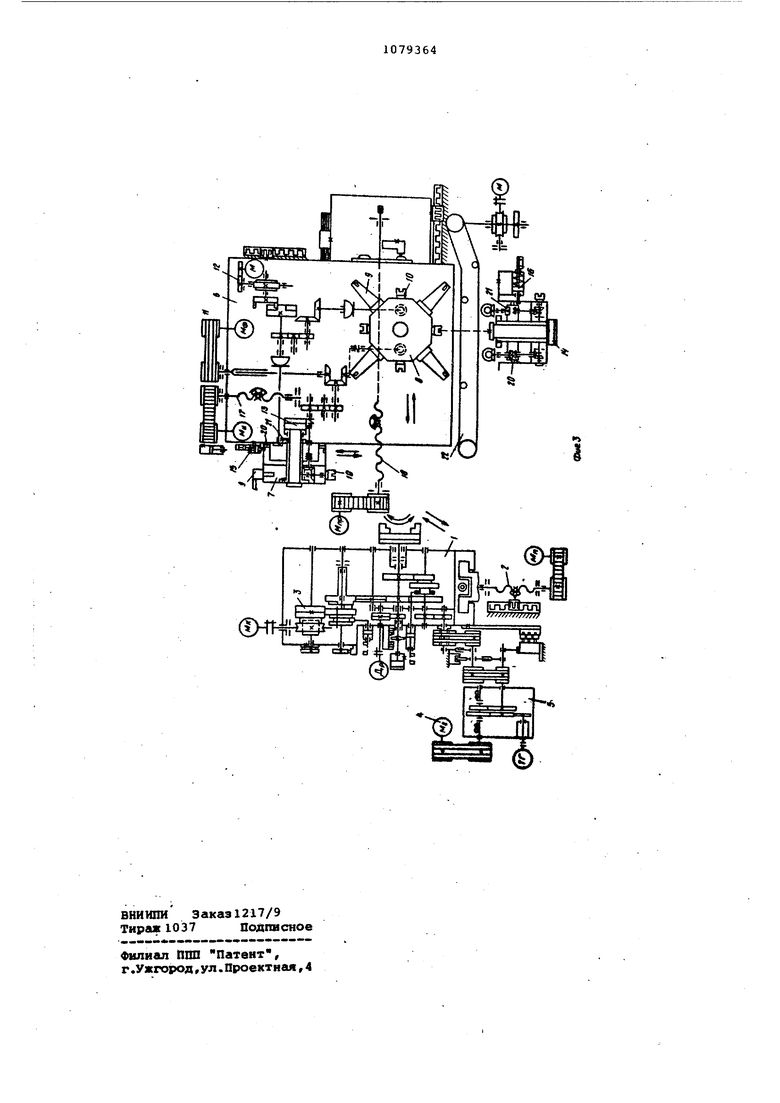
Изобретение относится к станкостроению. Известен токарный обрабатывающий центр, содержащий шпиндельную ба.бку перемещающуюся вертикально по координате, револьверный блок, установ.ленный на крестовом суппорте и несу щий на себе револьверную головку с неподвижным инструментом и фрезерный шпиндель для обеспечения обработки детали с торца и боковой поверхности, установленный в три фикс рованные позиции, с целью обработки детали с торца и боковой поверхности 1 . Однако данная конструкция револь верного блока чрезвычайно сложна и имеет дополнительное соединение, вы полненное в виде плоскогозубчатого соединения, для базировки револьвер ного блока в одной из рабочих позиций, что усложняет конструкцию стан ка, снижает жесткость и точность об работки . Цель изобретения - упрощение кон струкции станка путем уменьшения ко личества промежуточных элементов при одновременном повышении точност обработки. Поставленная цель достигается те что в токарном обрабатывающем центре, содержащем шпиндельную бабку, перемещающуюся в направлении, перпендикулярном оси шпинделя, и оснащенную устройством бесступенчатого поворота шпинделя по угловой коорди нате, двухкоординатный суппорт с двумя револьверными головками, несущими неподвижный и вращающиеся инструменты, обе револьверные голов ки снабжены общим приводом вращения инструментов и механизмом индексации, размещенными на суппорте. На фиг. 1 изображен станок, общий вид; на фиг, 2 - вид А на фиг.1 на фиг. 3 - кинематическая схема станка. Токарный обрабатывающий центр содержит шпиндельную бабку L, перемещающуюся по поперечной координате 2, управляемой от системы ЧПУ, перпендикулярно оси главного шпинде ля и имеющую цепь бесступенчатого поворота шпинделя по круговой координате 3, дви гатель 4 главного двиясения и коробку переключения 5 диа пазона, револьверный суппорт 6с верхней револьверной головкой 7 и нижней револьверной головкой 8, при чем .обе револьверные головки 7 и 8 содержат как неподвижный инструмент 9, так и вращающийся инструмент 10, цепь И привода фрезерных шпинделей с двигателем, цепь 12 независимой индексации обоих револьверных головок с приводом, гидроцилиндры 13 и 14 зажима револьверных головок, гидроцилиндры 15 и 16 дожима револь верных головок в позиции обработки, ве ртикальный привод 17 подач револьверного сугторта с двигателем, продольный привод 18 подач револьверного суппорта с двигателем, устройство ЧПУ 19, обеспечивающее управление по четырем координатам станка, плоские зубчатые пары 20, на которых фиксируются револьверные головки, цилиндрические зубчатые расцепляющие пары 21 поворота револьверных головок, транспортер 22 стружки. Станок работает следующим образом. Вращение от главного двигателя 4 передается на коробку переключения 5 диапазонов (фиг. 3), откуда через систему шкивов (пантограф), позволяющую передавать вращение с одновременным перемешением шпиндельной бабки 1 по координате 2, управляемой от устройства ЧПУ 19, вращение передается на шпиндельную бабку 1 , в патроне которой-зажата обрабатываемая деталь. Для того, чтобы обеспечить .наружное точение с револьверного суппорта б, необходимо, чтобы шпиндельная бабка 1 изначально находилась в нулевом положении, т.е. ось шпинделя бабки совпадала с осью инструмента в нижней револьверной головке 8. В процессе наружного точения обрабатываемой детали верхняя револьверная головка 7 при помощи суппорта 6, управляемого по вертикальной координате 17 и горизонтальной координате 18, управляемых от устройства ЧПУ 19, производит обработку боковой и торцовой поверхностей детали неподвижным токарным инструментом 9, установленным в головке 7. Внутренняя токарная обработка детали производится нижней револьверной головкой 8 с установленными в ней борштангами 9, причем револьверный суппорт 6 по вертикальной координате 17 устанавливается в нулевое положение, а по продольной координате 18 и по поперечной координате 2 шпиндельной бабки 1 производит обработку внутреннего контура детали. Для выполнения сверлений, фрезеровании и расточек по координате на торце детали главный двигатель 4 отключается в коробке переключения 5 диапазонов, после этого включается устройство 3 для бесступенчатого поворота шпинделя по круговой координате, управляемой системой ЧПУ 19. Верхняя револьверная головка 7 индексируется в такое положение, чтобы в позиции резания был один из неподвижных инструментов. Такое положение револьверной головки 7 необходимо для того, чтобы при работе вращающимся инструментом с нижней револьверной головки 8, в верхней револьверной головке
7 вращающийся инструмент был неподвижен. Вращающийся инструмент 10 в нижней револьверной головке 8 вращается от цепи привода 11. Как только главный шпиндель с деталью установлен на заданную угловую координату от устройства 3,дается команда револьверному суппорту б, управляемому продольной координатой 18, на подвод вращающегося инструмента 10 к детали, а затем дается рабочая подача суппорта 6 для выполнения сверления или других работ. При этом вертикашьная координата 17 револьверного суппорта находится в нулевом положении, а шпиндельная бабка 1 установлена на расстоянии радиуса от центра главного шпинделя до точки сверления или расточки. Установка бабки 1 на расстоянии радиуса обеспечивается поперечной координатой 2. Смена инструмента в револьверной голсэвке 8 происходит следующим образом дается команда на разжим гидроцилиндра 13, при этом расцепляется базирующая плоская зубчатая пара 20 и входит в зацепление цилиндрическая зубчая пара 21 поворота, дается команда на механизм 12 индексации и револьверная головка поворачивается до тех пор, пока не придет в нужную позицию. После этого происходит выключение механизма 12 индексации и подается давление в гидроцилиндр 15 дожима, обеспечивающий точную ориентацию головки 8 относительно зуба плоской пары 19. Дается команда на зажим гидроцилиндра 13, обеспечивающего жесткую фиксацию головки 8 в новой позиции, при этом цилиндрическая зубчатая пара 21 расцепляется. Для выполнения координатно-расточных, сверлильных, фрезерных и других работ вращающимся инструментом на боковой поверхности обрабатываемой детали также отключается цепь главного привода в коробке 5 и включается устройство поворота шпинделя. Как только шпиндель с деталью встанет на заданную координату по углу от устройства, дается команда револьверному суппорту б, управляемому продольной координатой на подвод и вертикальной координате на врезание, обеспечивающее выполнение
0 сверлильных, резьбонарезных, расточных и фрез ерных работ. Если необходимо выполнить нецентральные работы револьверным суппортом 6 на боковой поверхности обрабатываемой детали,
5 то дается перемещение шпиндельной бабке 1 по поперечной координате 2 влево или вправо от нулевого положения. Схема инструмента в верхней револьверной головке 7 происходит по той же схеме, как и в нижней ре0вольверной головке 8, только зажим и отжим головки 7 происходит от гидроцилиндра 14, а дожим этой головки в новой позиции производится при пометци гидроцилиндра 16. Если на бо5ковой и торцовой поверхностях обрабатываемой детали необходимо выполнить не только сверление отверстий, расточку или резьбонарезание (координатные работы), но и криволиней0ные пазы, плоскости и другие криволинейные поверхности вращающимся инструментом, установленным в головках 7 и 8, тогда поперечной координате 2 бабки задается текущий режим
5 позиционирования и поворотное устройство шпинделя также должно работать в текущем режиме.
Металлическая стружка выносится из зоны резания транспортером 22.
0
Предлагаемый станок обеспечивает значительное упрощение конструкции при одновременном повышении жесткости конструкции и точности обработки.
Bud А

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарный станок | 1982 |
|
SU1085679A1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Токарный станок для двухторонней обработки | 1985 |
|
SU1266661A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР, содержайщй шпиндельную бабку. перемещакицуюся в направлении, перпендикулярном оси шпинделя, и оснащенную устройством бесступенчатого поворота шпинделя по угловой координате, двухкоординатный суппорт с двумя револьверными головками, несущими неподвижные и вращакициеся инструменты, отличающийся тем, что, с целью упрощения конструкции, револьверные головки снабжены общими приводом вращения инструментЪв и механизмом индексации, размещенными на суппорте.
/
№
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Модзелевский А.П | |||
| и др | |||
| Многоолерацнонные станки | |||
| М., Машиностроение, 1981, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
