Изобретение относится к области сварки, а именно к процессам сварки и наплавки под флюсом, а также электрошлаковой сварки и выплавки
Цель изобретения - повышение качества сварного соединения путем повышения быстродействия и точности управления выходными параметрами системы питания.
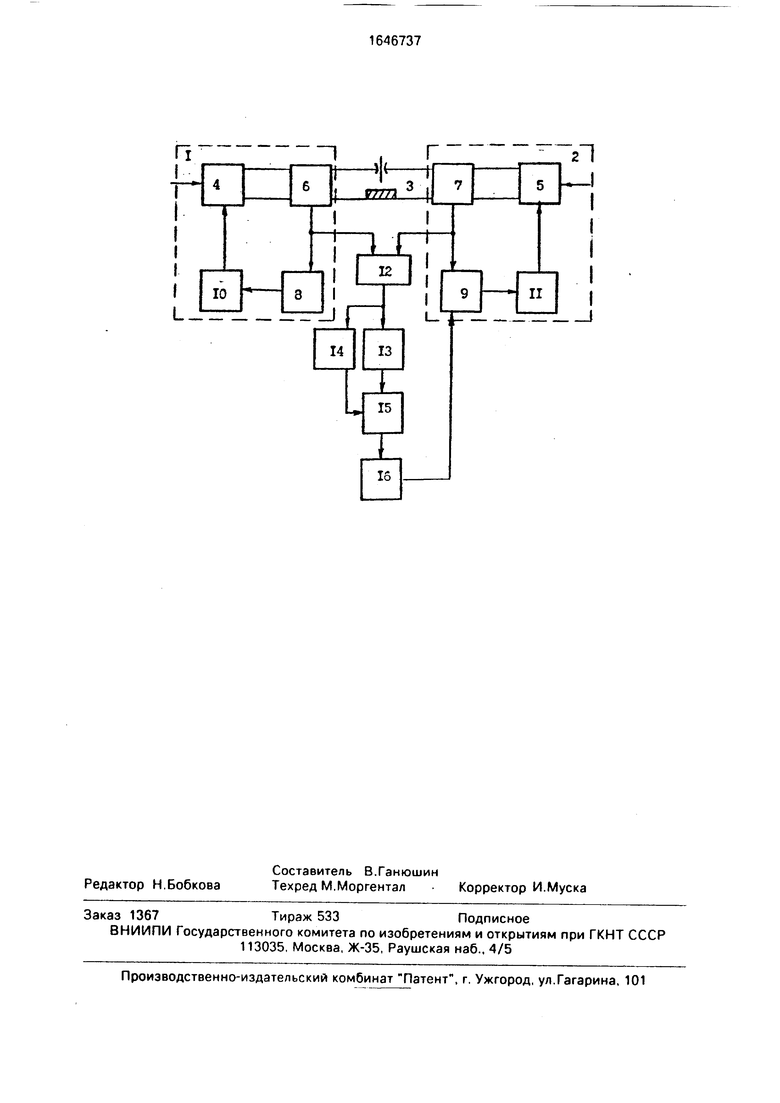
На чертеже представлена блок-схема системы питания.
Система содержит источники 1 и 2 питания, подключенные к общей нагрузке 3. Источник 1(2) питания содержит силовой полупроводниковый преобразователь 4(5), входом подключенный к источнику энергии, а выходом к сварочной цепи, устройство 6(7) получения и обработки информации о выходных параметрах, входом подключенное к сварочной цепи. Выход устройства 6(7) соединен с информационным входом устройства 8(9) функционального преобразования, а выход последнего соединен с входом исполнительного блока 10(11). Выход последнего соединен с управляющим входом силового полупроводникового преобразователя 4(5). Усилитель-сумматор 12 входами подключен к выходам устройств 6 и 7. Выход усилителя-сумматора 12 соединен с входом генератора 13 управляемого напряжения и входом компаратора 14. Выходы генератора 13 и компаратора 14 соединены с информационным и управляющим входами счетчика
15импульсов, выход которого подключен через цифроаналоговый преобразователь
16к управляющему входу устройства 9 функционального преобразования. В системе питания, состоящей из двух (нескольких) источников, один из них выбирается основным (ведущим) - источник 1. С помощью этого источника осуществляется установка
Ј
О J jGJ
Si
и регулировка режимов работы всей системы. Режим работы каждого из вспомогательных (ведомых) источников (источник 2) определяется основным (ведущим).
Устройство работает следующим образом.
Напряжение от силовых полупроводниковых преобразователей 4 и 5 источников 1 и 2 прикладывается к нагрузке 3 через соответствующую сверенную цепь, по которой протекает сварочный ток (ток нагрузки). Выходные параметры преобразователей 4 и 5 измеряются и обрабатываются устройствами 6 и 7, с выходов которых информация о выходных параметрах поступает в устройства 8 и 9, где преобразуется функционально для получения требуемой внешней характеристики источника питания. С выходов устройств 8 и 9 сигналы поступают в исполнительные блоки 10 и 11. В исполнительных блоках 10 и 11 формируются импульсы управления силовыми полупроводниковыми преобразователями 4 и 5, подающиеся на их управляющие входы. Одновременно информация о выходных параметрах с выходов устройств 6 и 7 подается на входы усилителя-сумматора 12, на выходе которого формируется сигнал, абсолютная величина которого несет информацию о величине рассогласования выходных параметров источников питания, а знак несет информацию о том. занижены или завышенывыходныепараметрывспомогательного источника 2 по сравнению с основным. Генератор 13 формирует и передает на счетный вход счетчика 15 импульсов импульсы, частота следования ко торых прямо пропорциональна абсолютной величине сигнала рассогласования. Сигнал с выхода компаратора 14 поступает на управляющий вход счетчика 15 импульсов, включая в зависимости от знака рассогласования либо прямой, либо обратный счет. Кодовая комбинация на выходе счетчика 15 преобразуется цифроаналоговым преобразователем 16 и передается на управляющий вход устройства 9 функционального преобразования вспомогательного источника 2 питания. Внешняя вольт-амперная характеристика вспомогательного источника 2 пи- тания изменяется таким образом, чтобы сигнал рассогласования на выходе усилителя-сумматора 12 сведен к нулевому значению.
По сравнению с базовым объектом предлагаемая система питания позволяет добиться улучшения качества сварного соединения, так как обладает более высоким быстродействием и точностью управления выходными параметрами.
Формула изобретения
Система питания для сварки, содержащая два источника питания, подключенных параллельно к общей нагрузке, каждый из которых содержит силовой полупроводниковый преобразователь, входом подключенный к источнику энергии, а выходом - к сварочной цепи, устройство получения и обработки информации о выходных параметрах, первого и второго источников питания, входом подключенное к сварочной цепи, исполнительный блок, выход которого соединен с управляющим входом силового полупроводникового преобразователя, а также усилитель-сумматор, первый и второй входы которого подключены к выходам
устройств получения и обработки информации о выходных параметрах первого и второго источников питания, отличающая- с я тем, что, с целью повышения качества сварного соединения путем повышения быстродействия и точности управления выходными параметрами системы питания, она снабжена генерэ(0ром, компаратором, счетчиком импульсов и цифроаиалоговым преобразователем, причем в каждый источник питания введзно устройство функционального преобразования, одна из которых выполнена с информационным входом, а другое - с информационным и управляющим входами, при этом информационные
входы устройств функционального преобразования соединены с выходами устройств получения и обработки информации о выходных параметрах первого и второго источни- хоа питания, выходы устройств
функционального преобразования соединены с входами исполнительных блоков, а выход усилителя-сумматора соединен с входами генератора и компаратора, выходы которых подключены к информационному и
управляющему входам счетчика импульсов соответственно, выход последнего через цифроаналоговый преобразователь соединен с управляющим входом второго устройства функционального преобразования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания с силовым полупроводниковым преобразователем | 1987 |
|
SU1444107A1 |
| Источник питания с силовым полупроводниковым преобразователем | 1988 |
|
SU1590254A2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ НА ОСНОВЕ ВЫСОКОЧАСТОТНОГО ИНВЕРТОРА | 1999 |
|
RU2147979C1 |
| Устройство управления электроприводом подачи электродной проволоки | 1988 |
|
SU1606279A1 |
| Тренажер для обучения навыкам ведения сварки | 1986 |
|
SU1388935A1 |
| Сварочный источник питания | 1988 |
|
SU1579678A1 |
| Автоматический регулятор возбуждения для синхронной машины | 1981 |
|
SU1020954A1 |
| Источник питания с тиристорным преобразователем | 1987 |
|
SU1418011A1 |
| Способ широтно-импульсного управления источником питания с тиристорным преобразователем и устройство для его осуществления | 1984 |
|
SU1306665A1 |
| Устройство дистанционного задания режимов сварки | 1988 |
|
SU1505706A1 |
Изобретение относится к сварке и наплавке под флюсом, а также к электрошлаковой сварке и выплавке. Цель изобретения - повышение быстродействия и точности управления выходными параметрами системы питания. Система питания содержит два источника питания, подключенных параллельно к общей нагрузке, а также усилитель-сумматор, генератор, компаратор, счетчик импульсов и цифро-аналоговый преобразователь. Благодаря тому, что согласование выходных параметров источников питания осуществляется за несколько тактов и не нарушается при нулевом сигнале рассогласования, устройство позволяет получать соединение заданного качества при различных технологических процессах. 1 ил
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
