Изобретение относится к строительству и может быть применено при производстве железобетонных изделий гидротехнического назначения, к бетону которых предъявляются повышенные требования по плотности, прочности, водонепроницаемости и морозостойкости.
Цель изобретения - повышение плотности и прочности бетона при пакетном изготовлении изделий в вертикальном ряду.
Способ осуществляют следующим образом.
Приготавливают малоподвижную бетонную смесь, В подготовленную матрицу с арматурным каркасом бетоноукладчиком, например СМЖ-69А, равномерно укладывают бетонную смесь. К посту формования перемещают виброштампующую установку,
на штампе которого закреплена с помощью, например, электромагнитов матрица, выполненная по форме рабочей поверхности штампа. Штамп с матрицей опускают на бетонную смесь. Включают вибровозбудители и одновременно поднимают давление в силовых гидроцилиндрах. Производят кратковременное (10-15 с) разжижение смеси и постепенно повышают давление в гидросистеме. Начинается процесс формообразования. Через 45-60 с штамп с матрицей погружается на расчетную глубину. Вновь поднимают давление в гидросистеме. Силовые цилиндры передают через штампы с матрицей на смесь статическое давление, равное 0,65-1,10 кгс/см2 (первое значение относится к лоткам глубиной 0,8-1,0 м, второе значение - к лоткам глубиной 1,6 м)
О N СЛ
СП ON
подпрессовку осуществляют в течение 20- 30 с, во время которой в контактном слое (между изделием и матрицей) скапливается наибольшее количество отжатой избыточной воды и воздуха. Отключают вибровозбудители, а статическое давление поддерживают еще 20-30 с для изменения тиксот- ропного состояния бетонной смеси и самопроизвольной запрессовки матрицы за счет сил молекулярно-жидкостного и вакуумного сцеплений. Отключают электромагниты и гидросистему. Штамп поднимают вверх, при этом матрица остается в теле свеже-от- формованного изделия. В запрессованную матрицу устанавливают арматурный каркас и вновь укладывают бетонную смесь - формование изделий повторяется.
Виброштампование вертикального ряда изделий заканчивают, как правило, пятым изделием. При этом отсоединяют штамп от виброштампующей установки (штамп используют в качестве статического пригруза и короба для контактного прогрева изделий}.
Образованная таким.образом замкнутая система, включающая матрицы, изделия и штамп, подвергается тепловой обработке.
Пример. Формуют 24 лотка глубиной 1,0 м (серия ЛР-10) из них 12 формуют виброштампованием с подпрессовкой и 12 - на установке с горизонтальными колебаниями. В первом случае используют бетонные смеси жесткостью 60 с, во втором - подвижные с осадкой стандартного конуса 3-4 см, состав бетона соответственно 1,1,88-2,47 при В/Ц -0,35 и 1:1,72:2.1 при В/Ц-0,41.
Материалы, применяемые для приготовления бетонной смеси, одинаковые, удовлетворяющие требованиям действующих стандартов.
Изменения проводили радиоизотопным комплектом Технолог в 56точках каждого лотка (8 сечений, 7 точек в сечении). Виброштампованные лотки отливаются большей плотностью бетона в донной части 2,41 г/см3 против 2,32 г/см3 у вибрирован- ных; более равномерным ее распределением по высоте перепад 0,03 г/см3 против 0,07 г/см3, большей однородностью от лотка к лотку (среднеквадратичный разброс плотности бетона на четырех различных уровнях - 0,02; 0,03; 0,04-0,05 г/см3 против 0.03; 0,05; 0,06; 0,08 г/см3).
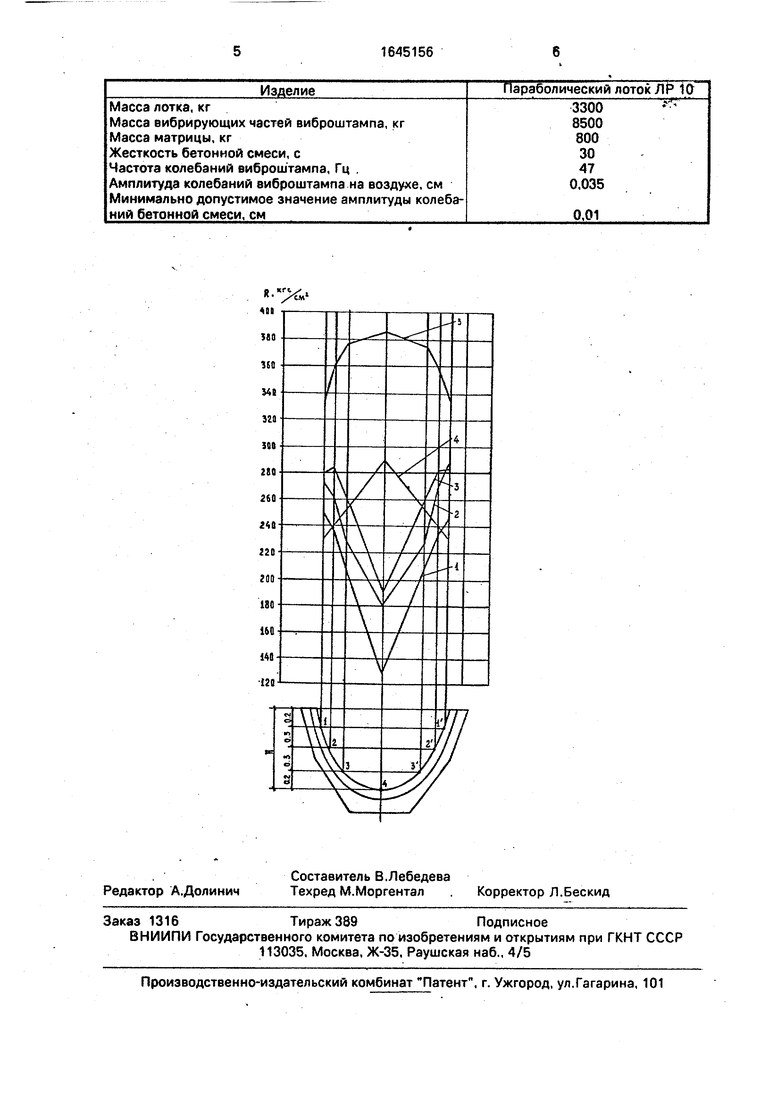
На чертеже представлен график эффективности виброштампования, подтвержденной испытаниями прочности бетона лотков, где изменение прочности бетона по высоте лотка в зависимости от технологии изготовления 1,2,3 - агрегатно-поточная, 4 - стендовая, 5 - по изобретению,
Количество изделий при пакетном изго- товлении в вертикальном ряду отпределяют расчетом. Исходные данные представлены в таблице.
Количество изделий определяем по формуле
Mt(At-A2) М2А2
N
(D
Приведенную массу находим по зависи- 20 мости
М2 Мф + Мб 800 + 3300 4100кг. (2) Тогда
25
... 8500 х(0.035 - 0,01 )
N 4100x0.01 5 изДелийФормула изобретения
Способ изготовления железобетонных изделий, включающий укладку бетонной смеси в форму, виброштампование и под- прессовку, отличающийся тем, что, с целью повышения плотности и прочности
бетона при пакетном изготовлении изделий в вертикальном ряду, перед виброштампованием каждого изделия на виброштампе закрепляют матрицу, а подпрессовку осуществляют при давлении, равном 0,651,10 кг/см2, при этом количество изделий в пакете составляет
45
(Ai-A2) М2 А2
где N - количество изделий;
Mi - масса вибрирующих частей виброштампа;
М2 - приведенная масса изделия; 50 AI - амплитуда колебаний виброштам- па;
Аа - минимальное допустимое значение амплитуды колебаний бетонной смеси.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1969 |
|
SU253639A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU315701A1 |
| МОНОИМПУЛЬСНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2080989C1 |
| Устройство для изготовления изделий из бетонных смесей | 1987 |
|
SU1678613A1 |
| Способ изготовления бетонных изделий | 1990 |
|
SU1722837A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2152300C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2044637C1 |
| Установка для уплотнения изделий из бетонных смесей в форме | 1988 |
|
SU1726245A1 |
| СПОСОБ БЕТОНИРОВАНИЯ НАБИВНЫХ СВАЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2097489C1 |
| ВИБРОИМПУЛЬСНОЕ УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ МОНОЛИТНЫХ КОНСТРУКЦИЙ ИЗ ЖЕСТКИХ БЕТОННЫХ СМЕСЕЙ | 2003 |
|
RU2252138C1 |
Изобретение относится к изготовлению железобетонных изделий гидротехнического назначения. Цель изобретения - повышение плотности и прочности бетона при пакетном изготовлении изделий в вертикальном ряду. При формовании каждого изделия укладывают бетонную смесь в форму, осуществляют виброштампование, при этом на виброштампе закрепляют матрицу, повторяющую рельеф виброштампа. Затем проводят подпрессовку при давлении, равном 0,65-1,10 кг/см2. Количество изделий в пакете определяют по формуле N Mi(Ai- -А2)/М2 Аа, где N - количество изделий; MI - масса вибрирующих частей виброштампа; Ма - приведенная масса изделия; AI - амплитуда колебаний виброштампа; А2 - минимальное допустимое значение амплитуды колебаний бетонной смеси. 1 ил., 1 табл. (ЛС
| Савинов О.А | |||
| и др | |||
| Теория и методы вибрационного формования железобетонных изделий | |||
| Л.: Стройиздат, 1972 | |||
| с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 0 |
|
SU253639A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
