых поковок | 1984 |
|
SU1185055A1 |
| Станок для обработки центровых отверстий в заготовках типа цилиндрических поковок | 1985 |
|
SU1632645A1 |
| Способ выверки крупногабаритной заготовки и устройство для его осуществления | 1988 |
|
SU1601507A1 |
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| Способ испытания на изнашивание покрытий, имеющих переменные физико-механические свойства по глубине | 1989 |
|
SU1698699A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2188388C2 |
| Устройство для измерения отклонений формы статора роторно-поршневого двигателя | 1973 |
|
SU540127A1 |
| Устройство для автоматизированного контроля соосности и центровки механических конструкций | 2016 |
|
RU2639993C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377494C2 |
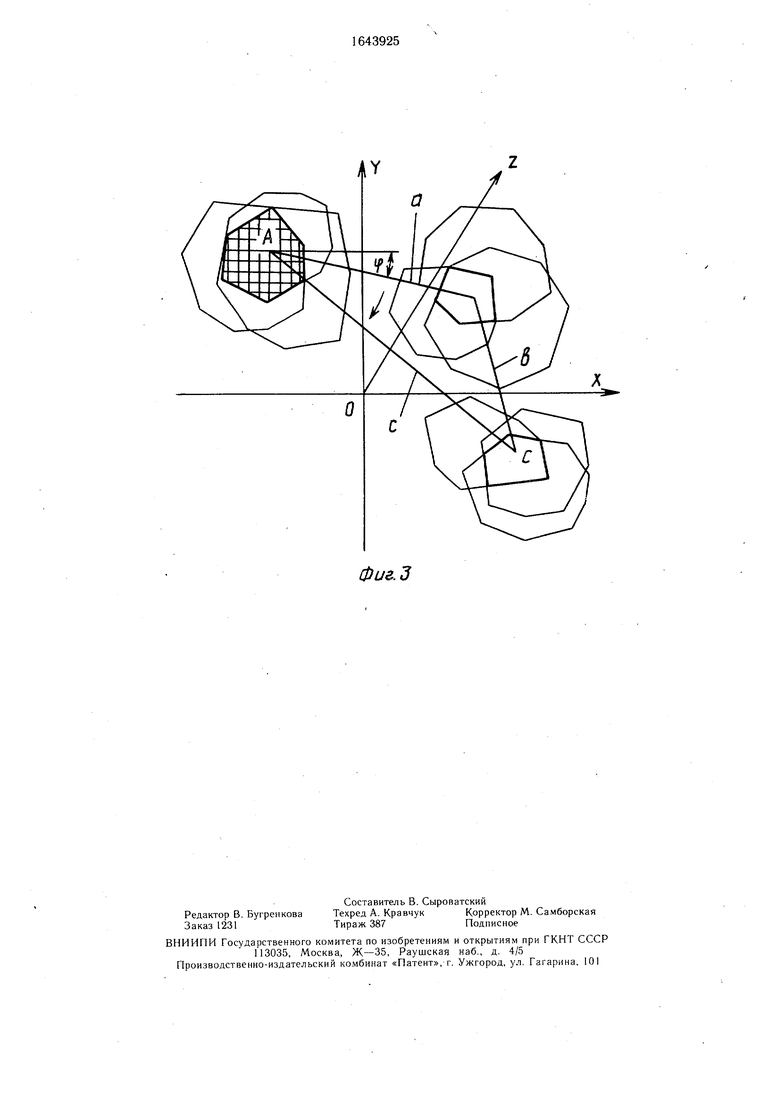
Изобретение относится к измерительной технике Целью изобретения является расширение номенклатуры контролируемых поковок Измеряемую поковку 6 устанавливают на опоры 13 и 14 устройства, перемещают каретку 8 вдоль поковки и поворотными штангами 2 с измерительными нако
Фиг. 1
Фиг.З
| Способ контроля размерных параметров цилиндрических ступенчатых поковок | 1984 |
|
SU1185055A1 |
