Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении изделий из минеральной ияи стеклянной ваты.
Цель изобретения - повышение качества матов и устранение продергивания нитей.
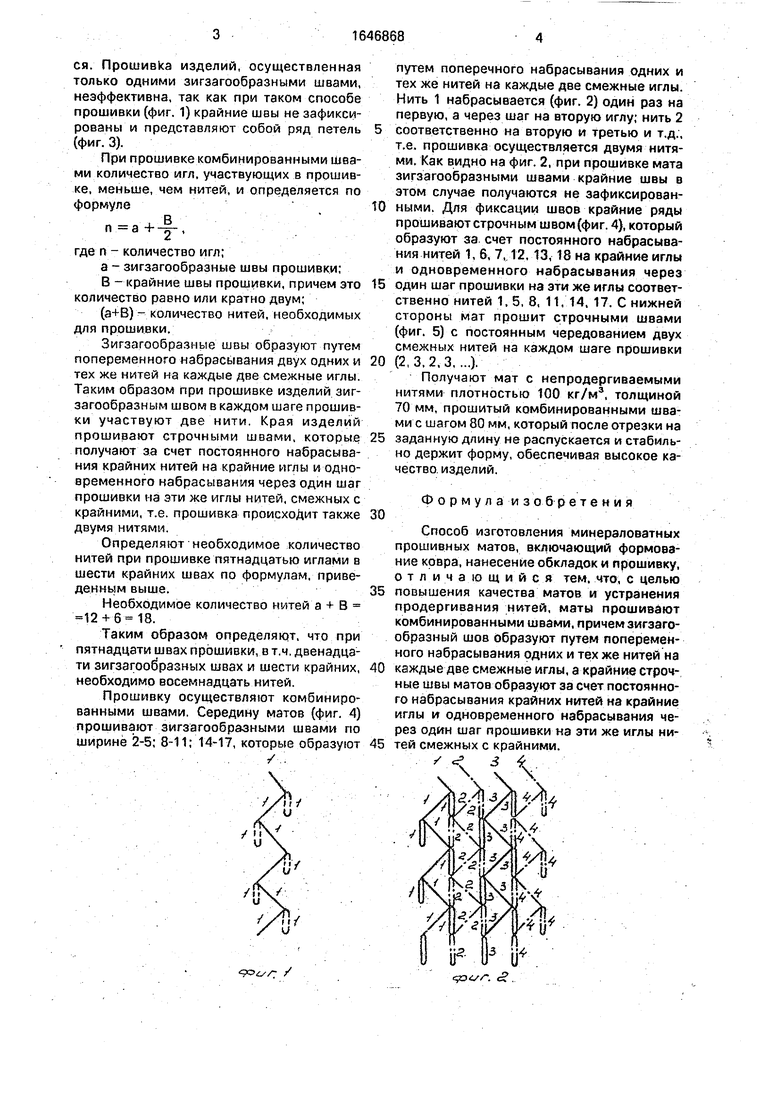
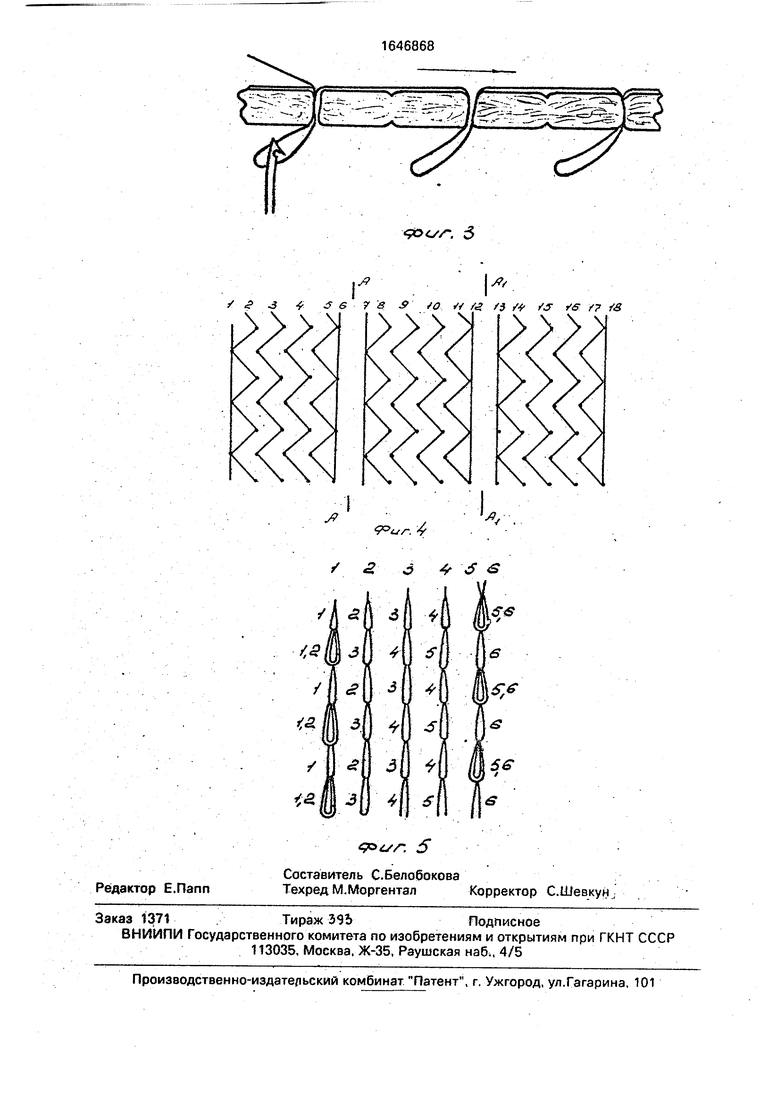
На фиг. 1 изображен одиночный зигзагообразный шов, вид сверху; на фиг. 2 - нити зигзагообразных швов, вид сверху (нижние петли швов условно показаны видимыми); на фиг. 3 - крайний ряд зигзагообразного шва прошивки (разрез прошитого минера- ловатного ковра); на фиг. 4 - минераловат- ный ковер, прошитый комбинированным швом, вид сверху; на фиг. 5 - минераловатный ковер, прошитый комбинированным швом, вид снизу.
На фиг. 1-5 позициями 1-18 обозначены нити прошивочного материала.
Пример. Минераловатный ковер, например, толщиной 100 мм, шириной 2000 мм, через промежуточный транспортер подают на прошивочную машину, где его прошивают комбинированными швами, например, с шагом 100 мм и расстоянием между швами 120 мм. Мат прошивают пятнадцатью рядами швов (фиг. 4) и разрезают на три равные части в промежутке между строчными швами. Резка мата в других местах невозможна, так как в любом другом месте будет разрезан прошивочный материал и мат распадетО 4 О 00 О 00
ся. Прошивка изделий, осуществленная только одними зигзагообразными швами, неэффективна, так как при таком способе прошивки (фиг. 1) крайние швы не зафиксированы и представляют собой ряд петель (фиг. 3).
При прошивке комбинированными швами количество игл, участвующих в прошивке, меньше, чем нитей, и определяется по формуле
n a +-jr.
где n - количество игл;
а - зигзагообразные швы прошивки;
В - крайние швы прошивки, причем это количество равно или кратно двум;
(а+В) - количество нитей, необходимых для прошивки.
Зигзагообразные швы образуют путем попеременного набрасывания двух одних и тех же нитей на каждые две смежные иглы. Таким образом при прошивке изделий зигзагообразным швом в каждом шаге прошивки участвуют две нити. Края изделий прошивают строчными швами, которые получают за счет постоянного набрасывания крайних нитей на крайние иглы и одновременного набрасывания через один шаг прошивки из эти же иглы нитей, смежных с крайними, т.е. прошивка происходит также двумя нитями.
Определяют необходимое количество нитей при прошивке пятнадцатью иглами в шести крайних швах по формулам, приведенным выше.
Необходимое количество нитей а + В 12 + 6 18.
Таким образом определяют, что при пятнадцати швах прошивки, в т.ч. двенадцати зигзагообразных швах и шести крайних, необходимо восемнадцать нитей.
Прошивку осуществляют комбинированными швами. Середину матов (фиг. 4) прошивают зигзагообразными швами по ширине 2-5; 8-11; 14-17, которые образуют
/ .
эс//- /
путем поперечного набрасывания одних и тех же нитей на каждые две смежные иглы. Нить 1 набрасывается (фиг. 2) один раз на первую, а через шаг на вторую иглу; нить 2
соответственно на вторую и третью и т.д., т.е. прошивка осуществляется двумя нитями. Как видно на фиг. 2, при прошивке мата зигзагообразными швами крайние швы в этом случае получаются не зафиксированными. Для фиксации швов крайние ряды прошивают строчным швом(фиг. 4), который образуют за счет постоянного набрасывания нитей 1, 6, 7,12, 13, 18 на крайние иглы и одновременного набрасывания через
один шаг прошивки на эти же иглы соответственно нитей 1, 5, 8, 11, 14, 17. С нижней стороны мат прошит строчными швами (фиг. 5) с постоянным чередованием двух смежных нитей на каждом шаге прошивки
(2,3,2,3,...).
Получают мат с непродергиваемыми нитями плотностью 100 кг/м3, толщиной 70 мм, прошитый комбинированными швами с шагом 80 мм, который после отрезки на
заданную длину не распускается и стабильно держит форму, обеспечивая высокое качество изделий.
Формула изобретения
Способ изготовления минераловатных прошивных матов, включающий формование ковра, нанесение обкладок и прошивку, отличающийся тем, что, с целью повышения качества матов и устранения продергивания нитей, маты прошивают комбинированными швами, причем зигзагообразный шов образуют путем попеременного набрасывания одних и тех же нитей на каждые две смежные иглы, а крайние строчные швы матов образуют за счет постоянного набрасывания крайних нитей на крайние иглы и одновременного набрасывания через один шаг прошивки на эти же иглы нитей смежных с крайними, /с 3 4
33Јsr. сЈ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления минераловатного прошивного материала | 1987 |
|
SU1530454A1 |
| Способ изготовления минераловатных прошивных матов | 1981 |
|
SU992500A1 |
| Способ изготовления минераловатного мата | 1986 |
|
SU1373577A1 |
| Вязально-прошивочная машина | 1988 |
|
SU1516543A1 |
| Способ изготовления теплоизоляционного волокнистого материала и установка для его осуществления | 1987 |
|
SU1470512A1 |
| ТЕРМОЗВУКОИЗОЛЯЦИОННЫЙ И ФИЛЬТРУЮЩИЙ МАТЕРИАЛ "ТЕРМОЗВУКОИЗОЛ" | 1996 |
|
RU2077368C1 |
| ГЕОМАТ | 2001 |
|
RU2180030C1 |
| Способ изготовления минераловатных прошивных матов | 1986 |
|
SU1447663A1 |
| ВЫСОКОПРОЧНОЕ МЯГКОЕ ПОЛОТЕНЦЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2175091C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПИЩЕВОДНО-ТОНКОКИШЕЧНОГО АНАСТОМОЗА ПРИ ХИРУРГИЧЕСКОМ ЛЕЧЕНИИ КАРДИОЭЗОФАГЕАЛЬНОГО РАКА | 2008 |
|
RU2391055C2 |
/23
56 783 /О // /с /5 / /«S1 /7
/-/
г°. -У
/ г с 4- сг ( 3
1-Я
| Способ изготовления рулонного теплоизоляционного материала | 1985 |
|
SU1329975A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ изготовления теплоизоляционного волокнистого материала и установка для его осуществления | 1987 |
|
SU1470512A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
