Из.обретение относится к измерительной технике, к машиностроению и может быть использовано перед обработкой крупногабаритных деталей на металлорежущих станках.
Цель изобретения - повышение точности обработки за счет рационального распределения припуска на обработку поверхности вращения.
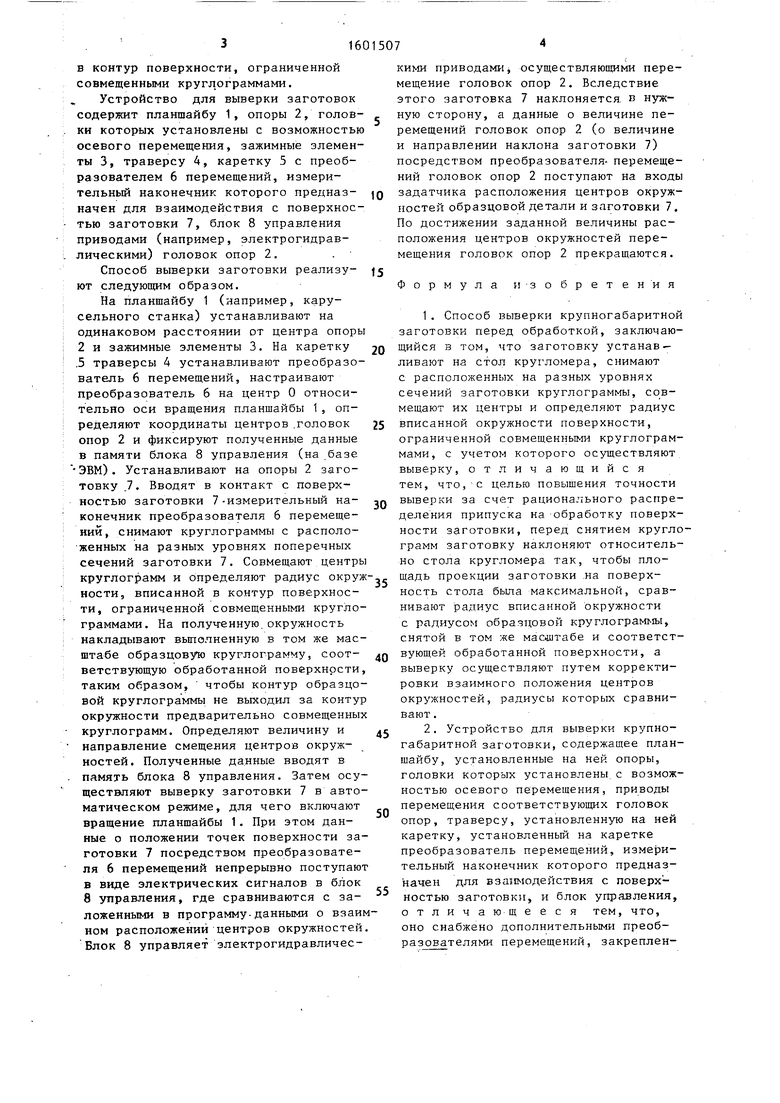
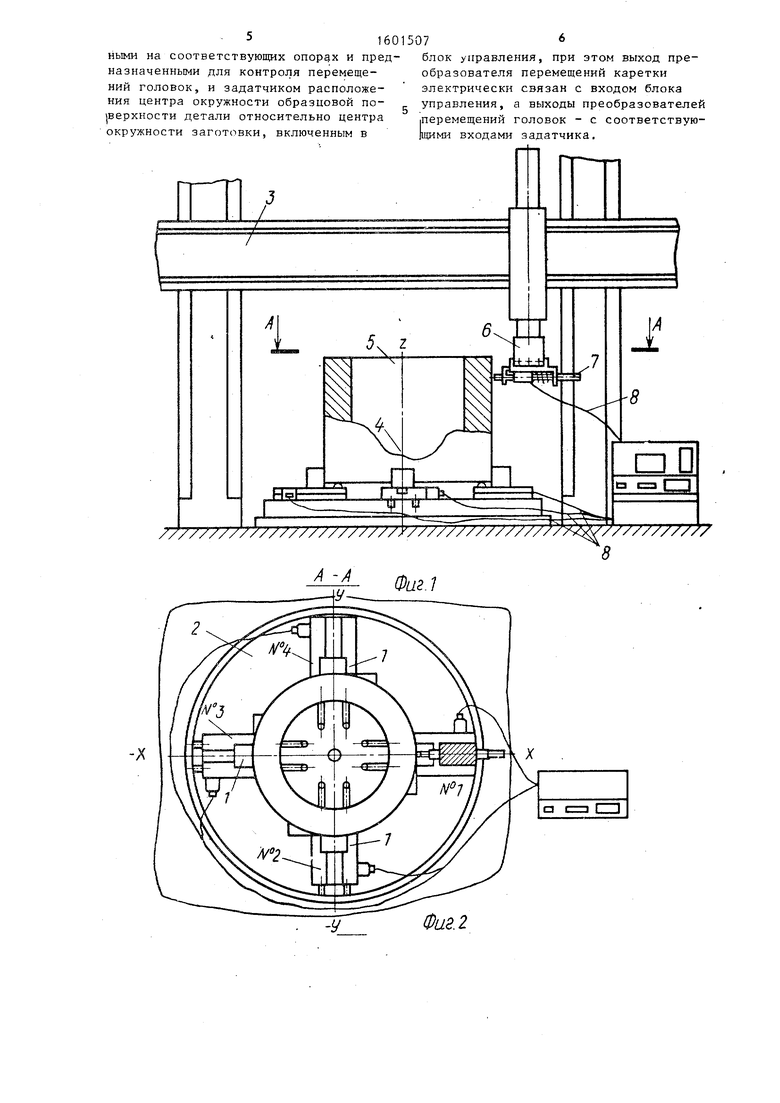
На фиг. 1 представлено устройство для реализации способа выверки заготовки J на фиг. 2 - сечение А-А на
фиг. 1-, на фиг. 3 - схема предварительной установки заготовки на планшайбе устройства до и после наклона (положения I и II соответственно); на фиг. 4 - совмещение круглограмм, снятых до наклона заготовки , на фиг. 5 - совмещение круглограмм, снятых после рационального размещения (наклона) заготовки; на фиг. 6 - взаимное расположение центра О образцовой окр ткности (обработанной поверхности) и, центра О/ окружности, вписанной
05
О
СП
о
vj
в контур поверхности, ограниченной овмещенными круглограммами.
Устройство для выверки заготовок содержит планшайбу 1, опоры 2, голов- ки которых установлены с возможностью осевого перемещения, зажимные злемен- ты 3, траверсу А, каретку 5 с преобазователем 6 перемещений, измерительный наконечник которого предназ- jg начен для взаимодействия с поверхностью заготовки 7, блок 8 управления приводами (например, электрогидравическими) головок опор 2, ,
Способ выверки заготовки реализу- 5 ют следующим образом.
На планшайбу 1 (например, карусельного станка) устанавливают на одинаковом расстоянии от центра опоры 2 и зажимные элементы 3. На каретку 20 5 траверсы 4 устанавливают преобразователь 6 перемещений, настраивают преобразователь 6 на центр О относительно оси вращения планшайбы 1, определяют координаты центров .головок 25 опор 2 и фиксируют полученные данные в памяти блока 8 управления (на базе ЭВМ). Устанавливают на опоры 2 заготовку .7. Вводят в контакт с поверхностью заготовки 7-измерительный на- JQ конечник преобразователя 6 перемещений, снимают круглограммы с располо- женных на разных уровнях поперечных сечений заготовки 7. Совмещают центры круглограмм и определяют радиус окруж- ности, вписанной в контур поверхности, ограниченной совмещенными круглограммами. На получ-енную, окружность накладывают выполненную в том же масштабе образцовую круглограмму, соот- Q ветствующую обработанной поверхности, таким образом, чтобы контур образцовой круглограммы не выходил за контур окружности предварительно совмещенных круглограмм. Определяют величину и д направление смещения центров окружностей. Полученные данные вводят в память блока 8 управления. Затем осуществляют выверку заготовки 7 в автоматическом режиме, для чего включают вращение планшайбы 1. При этом данные о положении точек поверхности заготовки 7 посредством преобразователя 6 перемещений непрерывно поступают в виде электрических сигналов в блок 8 управления, где сравниваются с заложенными в программу-данными о взаимном расположений центров окружностей. Блок 8 управляет электрогидравлическими приводамиi осуществляюпшми перемещение головок опор 2. Вследствие этого заготовка 7 наклоняется, в нужную сторону, а данные о величине перемещений головок опор 2 (о величине и направлении наклона заготовки 7) посредством преобразователя- перемещений головок опор 2 поступают на входы задатчика расположения центров окружностей образцовой детали и заготовки 7. По достижении заданной величины расположения центров окружностей перемещения головок опор 2 прекраш.аются.
Формула и-зобретения
1.Способ выверки крупногабаритной заготовки перед обработкой, заключающийся в том, что заготовку устанав ливают на стол кругломера, снимают
с расположенных на разных уровнях сечений заготовки круглограммы, совмещают их центры и определяют радиус вписанной окружности поверхности, ограниченной совмещенными круглограммами, с учётом которого осуществляют выверку, отличающийся тем, что, с целью повышения точности выверки за счет рационального распределения припуска на обработку поверхности заготовки, перед снятием круглограмм заготовку наклоняют относительно стола кругломера так, чтобы площадь проекции заготовки .на поверхность стола бьша максимальной, сравнивают радиус вписанной окружности с радиусом образцовой круглограммы, снятой в том же мас итабе и соответствующей обработанной поверхности, а выверку осуществляют путем корректировки взаимного положения центров окружностей, радиусы которых сравнивают .
2.Устройство для выверки крупногабаритной заготовки, содержащее планшайбу, установленные на ней опоры, головки которых установлены с возможностью осевого перемещения, приводы перемещения соответствующих головок опор, траверсу, установленную на ней каретку, установленньш на каретке преобразователь перемещений, измерительный наконечник которого предназначен для взаимодействия с поверхностью заготовки, и блок управления, о т л и ч а ю щ е е с я тем, что, оно снабжено дополнительными преобразователями перемещений, закреплен
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ИМЕЮЩИХ КРУГЛЫЕ СЕЧЕНИЯ | 2007 |
|
RU2348006C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЧНОСТИ ВРАЩЕНИЯ ДВУХРЯДНОГО РОЛИКОПОДШИПНИКА ПРИ ИМИТАЦИИ РАБОЧЕГО НАТЯГА | 2010 |
|
RU2451275C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ НА КРУГЛОМЕРЕ | 2003 |
|
RU2243499C1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ПРИЛЕГАЮЩЕЙ | 1971 |
|
SU293173A1 |
| СПОСОБ ИЗМЕРЕНИЯ НЕПРЯМОЛИНЕЙНОСТИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2617892C1 |
| Способ контроля размерных параметров цилиндрических ступенчатых поковок | 1984 |
|
SU1185055A1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ И ДИАМЕТРОВ ВНУТРЕННИХ СЕЧЕНИЙ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2166729C1 |
| СПОСОБ ВЫВЕРКИ МАССИВНЫХ ЗАГОТОВОК НА ПОЗИЦИИ ОБРАБОТКИ | 2001 |
|
RU2212325C2 |
| СПОСОБ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК СЛОЖНОЙ ФОРМЫ НА МНОГОКООРДИНАТНЫХ СТАНКАХ | 2014 |
|
RU2563567C2 |
| Способ контроля размерных параметров цилиндрических ступенчатых поковок | 1986 |
|
SU1643925A2 |


Изобретение относится к измерительной технике. Цель изобретения - повышение точности обработки за счет рационального распределения припуска на обработку поверхности вращения. Цель достигается тем, что круглограммы поперечных сечений заготовки проецируют на плоскость стола кругломера, совмещают центры круглограмм, определяют радиус окружности, вписанной в контур совмещенных круглограмм. Накладывают на полученную окружность образцовую круглограмму, соответствующую обработанной поверхности, и определяют величину и направление смещения центров при условии, что контур образцовой круглограммы не выступает за контур поверхности совмещенных круглограмм. По полученным данным определяют и осуществляют наклон заготовки путем перемещения головок опор до состояния, при котором взаимное расположение центров заготовки и планшайбы станет равным определенным по круглограммам. 6 ил.
/I -А
-Л
Фиг.1
Физ.г
Фиг. 5
Фиг.
Фиг.6
