Изобретение относится к обработке металлов резанием и может быть использовано при ремонтных работах, например при обработке цилиндрических сварных корпусных деталей из тонколистовых материалов.
Цель изобретения - расширение технологических возможностей за счет токарной обработки сварных швов.
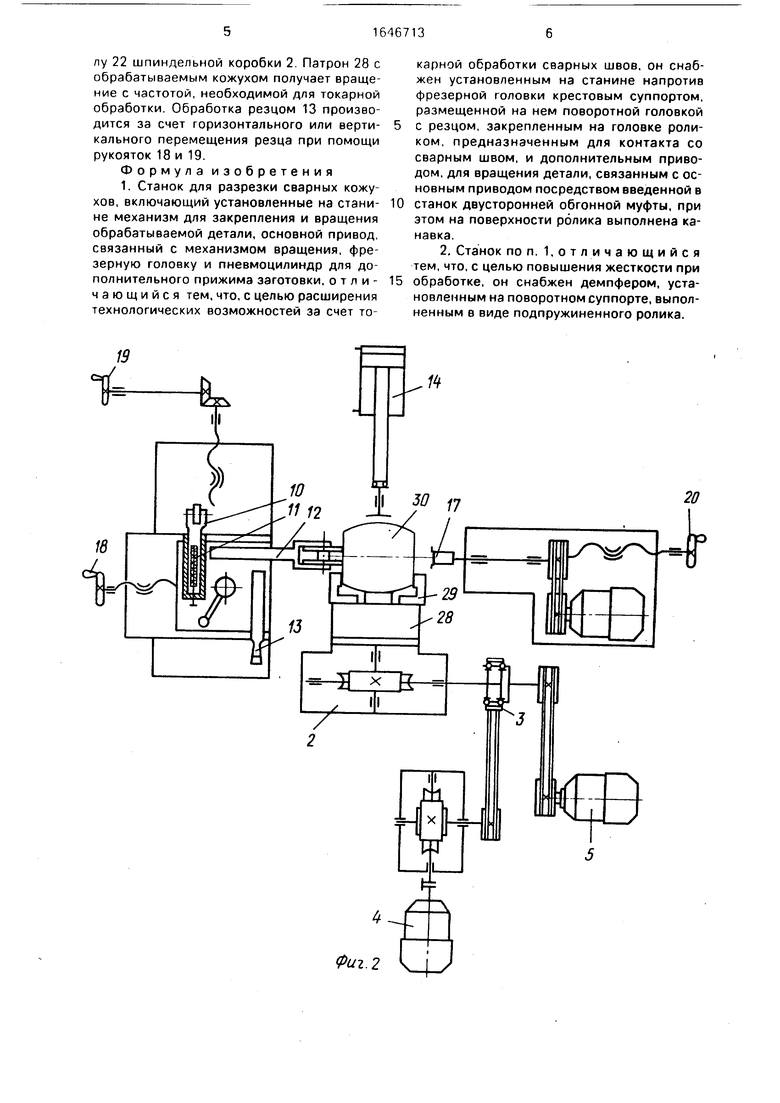
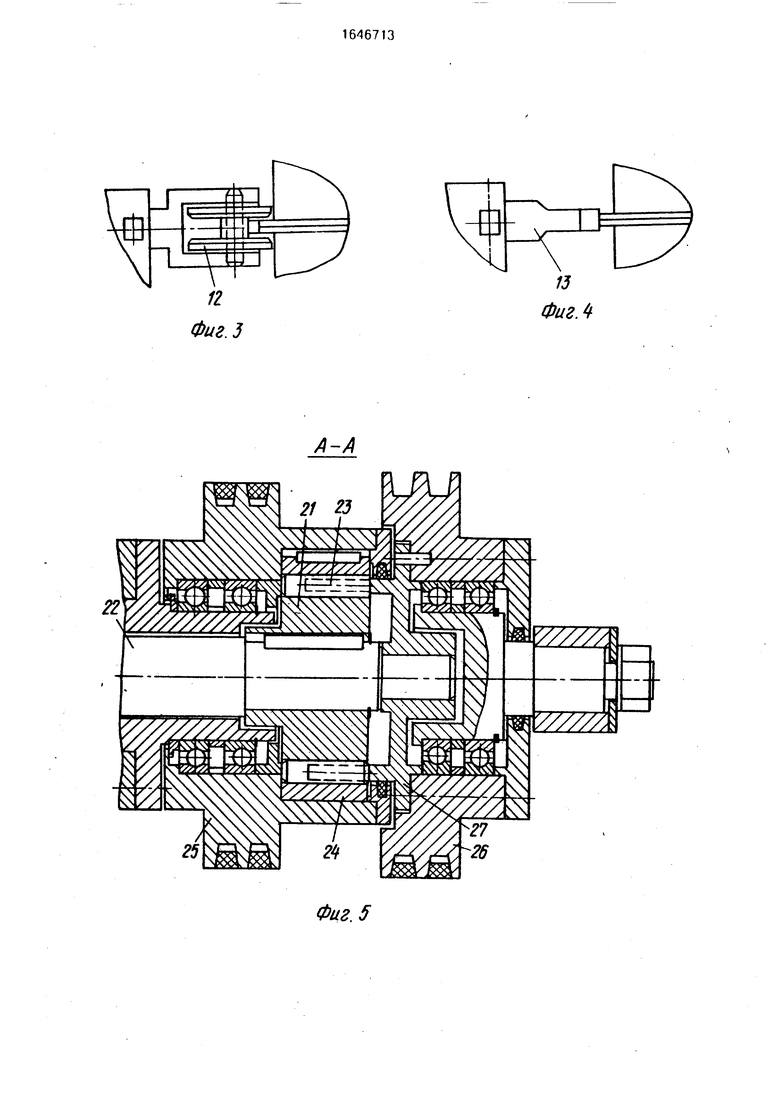
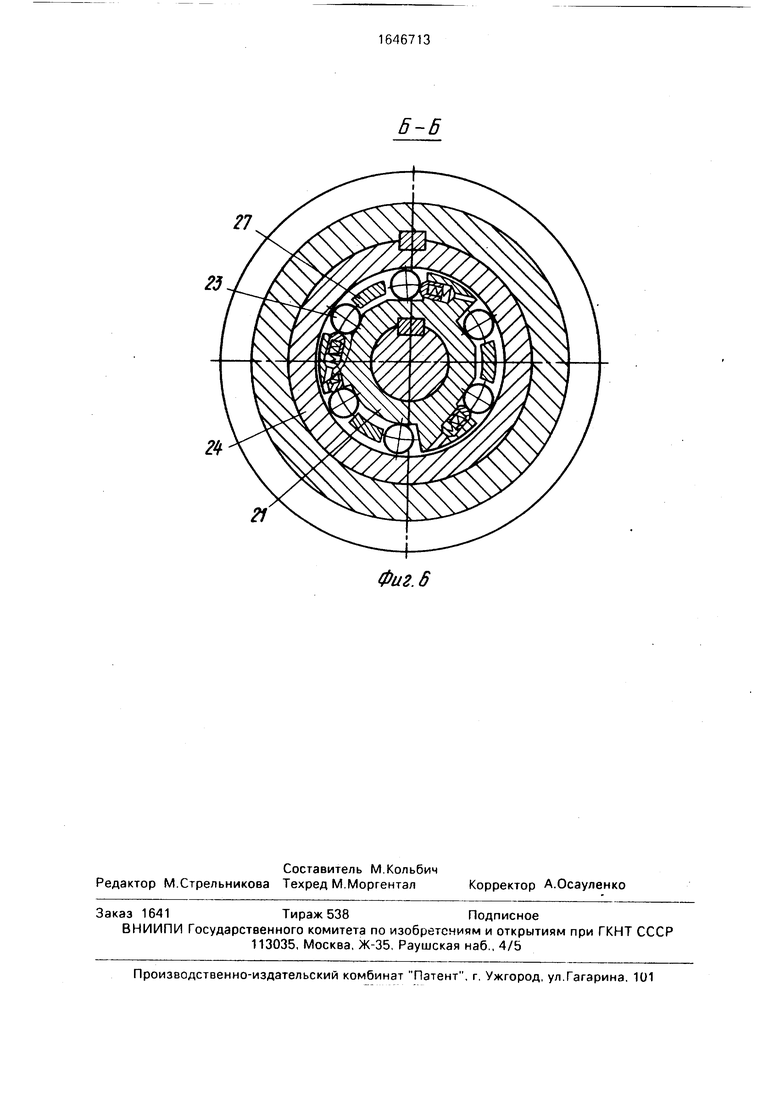
На фиг. 1 представлен предлагаемый станок, вид спереди; на фиг. 2 - кинематическая схема станка; на фиг. 3 - позиция поворотной головки для установки обрабатываемого кожуха установочным роликом; на фиг. А - позиция поворотной головки для обработки резцом; на фиг. 5 - разрез А-А на фиг. 1; на фиг. 6 - разрез Б-Б на фиг. 1.
Станок для разрезки сварных кожухов содержит станину 1, на горизонтальной поверхности которой расположена шпиндельная коробка 2, соединенная при помощи двусторонней обгонной муфты 3 с приводом 4 и дополнительным приводом 5. На вертикальной поверхности станины 1 установлены фрезерная головка 6 с приводом 7, напротив нее размещен крестовый суппорт 8 с поворотной головкой 9, на которой размещен демпфер 10 с пружиной 11, установочный ролик 12 с выполненной на его поверхности канавкой и резец 13. Пневмо- цилиндр 14 зажима расположен в верхней части станины 1. Для перемещения каретки 15 и ползушки 16 крестового суппорта 8 и фрезерной головки 6 с фрезой 17 предусмотрены соответствующие рукоятки 18-20.
Обгонная муфта 3 содержит ступицу 21, установленную на входном валу 22 шпиндельной коробки 2 и связанную через ролики 23 и обойму 24 со шкивом 25.
Шкив 26, соединенный ременной передачей (не показана) с дополнительным приводом 5, связан со ступицей 21 через поводковую вилку 27 и ролики 23. В патроне 28. содержащем кулачки 29, устанавливается обрабатываемая деталь (кожух) 30.
Обработку на станке производят следующим образом.
Обрабатываемый кожух устанавливают в патроне 28 и предварительно зажимают
кулачками 29 с незначительным усилием, позволяющим при контакте установочного ролика 12 с обрабатываемым кожухом корректировать положение последнего в патроне 28, обеспечивая наименьшее биение поверхности сварного шва. Контакт установочного ролика 12 с обрабатываемым кожухом происходит при вращении последнего. Перемещение установочного ролика 12 вгоризонтальном и вертикальном направлениях осуществляется вращением рукояток 18 и 19. После точной выверки сварного шва вращение патрона отключается и производится окончательный зажим обрабатываемого кожуха кулачками 29 и поджим его штоком пневмоцилиндра 14. При фрезеровании сварного шва кожуха фрезой 17 поворотная головка 9 поворачивается в позицию, при которой возможен контакт обрабатываемого сварного шва кожуха с демпфером 10. Контакт происходит при подводе демпфера 10 к сварному шву вращением рукоятки 18. Демпфер 10 подводится с определенным усилием,
обеспечиваемым сжатием пружины 11. После этого включается привод 4, который передает вращение через шкив 25, обойму 24, ролики 23 и ступицу 21 входному валу 22 шпиндельной коробки 2 и соответственно
патрону 28. Включается также привод 7 вращения фрезы. Вращением рукоятки 20 производится подвод фрезы 17 к сварному шву обрабатываемого кожуха и врезание в него. После полного оборота патрона 28 с обрабатываемым кожухом и разрезки последнего происходит отключение станка, отвод демпфера 10 и фрезы 17 от обработанной поверхности, отвод штока пневмоцилиндра 14. При точении сварного шва кожуха резцом 13 поворотная головка 9 крестового суппорта 8 после точной установки кожуха установочным роликом 12 поворачивается в позицию, при которой возможен контакт обрабатываемой поверхности кожуха с резцом 13. После этого включается дополнительный привод 5, который через шкив 26, поводковую вилку 27, ролики 23 и ступицу 21 передает вращение входному валу 22 шпиндельной коробки 2 Патрон 28 с обрабатываемым кожухом получает вращение с частотой, необходимой для токарной обработки. Обработка резцом 13 производится за счет горизонтального или верти- кального перемещения резца при помощи рукояток 18 и 19.
Формула изобретения 1. Станок для разрезки сварных кожухов, включающий установленные на стани- не механизм для закрепления и вращения обрабатываемой детали, основной привод, связанный с механизмом вращения, фрезерную головку и пневмоцилиндр для дополнительного прижима заготовки, о т л и - чающийся тем, что, с целью расширения технологических возможностей за счет токарной обработки сварных швов, он снабжен установленным на станине напротив фрезерной головки крестовым суппортом, размещенной на нем поворотной головкой с резцом, закрепленным на головке роликом, предназначенным для контакта со сварным швом, и дополнительным приводом, для вращения детали, связанным с основным приводом посредством введенной в станок двусторонней обгонной муфты, при этом на поверхности ролика выполнена канавка.
2. Станок по п. 1,отличающийся тем, что, с целью повышения жесткости при обработке, он снабжен демпфером, установленным на поворотном суппорте, выполненным в виде подпружиненного ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Способ обработки на токарном станке, имеющем узел с вращающимся валом, и устройство для его реализации | 2019 |
|
RU2739461C1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при ремонтных работах, например при обработке цилиндрических сварных корпусных деталей из тонколистовых материалов. Цель изобретения - расширение технологических возможностей за счет токарной обработки сварных швов Станок включает установленный на станине 1 механизм закрепления и вращения детали, выполненный в виде патрона 28 с кулачками 29 Механизм через шпиндельную коробку 2 с двусторонней обгонной муфтой З связан с приводом 4 и дополнительным приводом 5.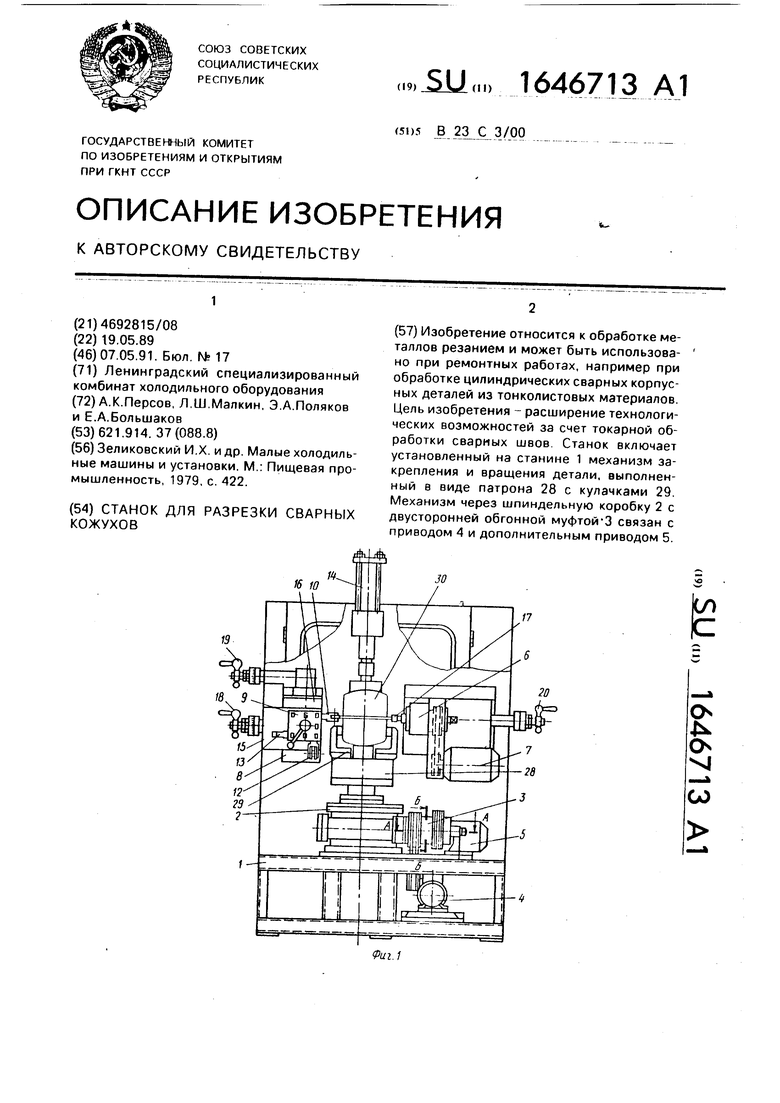
20
Фиг 2
Фиг.З
А-А
Фиг. 5
27
24
21
6-6
Фиг. 6
| Зеликовский И.Х и др | |||
| Малые холодильные машины и установки | |||
| М.: Пищевая промышленность, 1979, с | |||
| Стрелочный контрольный замок | 1924 |
|
SU422A1 |
