(54) СПОСОБ ЗАТЫЛОВАНИЯ КОНИЧЕСКИХ ЧЕРВЯЧНЫХ ФРЕЗ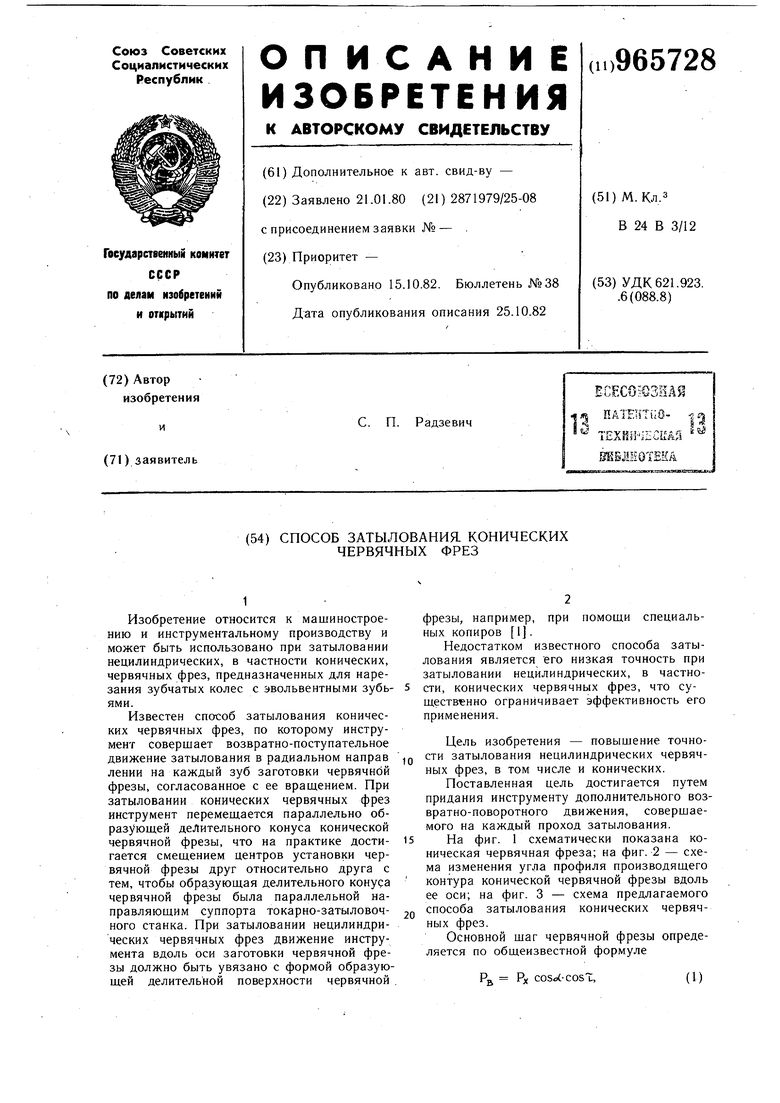

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования червячной фрезы | 1989 |
|
SU1743810A1 |
| Способ затылования червячной фрезы | 1984 |
|
SU1196232A2 |
| Устройство для затылования инструмента | 1979 |
|
SU869978A1 |
| Устройство для затылования | 1980 |
|
SU1009615A1 |
| Способ затылования червячных фрез | 1984 |
|
SU1171287A2 |
| Способ затылования фрез | 1984 |
|
SU1194612A1 |
| Способ затылования червячных фрез | 1979 |
|
SU831546A1 |
| Устройство для затылования | 1983 |
|
SU1146134A1 |
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Устройство для затылования | 1983 |
|
SU1117127A2 |

1
Изобретение относится к машиностроению и инструментальному производству и может быть использовано при затыловании нецилиндрических, в частности конических, червячных фрез, предназначенных для нарезания зубчатых колес с эвольвентными зубь- 5 ями.
Известен способ затылования конических червячных фрез, по которому инструмент совершает возвратно-поступательное движение затылования в радиальном направ ,Q лении на каждый зуб заготовки червячной фрезы, согласованное с ее вращением. При затыловании конических червячных фрез инструмент перемещается параллельно образующей делительного конуса конической червячной фрезы, что на практике дости- 15 гается смещением центров установки червячной фрезы друг относительно друга с тем, чтобы образующая делительного конура червячной фрезы была параллельной направляющим суппорта токарно-затыловоч- 2о ного станка. При затыловании нецилиндрических червячных фрез движение инструмента вдоль оси заготовки червячной фрезы должно быть увязано с формой образующей делительной поверхности червячной .
фрезы, например, при помощи специальных копиров 1.
Недостатком известного способа затылования является его низкая точность при затыловании нецилиндрических, в частности, конических червячных фрез, что существ1Бнно ограничивает эффективность его применения.
Цель изобретения - повышение точности затылования нецилиндрических червячных фрез, в том числе и конических.
Поставленная цель достигается путем придания инструменту дополнительного возвратно-поворотного движения, совершаемого на каждый проход затылования.
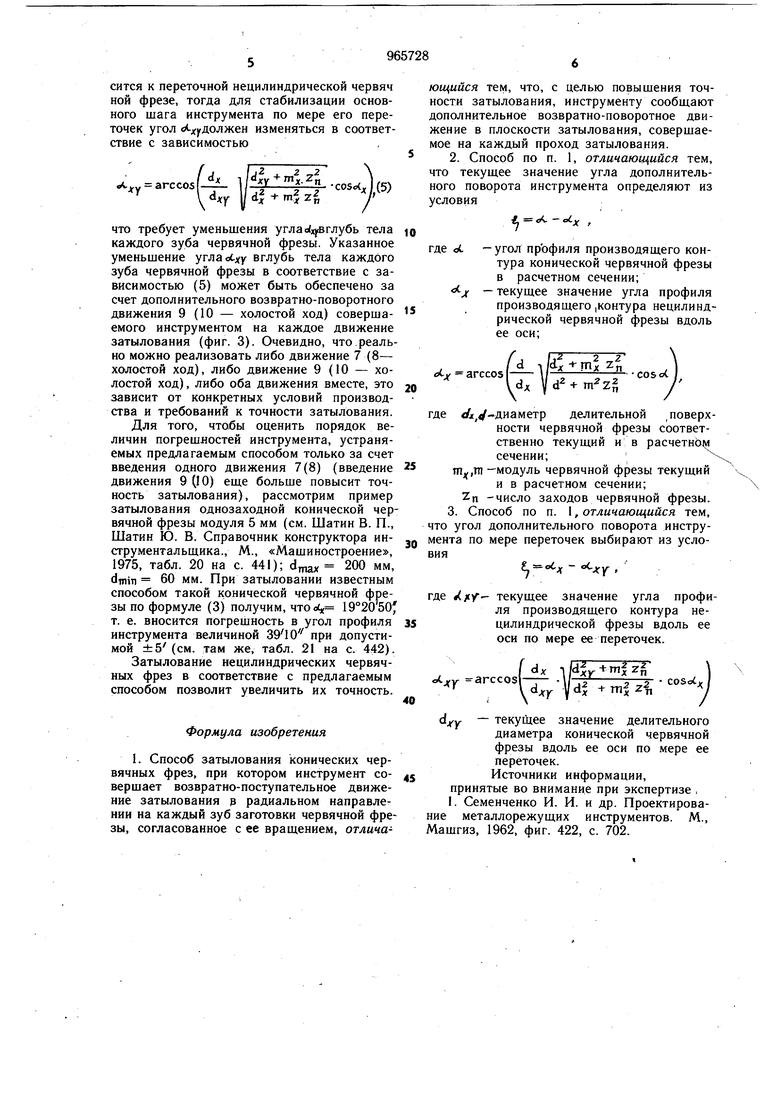
На фиг. 1 схематически показана коническая червячная фреза; на фиг. 2 - схема изменения угла профиля производящего контура конической червячной фрезы вдоль ее оси; на фиг. 3 - схема предлагаемого способа затылования конических червячных фрез.
Основной шаг червячной фрезы определяется по общеизвестной формуле
Р РХ COSai-COSi,
(i; где оС - угол профиля производящего кон тура конической червячной фрезы; Р;( - осевой шаг витков конической червячной фрезы; Т - угол подъема витка конической червячной фрезы по делительному конусу. Общеизвестно, что угол t подъема чер вячной фрезы на ее делительной поверхности определяется по формуле г где т)( текущий модуль червячной фрезы (у червячных фрез, предназначенных для обработки цилиндрических зубчатых колес m m const); ZH -число заходов червячной фрезы; d;( - текущий диаметр червячной фреДля конической червячной фрезы делительный диаметр d переменный вдоль ее оси: в сечениях А, В, С, К и др. делительный диаметр принимает значения .d, dinin,dx и др. соответственно. В соответствии с формулой (2) изменяется вдоль оси конической червячной фрезы и угол 1, принимая соответственно значения Tjj,in; Т .Указанное приводит к изменению вдоль оси червячной фрезы ее основного шага: согласно формуле (1) основной шаг червячной фрезы в сечениях А, В, С и К принимает значения Рвщах R ; Pemin что недопустимо ни при каких условиях, поскольку нарушает правильность станочного зацепления и приводит к образованию погрешностей деталей, обработанных червячными фрезами, которые затылованы известным способом. Чтобы избежать изменения основного шага конической червячной фрезы вдоль ее оси предлагается изменять угол «t производящего контура инструмента вдоль его оси с тем, чтобы компенсировать отрицательное влияние на точность конических червячных фрез изменения угла Т вдоль ее оси. Характер изменения углао(вдоль оси нецилиндрической червячной фрезы .,агссоз (4 dxyd2+jnz2 у где 4,к текущее значение угла профи ля производящего контура нецилиндрической червячной фрезы вдоль ее оси; dt -угол профиля производящего кон тура нецилиндрической червячной фрезы в расчетном сечении, например, в сечении В; -диаметр делительной поверхности червячной фрезы; текущий и в расчетном сечении соответственно;тПд,П1-модуль червячной фрезы: текущий и в расчетном сечении соответственно (у червячных фрез, предназначенных для нарезания цилиндрических зубчатых колес т m const); Z« число захода червячной фрезы. Таким образом видно, что для стабилизации основного шага нецилиндрической червячной фрезы вдоль ее оси угол должен изменяться вдоль оси инструмента в соответствии с зависимостью (3) и принимать в сечениях А, В, С и К значения«Хпи /.,minn соответственно. Для того, чтобы обеспечить изменение угласС), вдоль оси конической червячной фрезы в соответствии с формулой (3) и тем самым стабилизировать величину основного шага инструмента вдоль его оси, инструменту необходимо придать дополнительное возвратно-поворотное движение в плоскости затлования. С учетом изложенного выше для реализации предлагаемого способа затылования конических червячных фрез необходимо обеспечить следующие движения, заготовка 1 затылуемой конической червячной фрезы равномерно вращается вокруг своей оси с угловой скоростью с4ц. Инструмент (шлифовальный круг) 2 вращается вокруг своей оси с угловой скоростьюС(3у(при зать1ловании резцом это движение не требуется, что очевидно), перемещается на каждый проход затылования вдоль оси конической червячной фрезы по стрелке 3, согласованно с ее вращением; 4 - холостой ход (для повторения проходов затылования). К,роме того, инструмент 2 совершает движение затылования на каждый зуб червячной фрезы к ее оси и обратно 5 рабочий ход; 6 - холостой ход затылования (отбой). Для обеспечения изменения углаоЦ вдоль оси конической червячной фрезы в соответствие с зависимостью (3) инструменту придано дополнительное возвратно-поворотное движе-ние по стрелке 7 (8 - холостой ход) совершаемое в плоскости затылования на каждый проход затылования. При этом текущий угол j поворота инструмента второго порядка определяется- из условия .«Х.-оС, Очевидно, что диаметральные размеры затылованных нецилиндрических червячных фрез, при переточках уменьшаются, поэтому совершенно ясно, что при затыловании нецилиндрических (конических ) червячных фрез угол ot должен изменяться не только вдоль оси червячной фрезы, но и вглубь каждого зуба. Если индекс у относится к переточной нецилиндрической червяч ной фрезе, тогда для стабилизации основного шага инструмента по мере его переточек угол сХ-хуДОЛжен изменяться в соответствие с зависимостью вС,У arc cos + mt zi что требует уменьшения углаа х|вглубь тела д каждого зуба червячной фрезы. Указанное уменьшение углаоС;(у вглубь тела каждого зуба червячной фрезы в соответствие с зависимостью (5) может быть обеспечено за счет дополнительного возвратно-поворотного движения 9 (10 - холостой ход) совершаемого инструментом на каждое движение затылования (фиг. 3). Очевидно, что реально можно реализовать либо движение 7 (8- холостой ход), либо движение 9 (10 - холостой ход), либо оба движения вместе, это 20 зависит от конкретных условий производства и требований к точности затылования. Для того, чтобы оценить порядок величин погрешностей инструмента, устраняемых предлагаемым способом только за счет введения одного движения 7(8) (введение 25 движения 9 (10) еше больше повысит точность затылования), рассмотрим пример затылования однозаходной конической червячной фрезы модуля 5 мм (см. Шатин В. П., Шатин Ю. В. Справочник конструктора ий- „ сгрументальщика., М., «Машиностроение, 1975, табл. 20 на с. 441); 200 мм, dmin 60 мм. При затыловании известным способом такой конической червячной фрезы по формуле (3) получим, 19°2050 т. е. вносится погрешность в угол профиля 35 инструмента величиной 3910 при допустимой ±5 (см. там же, табл. 21 на с. 442). Затылование нецилиндрических червячных фрез в соответствие с предлагаемым способом позволит увеличить их точность.
Формула изобретения
I. Способ затылования конических червячных фрез, при котором инструмент совершает возвратно-поступательное движение затылования э радиальном направлении на каждый зуб заготовки червячной фрезы, согласованное с ее вращением, отличающиност допо жен мое 2 что ного усло где о оС. где 3 что мент вия где otjy
- текущее значение делительного диаметра конической червячной фрезы вдоль ее оси по мере ее переточек.
Источники информации, принятые во внимание при экспертизе . 1. Семенченко И. И. и др. Проектирование металлорежущих инструментов. М., Машгиз, 1962, фиг. 422, с. 702. йся тем, что, с целью повышения точи затылования, инструменту сообшают лнительное возвратно-поворотное двиие в плоскости затылования, совершаена каждый проход затылования. . Способ по п. 1, отличающийся тем, текушее значение угла дополнительповорота инструмента определяют из вия . , оС -угол профиля производящего контура конической червячной фрезы в расчетном сечении; Ск текущее значение угла профиля производящего |Контура нецилиндрической червячной фрезы вдоль ее оси; агссоз А -диаметр делительной поверхности червячной фрезы соответственно текущий ив расчетном сечении; т.тп -модуль червячной фрезы текущий и в расчетном сечении; ZH -число заходов червячной фрезы. . Способ по п. 1, отличающийся тем, угол дополнительного поворота инструа по мере переточек выбирают из услоI o6jf - oCjjy , текущее значение угла профиля производящего контура нецилиндрической фрезы вдоль ее оси по мере ее переточек. n/d|y-bmf z yr arccosl- yaf
6
0(
niax
min
