ния взаимного перепления нитей смеж- 35 f запасовки нитей и петлеобразоных швов на установке по фиг. 1; на фиг. SO - то же, на установке по фиг. 5.
Установка содержит формующий механизм 1 с транспортером 2, станок продольной прошивки. Содержащий блок 3 прошивных игл, устройство 4 для запасовки нитей и петлеобразования, узел 5 резки и механизм 6 возвратно-поступательного перемещения. Механизмом 6 может быть снабжен .либо блок 3 прошивных игл, либо устройство 4 для запасовки нитей и петлеобразования.
В случае выполнения предла1 аемой установки с подвижным блоком 3 прошивных игл, она работает следующим образом.
Волокнистый ковер 7 поступает по транспортеру 1, имеющему скорость движения ленты 0,5-4 м/мин. Затем ковер 7 подпрессовьшаётся транспортером 2 до плотности 100-150 кг/м
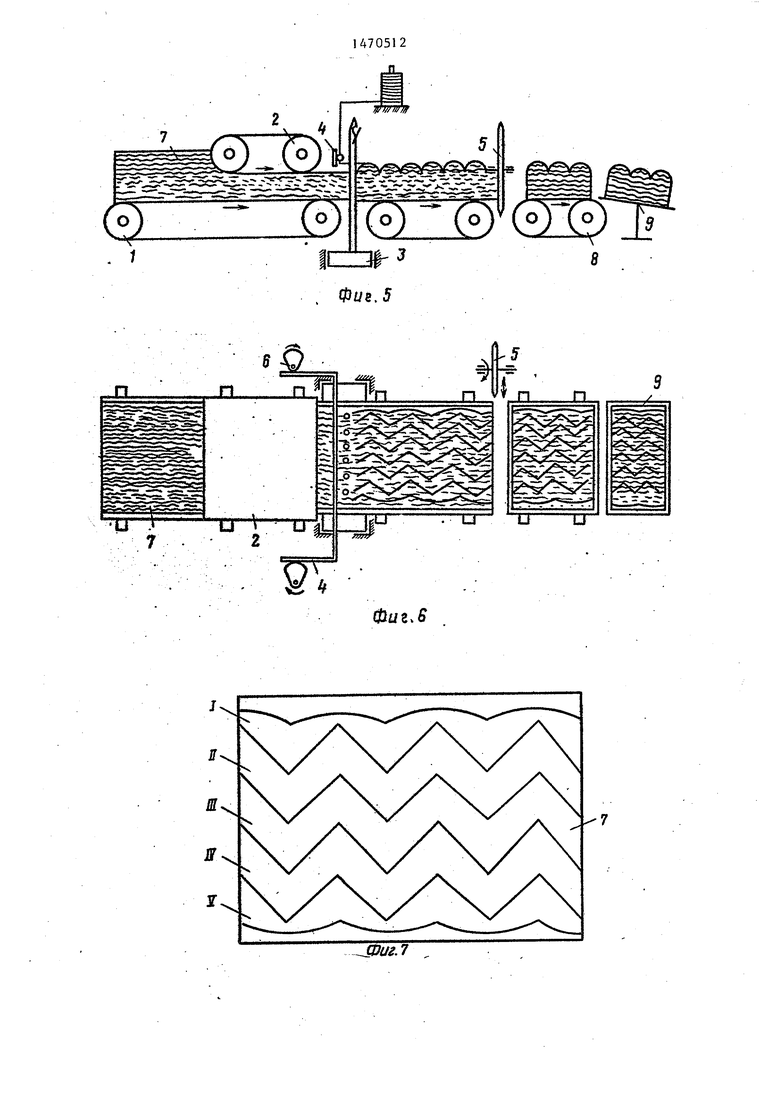
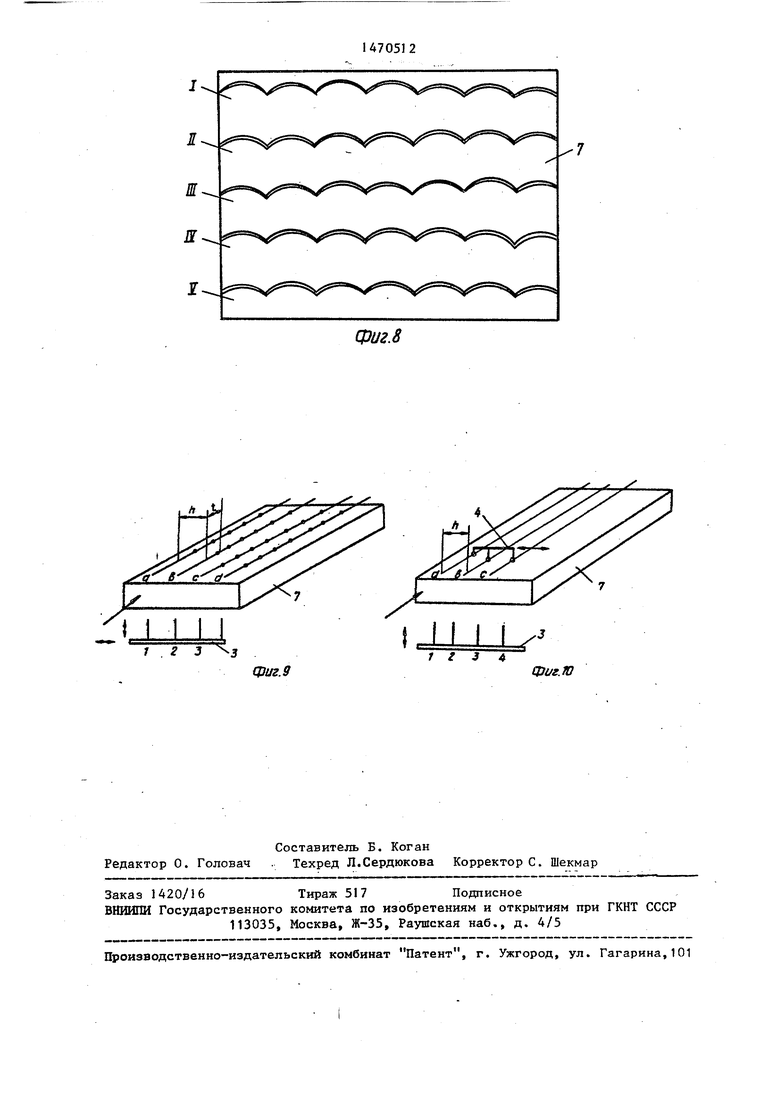
вания, она работает аналогично описанному. Волокнистый ковер 7 поступает по транспортеру I, имеющему скорость движения ленты 0,5-4 м/мин. Затем ковер подпрессовьшают транспортером 2 до плотности 100-150 кг/м при толщине 60-300 мм и он поступает на станок продольной прошивки. Иглы 1-3 (фиг. 10) прокальшают ковер и захватьтают нити а, Ь, с, затем иглы опускаются, происходит процесс петлеобразования, ковер перемещается на величину шага прошивки t по направлению своего движения. Б это время нити смещаются на величину расстояния между двумя соседними швами R, иглы - прокальшают ковер и захватьшают нити а, Ъ, с. После этого иглы опускаются происходит процесс петлеобразования, а нити перемещаются в обратном направлении на величину R, при этом нити смежных швов образзпот перепле- чие. Затем весь цикл повторяется заново.
-Я
,0 лУ
л
-Я
ч
У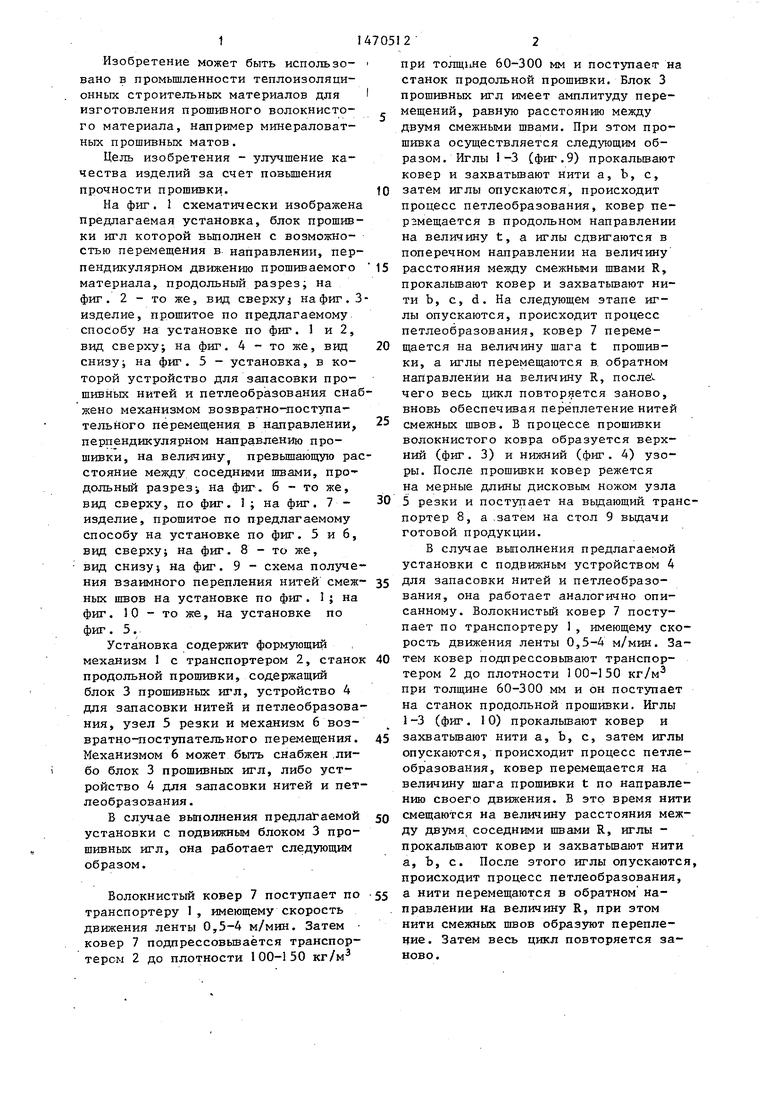

| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивной волокнистый теплоизоляционный материал с гофрированной структурой и способ его изготовления | 1985 |
|
SU1286416A1 |
| Привод игловодителя матовязальной машины | 1978 |
|
SU734326A1 |
| Установка для производства теплоизоляционных прошивных матов | 1989 |
|
SU1689073A1 |
| Способ изготовления минераловатного мата | 1986 |
|
SU1373577A1 |
| Способ изготовления минераловатных прошивных матов | 1988 |
|
SU1646868A1 |
| Способ изготовления теплоизоляционных изделий из стекловолокнистых отходов | 1989 |
|
SU1675088A1 |
| Станок для прошивки матов | 1990 |
|
SU1758115A1 |
| Вязально-прошивная машина | 1978 |
|
SU715665A1 |
| КОВЕР С ПРОШИВНЫМ ВОРСОМ | 1992 |
|
RU2085638C1 |
| Способ изготовления минераловатных прошивных матов | 1981 |
|
SU992500A1 |
Изобретение может быть использовано для изготовления прошивного волокнистого теплоизоляционного материала, например, минераловатных прошивных матов. Целью изобретения является улучшение качества изделий за счет повышения прочности прошивки. Способ изготовления волокнистого теплоизоляционного материала включает формование волокнистого ковра, его продольную прошивку и поперечную резку, при этом в процессе прошивки нити смежных швов взаимно переплетают между собой. Установка для осуществления способа содержит формующий механизм 1 с транспортером 2, станок продольной прошивки с блоком 3 прошивных игл и устройством 4 для запасовки нитей и петлеобразования, узел резки 5 и механизм возвратно-поступательного перемещения блока 3 либо устройства 4.2 с.п.ф-лы, 10 ил.
Фиг. г
Фиг.З
Фиг.
Фие.З
п
и
МУп
и
trt
LT
УТ
я- ж.
ж г.
п
tv
п
7
gzaa;
Т-Г
UU
Фиг.6
Шиг. 7
I I 1 I I ; г
фиг. 9
Фиг.8
Фиг.Ю
| Способ изготовления рулонного теплоизоляционного материала | 1985 |
|
SU1329975A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство для подачи фарша в оболочку | 1959 |
|
SU127147A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
