Изобретение относится к машиностроению, в частности к эксплуатации инструментов для обработки зубчатых колес.
Цель изобретения - повышение точности переточки путем согласования обкаточного движения с текущими геометрическими параметрами шевера при разной степени его сточенности.
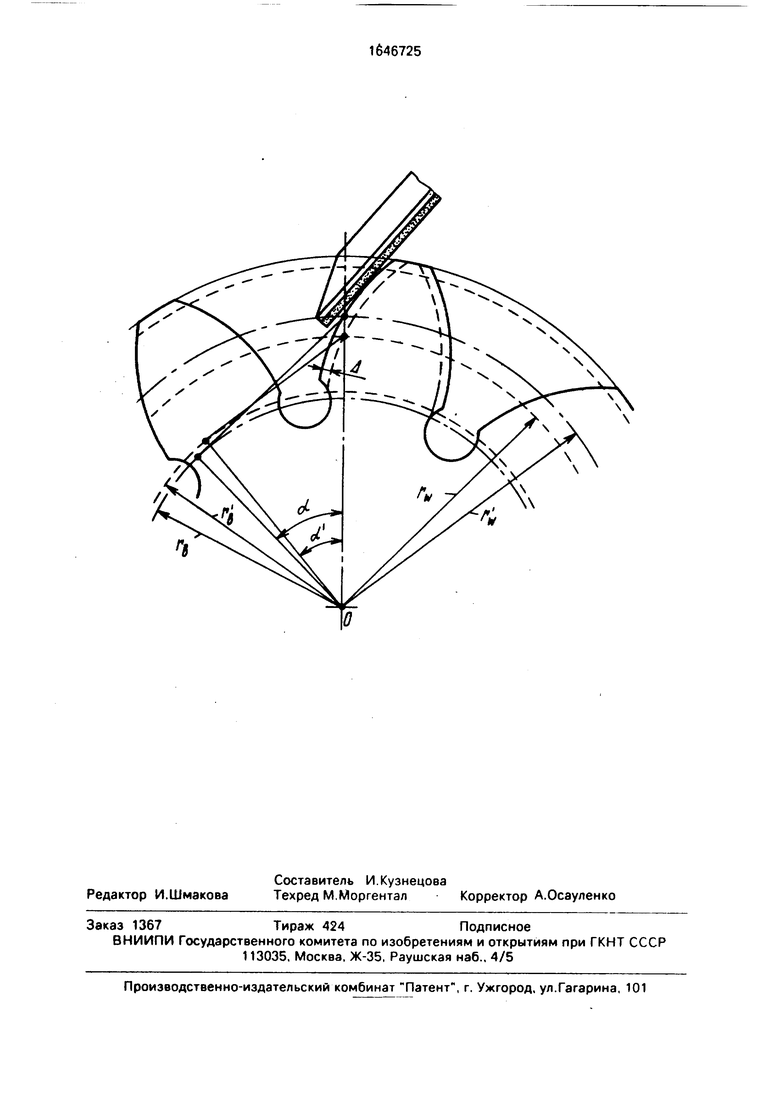
На чертеже показана схема заточки дискового шевера
В начале цикла затачивания дисковый шевер устанавливают на оправку, а шлифовальный круг располагают по центру шевера. Круг приводят во вращение и его торцовой поверхностью шлифуют одну сторону зубьев шевера. Для образования
эвольвентного профиля шлифуемый шевер совершает обкаточное движение с приводом, например, от обкатного цилиндра, диаметр которого равен диаметру основной окружности шевера. Аналогично шлифуют противоположную сторону зубьев шевера и после этого поверхность вершин зубьев. В результате снятия операционного припуска при затачивании дисковых шеверов неизбежно уменьшаются его диаметральные размеры, изменяются угол профиля и основной шаг. В станочном зацеплении основной шаг зубьев шевера должен быть неизменным - это является необхдимым условием для обеспечения высокой точности отделки цилиндрических зубчатых колес. Основной шаг зубьев дискового шевера. представляюО
( VI
N3 СЛ
щего собой косоэубое цилиндрическое колесо, равен
Рь Рх sin/) cos a,
где /3 - угол наклона зубьев на начальном цилиндре дискового шевера.
С учетом известных преобразований можно записать
D Рх dw cos a
г в
(2)
В результате изменения диаметральных размеров дискового шевера при его переточках изменяется также основной шаг, что вызывает погрешность профиля исходной инструментальной поверхности ше- вера. Компенсировать погрешность основного шага дискового шевера при его переточках можно путем изменения от переточки к переточке величины угла профиля зубьев а за счет изменения диаметра основного цилиндра шевера. Все параметры, входящие в правую часть уравнения (2), кроме а. неизменны, следовательно, угол профиля является функцией от начального диамета dw. Для того, чтобы основной шаг инструмента был неизменным и не изменялся по мере переточки шевера, необходимо выполнение условия
дРв п
)
cos a
ddw -
wD ddw
К(§У+-Ј
(4)
Дифференцируя (2) по dw. после преобразований получают:
№ slna JJ я
После интегрирования выражения (4) найдена зависимость
arccos
/г (ЈУ+(«иЛ ( /
с
(d w)2
cos a dw
/Рхч2 , Аг яГ + d
(5)
Пример. Для обработки зубчатого колеса используется дисковый шевер с таким конструктивными параметрами: модуль мм, число зубьев , угол профиля зубьев , угол наклона зубьев ft 15°, диаметр начального цилиндра dw 222,584 мм, диаметр основного цилиндра ,288 мм. Для данного шевера осевой шаг винтовой
10
15
20
25
30
35
40
45
линии зуба ,373 мм. Исход из приведенных данных по формуле (6) находим, что константа С в данном случае равна 0,06295. В результате переточки дискового шевера снимается операционный припуск на переточку Д 0,05 мм, Также изменяются и диаметральные размеры инструмента на величину d 2 Д ,27475 мм, начальный диаметр переточенного шевера равен dw 222.309 мм. Учитывая эти параметры, по формуле (5) определяют величину угла профиля зубьев шевера после его переточки а 19 °38 . Далее находят диаметр основного цилиндра дискового шевера, по которому следует производить обкатку в процессе первой переточки этого инструмента, db 209,39 мм.
Затачивая дисковые шеверы таким образом, чтобы по мере их переточки угол профиля зубьев изменялся в соответствии с уравнением (5), можно уменьшить погрешность инструментов и. следовательно, повысить точность шевингования зубчатых колес.
Формула изобретения
Способ затачивания дискового шевера с эвольвентным профилем его зубьев в условиях обката по основной окружности шлифовальным кругом с плоской рабочей поверхностью, отличающийся тем, что. с целью повышения точности переточки путем согласования обкаточного движения с текущими геометрическими параметрами шевера, при разной степени его сточенно- сти, при переточках корректрируют диаметр основной окружности шевера в соответствии с зависимостью
db di, cos a ,
где dw - диаметр начального цилиндра дискового шевера в станочном зацеплении с кругом после переточки;
а. - угол профиля зубьев дискового шевера после переточки, который равен
50
55
а arccos
(с
&+(«-
(л .-
)
где
С
cos a
d&
«-н2 (Jt) + d«
Рх - осевой шаг винтовой линии зуба шевера:
dw - диаметр начального цилиндра дискового шевера до переточки;
а - угол профиля зубьев дискового шевера до переточки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Чистовой зуборезный инструмент | 1989 |
|
SU1632662A1 |
| Дисковый шевер | 1984 |
|
SU1296329A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Способ восстановления червячного обкатника | 1980 |
|
SU956114A1 |
| СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ | 2012 |
|
RU2597933C2 |
| Способ затылования конических червячных фрез | 1980 |
|
SU965728A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| ИГЛОШЕВЕР ДЛЯ ЧЕРВЯЧНЫХ КОЛЕС | 2007 |
|
RU2344025C1 |
| Способ обработки зубчатых колес | 1988 |
|
SU1696191A1 |
Изобретение относится к машиностроению, в частности к эксплуатации инструментов для обработки зубчатых колес. Цель изобретения - повышение точности переточки путем согласования обкаточного движения с текущими геометрическими параметрами шевера при разной степени его сточенности. Дисковый шевер с эволь- вентным профилем его зубьев устанавливают на оправку, а шлифовальный круг располагают по центру шевера. Торцовой поверхностью вращающегося круга шлифуют одну сторону зубьев шевера.Шевер совершает обкаточное движение с приводом от обкатного цилиндра.Аналогично шлифуют противоположную сторону зубьев шевера, а затем поверхность вершин зубьев. При переточках корректируют диаметр основной окружности шевера в соответствии с зависимостью db dw cos a, где dw - диаметр начального цилиндра дискового шевера в станочном зацеплении с кругом после переточки; а - угел профиля зубьев дискового шевера после переточки. 1 ил. ё
| Калашников С.Н | |||
| Калашников А.С | |||
| Шевингование зубчатых колес | |||
| - М.: Высшая школа | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Переносная печь-плита | 1920 |
|
SU184A1 |
