Изобретение относится к станкостроению, а именно к центровальным
станкам и агрегатам, и может быть использовано на машиностроительных предприятиях для нахождения положе- ния,продольной оси и обработки центровых отверстий в заготовках типа . цилиндрических поковок, в частности поковок прокатных валков.
Цель изобретения - повышение про- изводительности и точности зацентровки заготовок - достигается за счет ликвидации влияния массы заготовки на точность позиционирования.
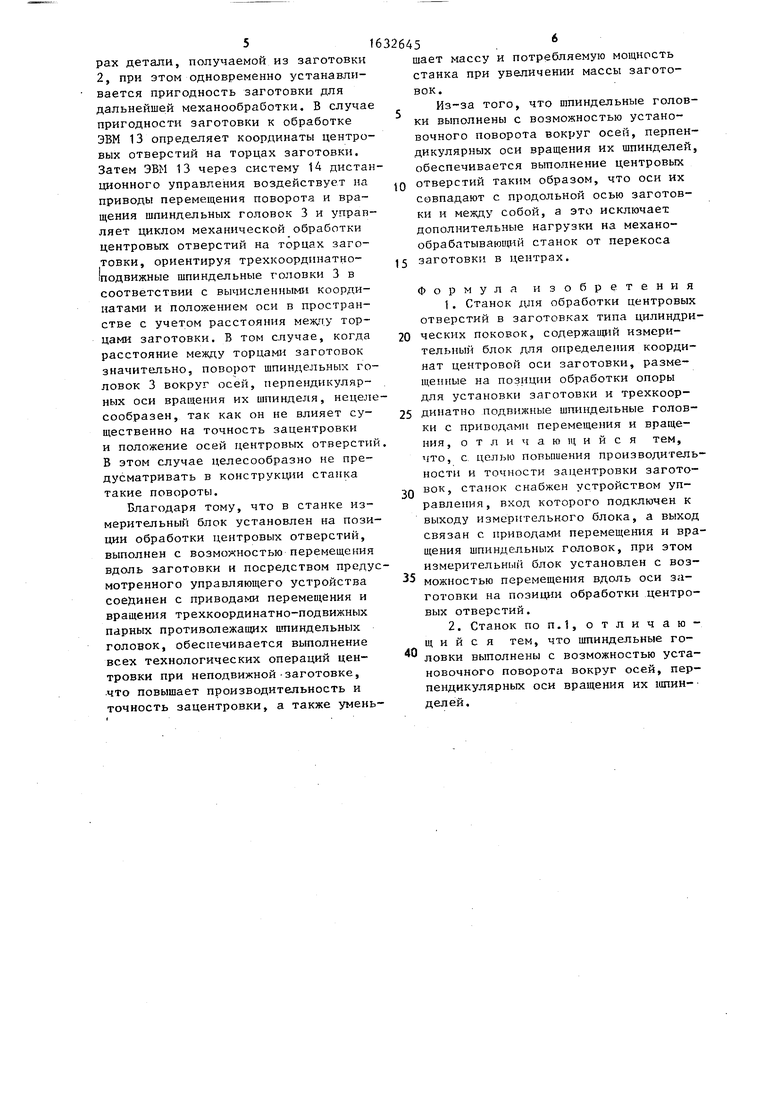
На фиг. 1 изображен станок, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - вариант исполнения шпиндельной головки станка.
Станок содержит опоры 1 для установки заготовок 2 и трехкоординатно- подвижные парные противолежащие шпиндельные головки 3, образующие с опорами 1 позицию обработки. Шпиндельные головки 3 посредством ползунов 4 установлены на направляющих 5. В свою очередь, ползуны 4 имеют направляющие 6, на которых установлены салазки 7, также имеющие направляющие 8, на которых установлены корпуса 9 шпиндельных головок 3. На направляю- щих 5 в позиции обработки с возможностью перемещения вдоль заготовки 2 смонтирован измерительный блок 10, который посредством управляющего устройства 11 соединен с приводами пере- мещения и вращения шпиндельных головок 3. Управляющее устройство 11 состоит из преобразующего устройства 12, управляющей ЭВМ 13 и системы 14 дистанционного управления. Ползуны 4 и салазки 7 имеют возможность возвратно-поступательного перемещения в горизонтальной плоскости от приводов 15 и 16 соответственно. Корпусы 9 шпиндельных головок 3 снабжены приводами 17 возвратно-поступательного перемещения в вертикальной плоскости а сами шпиндельные головки 3 снабжены приводами вращения шпинделей 18.
В варианте выполнения шпиндельных головок 3 (фиг.З) салазки 7 выполнены из двух частей 19 и 20, соединенных между собой в горизонтальной плоскости плоским шарниром 21, при этом часть 20 имеет возможность установочного поворота вокруг шарнира посредством привода 22. Направляющая 8 выполнена в виде кругового цилиндра, корпус 9 установлен на ней с возможностью установочного поворота вокруг ее оси от привода 23.
Станок работает следующим образом
Предварительно в память ЭВМ 13 вводят данные о конечных размерах детали, изготовляемой из заготовки.
Заготовку 2 устанавливают на опорах 1 и с помощью измерительного блока 10, перемещая его по направляющим 5 вдоль заготовки 2, производят обмер заготовки с одновременной записью координат точек круглоГрамм поперечных сечений ее поверхности в память ЭВМ 13. Преобразующее устройство 12 служит для связи измерительного блока 10 с ЭВМ 13. После производства замеров ЭВМ 13 численным способом сравнивает результаты замеров с данными о конечных размеpax детали, получаемой из заготовки 2, при этом одновременно устанавливается пригодность заготовки для дальнейшей механообработки. В случае пригодности заготовки к обработке ЭВМ 13 определяет координаты центровых отверстий на торцах заготовки. Затем ЭВМ 13 через систему 14 дистанционного управления воздействует на приводы перемещения поворота и вращения шпиндельных головок 3 и управляет циклом механической обработки центровых отверстий на торцах заготовки, ориентируя трехкоординатно- подвижные шпиндельные головки 3 в соответствии с вычисленными координатами и положением оси в пространстве с учетом расстояния между торцами заготовки. В том спучае, когда расстояние между торцами заготовок значительно, поворот шпиндельных головок 3 вокруг осей, перпендикулярных оси вращения их шпинделя, нецелесообразен, так как он не влияет существенно на точность зацентровки и положение осей центровых отверстий В этом случае целесообразно не предусматривать в конструкции станка такие повороты.
Благодаря тому, что в станке измерительный блок установлен на позиции обработки центровых отверстий, выполнен с возможностью перемещения вдоль заготовки и посредством предусмотренного управляющего устройства соединен с приводами перемещения и вращения трехкоординатно-подвижных парных противолежащих шпиндельных головок, обеспечивается выполнение всех технологических операций центровки при неподвижной-заготовке, что повышает производительность и точность зацентровки, а также умень
5
шает массу и потребляемую мощность станка при увеличении массы заготовок.
Из-за того, что шпиндельные головки выполнены с возможностью установочного поворота вокруг осей, перпендикулярных оси вращения их шпинделей, обеспечивается выполнение центровых отверстий таким образом, что оси их совпадают с продольной осью заготовки и между собой, а это исключает дополнительные нагрузки на механо- обрабатывающий станок от перекоса заготовки в центрах.
Формула изобретения
1.Станок для обработки центровых отверстий в заготовках типа цилиндри0 ческих поковок, содержащий измерительный блок для определения координат центровой оси заготовки, размещенные на позиции обработки опоры для установки заготовки и трехкоор- динатно подвижные шпиндельные головки с приводами перемещения и вращения, отличающийся тем, что, с целью повышения производительности и точности зацентровки заготовок, станок снабжен устройством управления, вход которого подключен к выходу измерительного блока, а выход связан с приводами перемещения и вращения шпиндельных головок, при этом измерительный блок установлен с возможностью перемещения вдоль оси заготовки на позиции обработки центровых отверстий.
2.Станок поп.1, отличающийся тем, что шпиндельные головки выполнены с возможностью установочного поворота вокруг осей, перпендикулярных оси вращения их шпинделей.
5
0
5
0
Фаг. 2
/4
/5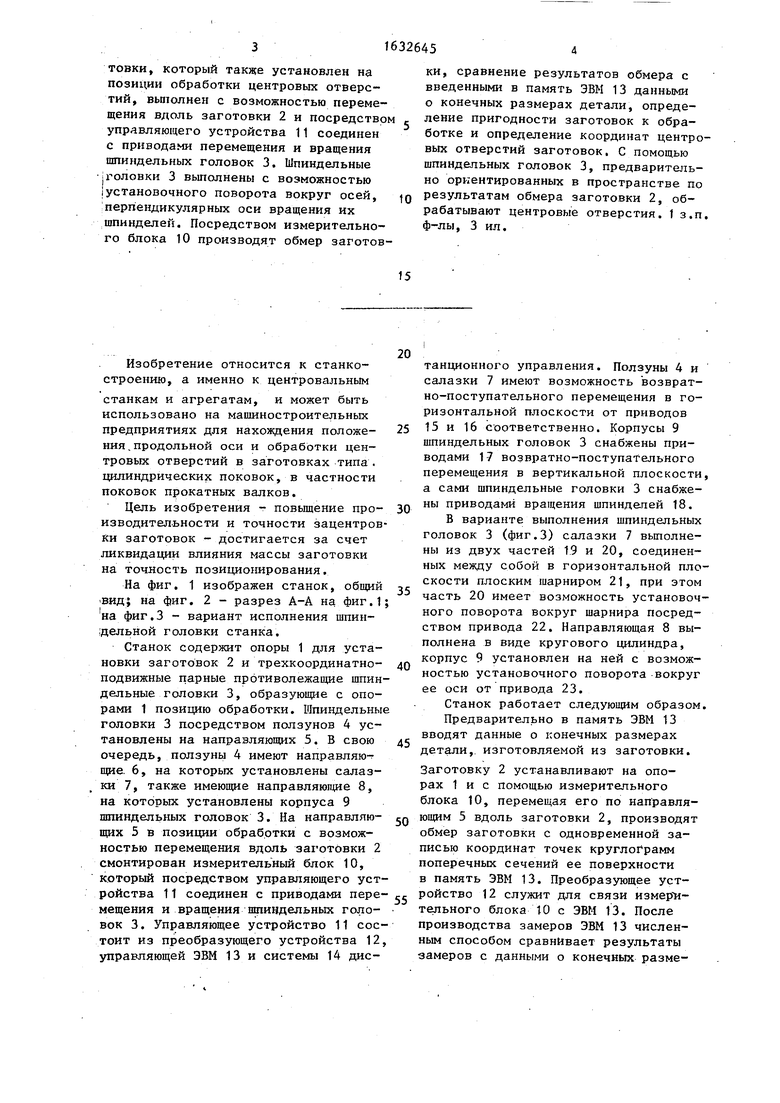
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный обрабатывающий центр | 1984 |
|
SU1169267A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1993 |
|
RU2095197C1 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| ТОКАРНЫЙ СТАНОК | 1995 |
|
RU2087263C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546942C2 |
| Фрезерный станок с поворотным шпинделем | 2023 |
|
RU2818062C1 |
Изобретение относится к области станкостроения, а именно к центровальным станкам и агрегатам, и может быть использовано на машиностроительных предприятиях для определения положения продольной оси и обработки центровых отверстий в заготовках типа цилиндрических поковок, в частности поковок прокатных валков. Целью изобретения является повышение производительности и точности. Поставленная цель достигается за счет ликвидации влияния массы заготовки на позиционирование. Станок содержит размещенные на позиции обработки центровых отверстий опоры 1 для установки заготовок 2 и трехкоординатно- подвижные парные противолежащие шпиндельные головки 3, а также измерительный блок 10 с ЭВМ 13 для опреде- ления координат центровой оси загоа SS (Л
Редактор В.Данко
Составитель В.Жиганов Техред л.Олийнык
Заказ 580
Тираж 542
ВНИИПИ Государственного, .комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор МоМаксимишинец
Подписное
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
